TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025109693
公報種別
公開特許公報(A)
公開日
2025-07-25
出願番号
2025003477
出願日
2025-01-09
発明の名称
金型の製造方法
出願人
サームウッド コーポレイション
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B29C
33/38 20060101AFI20250717BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
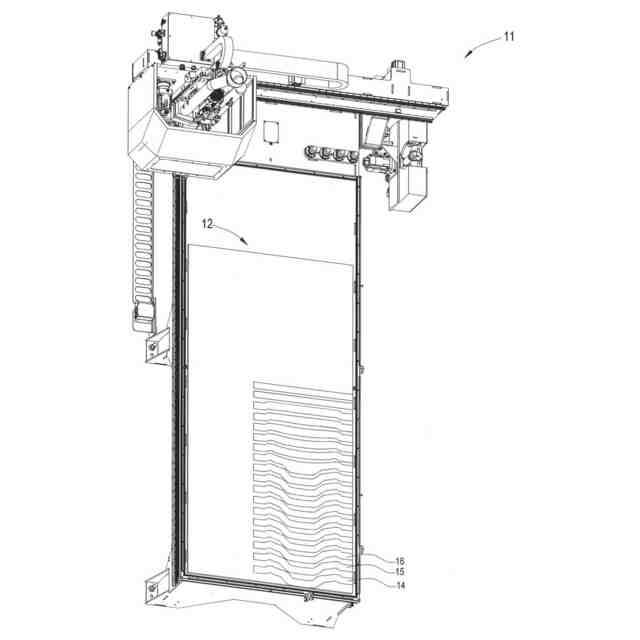
【課題】プラスチック製造用の金型及び/又はツールを構築する方法であり、金型又はツールは金属などの非多孔性材料で形成される。
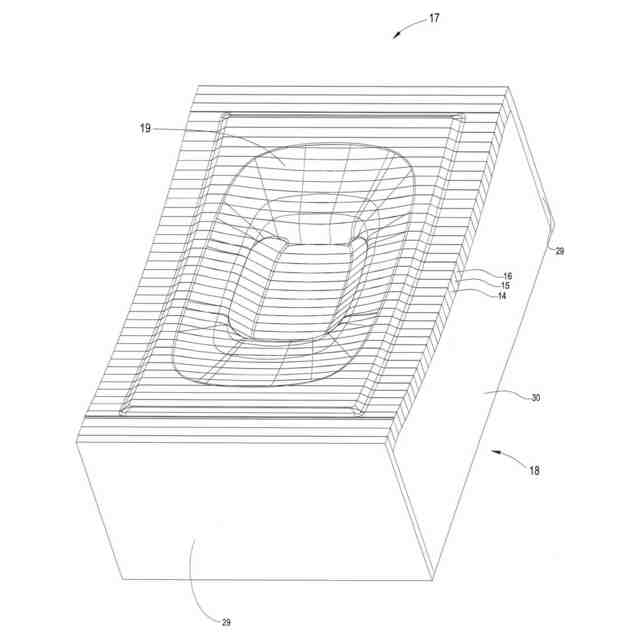
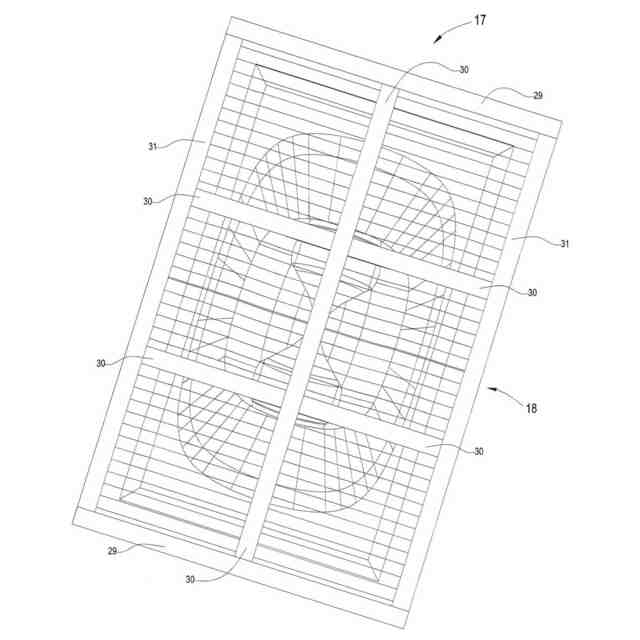
【解決手段】積層造形法によって形成された部品は、第1層及び第2層を含む複数の層を含み、第1層及び第2層は積層方向に沿って積層され、第1層の上面及び第2層の上面に作業面が形成される。部品はまた、第1層に形成された第1貫通穴、第2層に形成された第2貫通穴(第2貫通穴は第1貫通穴と少なくとも部分的に整列されている)、及び第1貫通穴から作業面まで延びる壁を含む。
【選択図】図2
特許請求の範囲
【請求項1】
積層造形法によって形成された部品であって、
第1層及び第2層を含む複数の層であって、前記第1層及び前記第2層は積層方向に沿って積層されている、前記複数の層と、
前記第1層の上面及び前記第2層の上面上に形成された作業面と、
前記第1層に形成された第1貫通穴と、
前記第2層に形成された第2貫通穴であって、前記第2貫通穴は前記第1貫通穴と少なくとも部分的に整列されている、前記第2貫通穴と、
前記第1貫通穴から前記作業面まで延びる壁と、を備える部品。
続きを表示(約 820 文字)
【請求項2】
前記第1層に形成された第3貫通穴と、
前記第2層に形成された第4貫通穴であって、前記第3貫通穴は前記第4貫通穴と少なくとも部分的に整列されている、前記第4貫通穴と、
をさらに含む、請求項1に記載の部品。
【請求項3】
前記第1貫通穴及び前記第2貫通穴はそれぞれ第1形状を有し、
前記第3貫通穴及び前記第4貫通穴はそれぞれ前記第1形状と異なる第2形状を有する、請求項2に記載の部品。
【請求項4】
前記作業面に開口部をさらに含み、
前記開口部は前記第3貫通穴及び前記第4貫通穴に接続されている、請求項2に記載の部品。
【請求項5】
前記開口部は、スロットの幅よりも長い長さを有する前記スロットの形状に形成されている、請求項4に記載の部品。
【請求項6】
前記第1貫通穴及び前記第2貫通穴は、冷却剤流路の水平方向に延びる部分を形成し、前記冷却剤流路は下向きの開口部を有する、請求項1に記載の部品。
【請求項7】
前記冷却剤流路は第1冷却剤流路であり、前記部品は第2冷却剤流路を含み、前記第2冷却剤流路は前記第1層及び前記第2層を貫通して延びる、請求項6に記載の部品。
【請求項8】
前記部品は金型であり、前記金型は支持構造を含む、請求項1に記載の部品。
【請求項9】
前記支持構造は中空であり、内部支持部を含む、請求項8に記載の部品。
【請求項10】
上面、
下面、
前面、
後面、
前記上面上にある金型面の一部、
前記前面と前記後面を貫通して延びる第1冷却剤流路の一部、及び
前記第1冷却剤流路から前記金型面まで延びる金属材料で形成された壁
を備える、金型の層。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
技術分野
本開示の態様は、構成要素を作成するためのシステム及び方法に関する。場合によっては、本開示の態様は、レイヤリングを伴う3D印刷プロセスと類似した技術又はプロセスを介して構成要素(パターン、金型、類似製品など)を作成するための方法及びシステムに関する。これらの技術又はプロセスによって、少なくともいくつかの実施形態では、3Dプリンタを使用せずに低コストの金型又はツールの製造が可能になる。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
背景
積層造形技術及びプロセスでは、一般に、除去製造方法とは対照的に、ネット又はニアネットシェイプ(NNS)オブジェクトを作るための1又は2以上の材料の積層を含む。「積層造形」は業界標準用語(ASTM F2792)であるが、積層造形は、自由造形、3D印刷、ラピッドプロトタイプ造形/ツーリングなど、様々な名称で知られる製造技術及びプロトタイプ造形技術を包含する。
【0003】
いくつかの積層造形技術は、非常に大きな部品、型(モールド)、パターンなどを製造できる大型3Dプリンタを使用する。これらの部品は、例えば繊維強化熱可塑性材料から製造することができる。これらの部品を製造する方法の1つは、溶融熱可塑性材料のビーズを生成するポリマー押し出し機を使用し、この材料のビーズを順番に追加して、部品が一度に1層ずつ製造されるようにすることである。これらの層は、この付加的なプロセス中に、押さえ板やローラーなどの装置を使用してより広いビードに修正及び/又は平坦化することができる。3Dプリントと呼ばれることもあるこれらの方法を用いると、部品は所望よりもわずかに大きくなる。部品は、冷えて硬化した後に最終的なサイズ及び形状に機械加工される。結果として生じる部品は、一般に、特定の厚さを有し、所望のおおよそのサイズ及び形状を有するシェルである。
【0004】
別のタイプの積層造形は、「カットレイヤ」積層造形とも呼ぶことができる。カットレイヤ積層造形のいくつかの例では、ピースを多孔質材料から切り取り、互いに積層し、一緒に付着させて部品を作成する。場合によっては、この部品は中空であり、狭いビードとして形成された個々のピースで構成され、積層されると、目的の部品の外側の形状の周りにシェル又は壁を作成する。いくつかの方法では、シェル又は壁は、多孔質材料から構築され、触媒作用のある熱硬化性液体が注入される。この液体は硬化して、多孔質材料で補強された剛性複合部品を作り出すようになっている。
【0005】
しかしながら、金属(アルミニウムなど)のような非多孔質材料から部品を製造することが望ましい場合もある。このような部品の潜在的な用途の例としては、熱成形、ブロー成形、回転成形、反応射出成形などのプラスチック成形プロセスで使用する工業用型やツールなどがある。一般に、アルミニウム型などの非多孔質型は、非多孔質(アルミニウムなど)型のコストが適切で、適切な期間内に製造できる場合に、これらの用途に望ましい可能性がある。
【0006】
アルミニウムやその他の非多孔質材料は、望ましい特性を持ちながら、金型や工具などの少なくとも一部の用途には使用されない理由の1つは、これらの比較的大きな部品には大きな材料ブロックが使用され、金型の望ましいキャビティ形状を作成するために余分な材料を除去 (例えば、機械加工)するのにかなりの時間がかかるからである。これは、最終部品の望ましい形状を実現するために、最初の材料の半分以上を除去する必要がある可能性がある、大きくて深い部品の場合に特に当てはまる。
【0007】
熱成形における持続的な生産に有益な特徴の1つは、金型面の温度を制御できることである。特に、温度は、適度に暖かくなるように制御され、熱で軟化した熱可塑性シートが冷却されて早期に硬化するリスクなしに、金型面にしっかりと押し付けられる。また、温度は十分に低く、熱で軟化した熱可塑性シートが金型に完全に接触すると、シートが十分に冷却されて、金型から取り外されたときにその形状を維持できるようにする必要がある。
【0008】
このプロセスが適切に機能する温度は、熱可塑性シートの配合によって異なる場合がある。このため、一般的には、金型面の温度を適切に制御することが有益である。これは、金型面の下側に金属チューブを取り付け、チューブを通して温度制御された液体を循環させることで実行できる。この方法では、金属チューブと金型面の下側との接触が必要であるが、これを実現するのは困難な場合がある。
【0009】
鋳造アルミニウムを使用して金型を製造する場合、冷却チューブを鋳造物自体の内部に組み込むことができる。これは有益であるが、このような構造を実現するプロセスは困難である(例えば、製造精度の不正確さのため)。また、鋳込みラインと金型面の間の距離を一定に保つことが難しい場合がある。
【0010】
いくつかのアプローチでは、温度制御された液体用の流路が外側から金型本体にドリルで開けられる。ただし、このような穴は通常直線に開けられるため、配置の柔軟性が制限される。また、穴を開ける深さはドリルビットの長さに制限される可能性がある。大型の金型では、ドリルビットやその他のツールの長さが不十分で、操作可能な流体流路を形成できない場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
16日前
シーメット株式会社
光造形装置
7か月前
CKD株式会社
型用台車
8か月前
東レ株式会社
プリプレグテープ
11か月前
グンゼ株式会社
ピン
8か月前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
射出ミキシングノズル
10か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
10か月前
東レ株式会社
フィルムの製造方法。
24日前
個人
樹脂可塑化方法及び装置
7か月前
株式会社FTS
ロッド
6か月前
日機装株式会社
加圧システム
3か月前
株式会社カワタ
計量混合装置
2か月前
株式会社FTS
成形装置
7か月前
株式会社漆原
シートの成形方法
2か月前
株式会社シロハチ
真空チャンバ
9か月前
トヨタ自動車株式会社
射出装置
5か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
株式会社不二越
射出成形機
4か月前
株式会社神戸製鋼所
混練機
6か月前
株式会社不二越
射出成形機
4か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
株式会社日本製鋼所
押出成形装置
11か月前
三菱自動車工業株式会社
予熱装置
10か月前
株式会社FTS
セパレータ
6か月前
株式会社コスメック
射出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社リコー
画像形成システム
8か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
2か月前
TOWA株式会社
成形型清掃用のブラシ
10か月前
東レ株式会社
溶融押出装置および押出方法
7か月前
個人
ノズルおよび熱風溶接機
7か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































