TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025104802
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023222880
出願日
2023-12-28
発明の名称
金型装置
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
B29C
49/54 20060101AFI20250703BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】保圧時間を長くすることなく、中間成形品の肉厚の厚い部分に成形不良となる凹部が形成されることを抑制する。
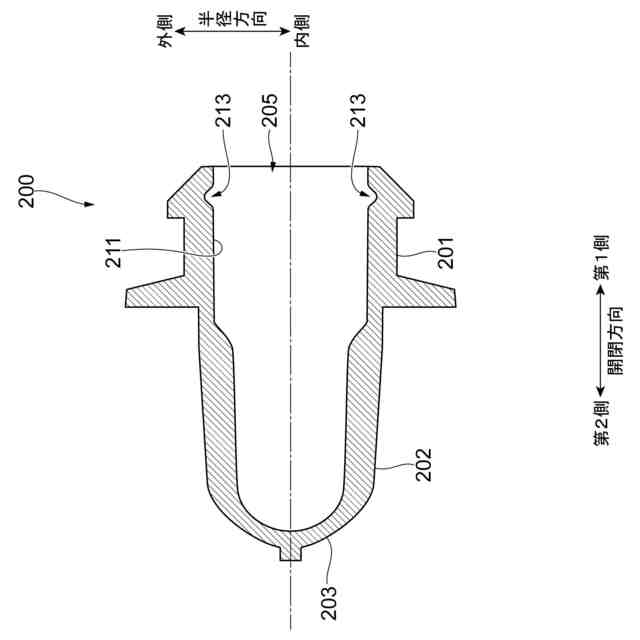
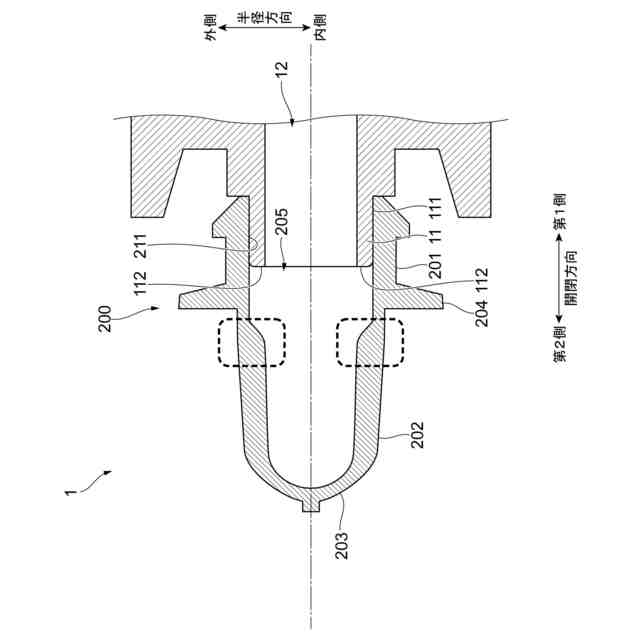
【解決手段】中間成形品であるプリフォーム200を成形する射出成形を行う第1金型である射出コアが、プリフォーム200の肉厚の厚い部分における内側の面211に凸部212を成形し、プリフォーム200から最終成形品を成形する吹込成形を行うために、第2金型である吹込コア1にプリフォーム200を嵌合させる際、吹込コア1がプリフォーム200の内側から凸部212を押し潰す。
【選択図】図1
特許請求の範囲
【請求項1】
中間成形品を成形する射出成形を行う第1金型が、当該中間成形品の肉厚の厚い部分における内側の面に凸部を成形し、
前記中間成形品から最終成形品を成形する吹込成形を行うために第2金型に当該中間成形品を嵌合させる際、当該第2金型が当該中間成形品の内側から前記凸部を押し潰すことを特徴とする、
金型装置。
続きを表示(約 580 文字)
【請求項2】
前記第2金型は、前記中間成形品の内側の面を摺動しながら前記凸部を押し潰すことを特徴とする、
請求項1に記載の金型装置。
【請求項3】
前記凸部の形状は、前記射出成形が行われた後に前記中間成形品の形状が変化したとしても、少なくとも凸部が形成される形状であることを特徴とする、
請求項1に記載の金型装置。
【請求項4】
第1金型による射出成形により成形された中間成形品を、最終成形品を成形する吹込成形を行う第2金型に嵌合させる際、当該第2金型の一部が、当該中間成形品の内側から延伸し難い部分を押圧することを特徴とする、
金型装置。
【請求項5】
前記第2金型の一部は、前記中間成形品の内側において、前記延伸し難い部分を押圧可能な位置に配置されていることを特徴とする、
請求項4に記載の金型装置。
【請求項6】
固定側の金型と、中間金型と、可動側の金型とを有し、
前記固定側の金型と、前記第1金型としての射出コアを有する前記中間金型とが型閉した状態で前記射出成形を行い、
前記第2金型としての吹込コアを有する前記中間金型と、前記可動側の金型とが型閉した状態で前記吹込成形を行うことを特徴とする、
請求項1または4に記載の金型装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金型装置に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
インジェクション成形(射出成形)とブロー成形(吹込成形)とを2段階で行う成形の手法であるインジェクションブロー成形では、射出成形により中間成形品であるプリフォームを成形し、吹込成形によりプリフォームの内部に空気を吹き込み延伸させることで容器等の製品を成形する(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特許4425750号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
射出成形された中間成形品であるプリフォームには、肉厚の厚い部分と薄い部分とがある。肉厚の厚い部分と薄い部分とでは冷却による体積の収縮率が異なるため、体積の収縮率が高い肉厚の厚い部分に成形不良となる凹部が形成される場合がある。このような凹部における体積の収縮分を補うために、いわゆる保圧として、シリンダ側から圧力をかけて溶融樹脂を送り込むこともできる。しかしながら、肉厚の厚い部分が、溶融樹脂を注入するゲート側から遠い位置にある場合には、保圧を効かせるために保圧時間を長くする必要がある。その結果、成形サイクルが長くなってしまうことがある。
本発明の目的は、保圧時間を長くすることなく、中間成形品の肉厚の厚い部分に成形不良となる凹部が形成されることを抑制することにある。
【課題を解決するための手段】
【0005】
かかる目的のもと完成させた本発明は、中間成形品を成形する射出成形を行う第1金型が、当該中間成形品の肉厚の厚い部分における内側の面に凸部を成形し、前記中間成形品から最終成形品を成形する吹込成形を行うために第2金型に当該中間成形品を嵌合させる際、当該第2金型が当該中間成形品の内側から前記凸部を押し潰すことを特徴とする、金型装置である。
ここで、前記第2金型は、前記中間成形品の内側の面を摺動しながら前記凸部を押し潰すことを特徴としてもよい。
また、前記凸部の形状は、前記射出成形が行われた後に前記中間成形品の形状が変化したとしても、少なくとも凸部が形成される形状であることを特徴としてもよい。
また、本発明は、第1金型による射出成形により成形された中間成形品を、最終成形品を成形する吹込成形を行う第2金型に嵌合させる際、当該第2金型の一部が、当該中間成形品の内側から延伸し難い部分を押圧することを特徴とする、金型装置である。
また、前記第2金型の一部は、前記中間成形品の内側において、前記延伸し難い部分を押圧可能な位置に配置されていることを特徴としてもよい。
また、固定側の金型と、中間金型と、可動側の金型とを有し、前記固定側の金型と、前記第1金型としての射出コアを有する前記中間金型とが型閉した状態で前記射出成形を行い、前記第2金型としての吹込コアを有する前記中間金型と、前記可動側の金型とが型閉した状態で前記吹込成形を行うことを特徴としてもよい。
【発明の効果】
【0006】
本発明によれば、保圧時間を長くすることなく、中間成形品の肉厚の厚い部分に成形不良となる凹部が形成されることを抑制できる。
【図面の簡単な説明】
【0007】
第1の実施の形態にかかる金型装置が備える中間金型に適用される吹込コアの構成の一例を示す断面図である。
第1の実施の形態にかかる金型装置が備える中間金型に適用される射出コアの構成の一例を示す断面図である。
中間成形品であるプリフォームに成形不良となる凹部が形成された場合の具体例を示す図である。
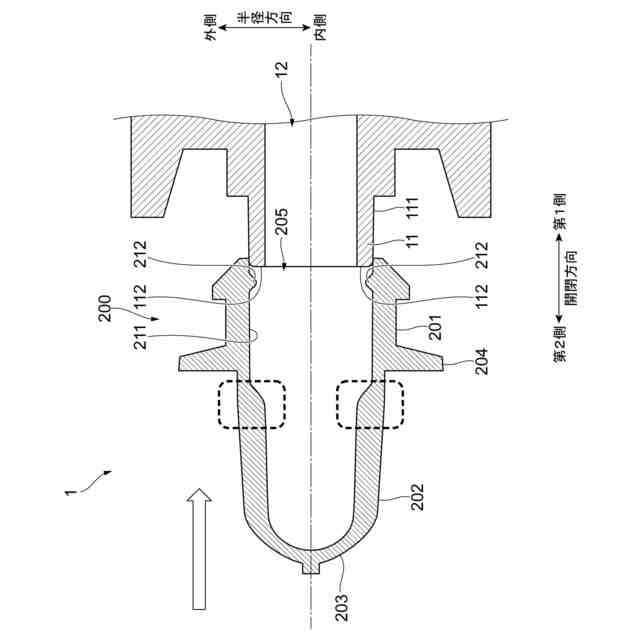
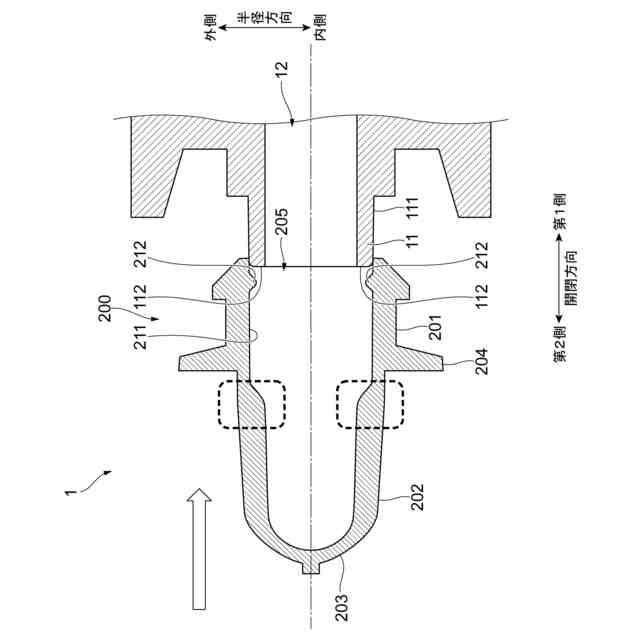
吹込コアにプリフォームが嵌合された状態の一例を示す断面図である。
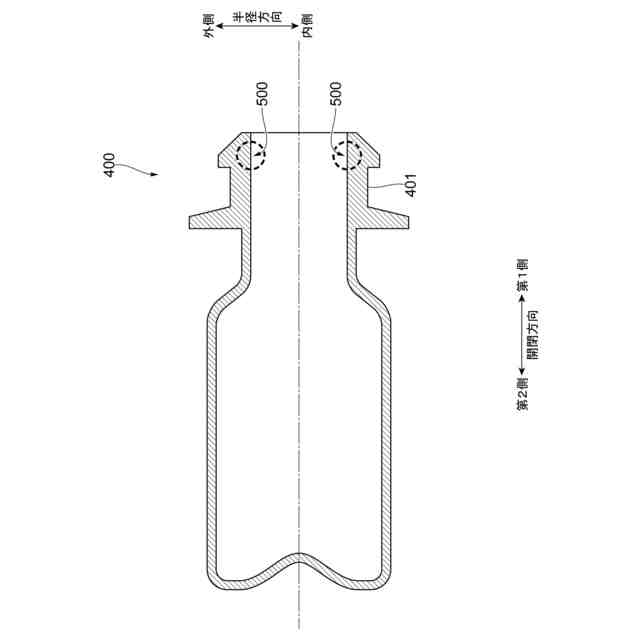
吹込成形により成形された最終成形品であるボトル容器の具体例を示す図である。
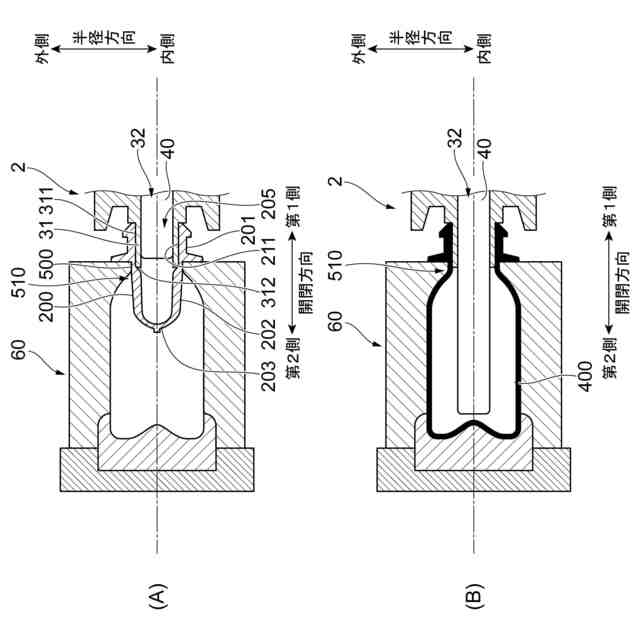
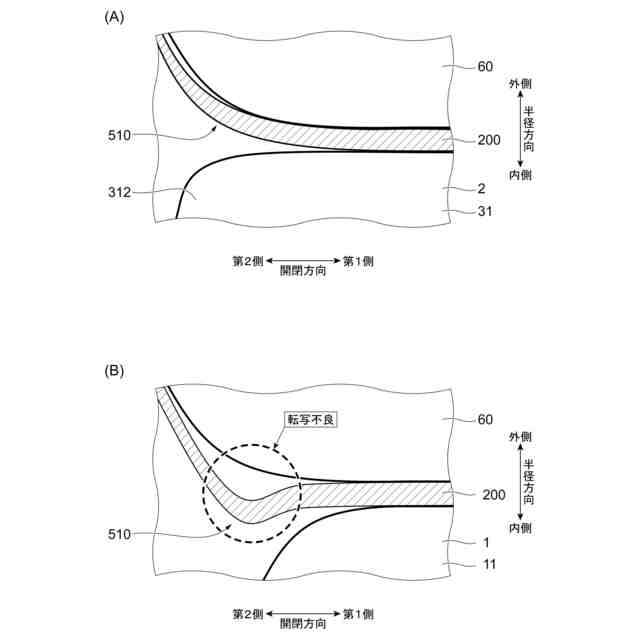
(A)および(B)は、第2の実施の形態にかかる金型装置が備える中間金型に適用される吹込コアの構成の一例を示す断面図である。
(A)および(B)は、転写困難部の拡大図である。
【発明を実施するための形態】
【0008】
以下、添付図面を参照して、本発明の実施の形態について詳細に説明する。
<第1の実施の形態>
(吹込コアの構成)
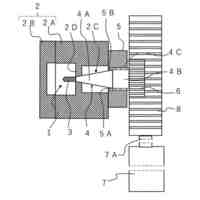
図1は、第1の実施の形態にかかる金型装置が備える中間金型に適用される吹込コア1の構成の一例を示す断面図である。図1には、吹込コア1を天地方向の天側から地側に向かって見た様子が示されている。このため、図1の図面手前側は天地方向の天側となり、図面奥手側は天地方向の地側となる。
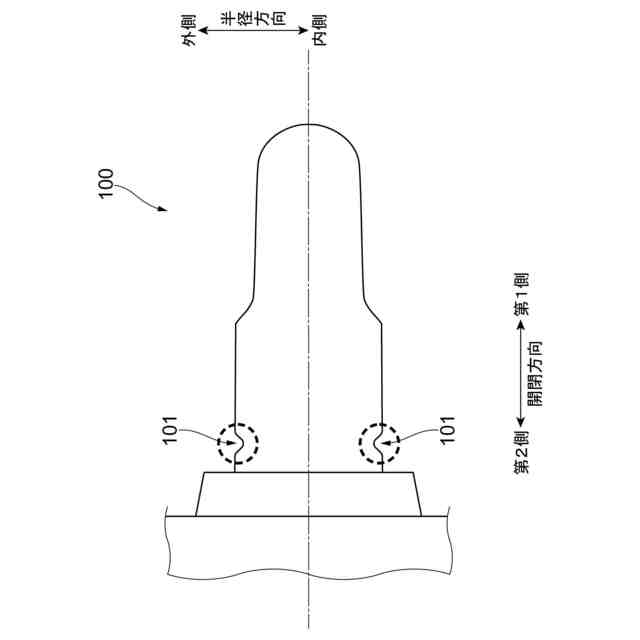
図2は、第1の実施の形態にかかる金型装置が備える中間金型に適用される射出コア100の構成の一例を示す断面図である。
【0009】
図1に示す吹込コア1は、インジェクションブロー成形を行う金型装置が備える中間金型に適用される金型の1つである。吹込コア1が適用される中間金型は、不図示の固定側の金型と可動側の金型との間に配置された金型であり、回転枠を有する金型である。インジェクションブロー成形とは、インジェクション成形(以下、「射出成形」と呼ぶ。)と、ブロー成形(以下、「吹込成形」と呼ぶ。)とを2段階で行う成形の手法のことをいう。射出成形は、固定側の金型と中間金型とが型閉された状態で行われる。また、吹込成形は、可動側の金型と中間金型とが型閉された状態で行われる。
【0010】
インジェクションブロー成形では、まず、第1段階の成形である射出成形において、固定側の金型と、図2に示す中間金型の射出コア100とが型閉された状態で中間成形品であるプリフォーム200が成形される。射出成形されたプリフォーム200は、回転枠に把持された状態で、第2段階の成形を行う位置まで回転移動する。次に、第2段階の成形である吹込成形において、図1に示す中間金型の吹込コア1と、可動側の金型とが型閉された状態でプリフォーム200の内部に高圧の空気が吹き込まれて、プリフォーム200が延伸することで最終成形品が成形される。吹込成形でプリフォーム200の内部に空気を吹き込む手法としては、例えば、高圧の空気を出力可能とする不図示の延伸棒をプリフォーム内に突出させる手法等が挙げられる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
シーメット株式会社
光造形装置
6か月前
東レ株式会社
プリプレグテープ
10か月前
CKD株式会社
型用台車
7か月前
東レ株式会社
フィルムの製造方法
9日前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
フィルムの製造方法
15日前
個人
射出ミキシングノズル
9か月前
グンゼ株式会社
ピン
7か月前
株式会社日本製鋼所
押出機
9か月前
株式会社カワタ
計量混合装置
1か月前
株式会社FTS
ロッド
5か月前
日機装株式会社
加圧システム
2か月前
個人
樹脂可塑化方法及び装置
6か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社漆原
シートの成形方法
1か月前
株式会社シロハチ
真空チャンバ
8か月前
株式会社FTS
成形装置
6か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社不二越
射出成形機
3か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
株式会社コスメック
射出成形装置
1か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
株式会社FTS
セパレータ
5か月前
株式会社リコー
画像形成システム
7か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
3か月前
株式会社神戸製鋼所
混練機
5か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社不二越
射出成形機
1か月前
トヨタ自動車株式会社
3Dプリンタ
7か月前
日東工業株式会社
インサート成形機
7か月前
個人
ノズルおよび熱風溶接機
6か月前
日産自動車株式会社
成形装置
9日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ