TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025111749
公報種別
公開特許公報(A)
公開日
2025-07-30
出願番号
2025075876,2022210135
出願日
2025-04-30,2016-10-31
発明の名称
積層体の製造方法
出願人
デクセリアルズ株式会社
代理人
個人
,
個人
主分類
B29C
65/48 20060101AFI20250723BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】光硬化性樹脂組成物を塗布した際の液ダレを抑制することができる積層体の製造方法を提供する。
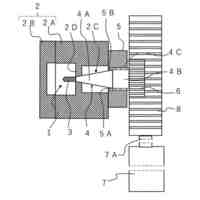
【解決手段】本製造方法は、光透過性部材3の表面に、光硬化性樹脂組成物6を仮硬化させた仮硬化樹脂層13を形成する工程(A)と、光透過性部材3と、画像表示部材2とを、仮硬化樹脂層13を介して貼合せる工程(B)と、仮硬化樹脂層13に光照射して本硬化させる工程(C)とを有する。工程(A)は、光透過性部材3の表面に光硬化性樹脂組成物6を塗布するとともに、塗布した光硬化性樹脂組成物6の変形を防止するために光硬化性樹脂組成物6に光照射する工程(A1)と、工程(A1)で光照射された光硬化性樹脂組成物6が所定の反応率となるようにさらに光照射する工程(A2)とを有する。
【選択図】図5
特許請求の範囲
【請求項1】
第1の部材の表面に、光硬化性樹脂組成物を仮硬化させた仮硬化樹脂層を形成する工程(A)と、
上記第1の部材と、第2の部材とを、上記仮硬化樹脂層を介して貼合せる工程(B)と、
上記仮硬化樹脂層に光照射して本硬化させる工程(C)とを有し、
上記第1の部材は、周縁部に遮光層が形成され、且つ、堰状部が形成されていない光透過性部材であり、
上記工程(A)は、
上記遮光部を含めた上記光透過性部材の表面に光硬化性樹脂組成物を塗布しながら、上記塗布した光硬化性樹脂組成物の変形を防止するために上記光硬化性樹脂組成物に光照射する工程(A1)と、
上記工程(A1)で光照射された光硬化性樹脂組成物が所定の反応率となるようにさらに光照射する工程(A2)とを有する、積層体の製造方法。
続きを表示(約 910 文字)
【請求項2】
上記工程(A1)において、上記光硬化性樹脂組成物が上記第1の部材の表面に塗布されてから光照射されるまでの時間が5秒以内である、請求項1に記載の積層体の製造方法。
【請求項3】
上記工程(A1)では、上記光硬化性樹脂組成物の塗布厚さが50~150μmとなるように塗布する、請求項1又は2に記載の積層体の製造方法。
【請求項4】
上記工程(A1)では、粘度が1000~60000mPa・sである光硬化性樹脂組成物を塗布する、請求項1~3のいずれか1項に記載の積層体の製造方法。
【請求項5】
上記工程(A1)では、上記工程(A1)で得られる仮硬化樹脂層の硬化率が40~50%となるように光照射する、請求項1~4のいずれか1項に記載の積層体の製造方法。
【請求項6】
上記工程(A2)では、上記工程(A2)で得られる仮硬化樹脂層の硬化率が90%未満となるように光照射する、請求項1~5のいずれか1項に記載の積層体の製造方法。
【請求項7】
上記第2の部材は、画像表示部材であり、
上記積層体は、画像表示装置である、請求項1~6のいずれか1項に記載の積層体の製造方法。
【請求項8】
上記工程(A1)、上記工程(A2)及び上記工程(B)では、上記第1の部材を天地逆転させない、請求項1に記載の積層体の製造方法。
【請求項9】
請求項1~8のいずれか1項に記載の積層体の製造方法に用いられる塗布装置であって、
上記光硬化性樹脂組成物を塗布する塗布部と、
上記塗布部の近傍に配置された光照射部と、
制御部とを備え、
上記制御部は、上記塗布部及び上記光照射部と、上記第1の部材とを相対的に移動させることにより、上記第1の部材の表面の一端側から他端側に亘って上記塗布部が上記第1の部材の表面に光硬化性樹脂組成物を塗布するように制御しながら、上記塗布した光硬化性樹脂組成物の変形を防止するために上記光照射部が上記光硬化性樹脂組成物に光照射するように制御する、塗布装置。
発明の詳細な説明
【技術分野】
【0001】
本技術は、積層体の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
スマートフォン、タブレットPC等の情報端末に用いられる画像表示装置は、例えば、次のような方法で製造されている(例えば特許文献1を参照)。
【0003】
まず、図9に示すように、周縁部に遮光層5が形成された光透過性部材(第1の部材)3の表面に、塗布部101のノズル101Aから、液状の光硬化性樹脂組成物6を塗布する。次に、図10、11に示すように、光透過性部材3の表面に塗布された光硬化性樹脂組成物6に光照射部102から光照射して仮硬化樹脂層103を形成する。次に、図11に示すように、光透過性部材3と、画像表示部材(第2の部材)2とを、仮硬化樹脂層103を介して貼合せる。次に、仮硬化樹脂層103に光照射して仮硬化樹脂層103を本硬化させ、硬化樹脂層を形成する。これにより、画像表示装置が得られる。
【0004】
このように、図9~11に示す製造方法は、光硬化性樹脂組成物6を塗布した後に仮硬化を行うため、光硬化性樹脂組成物6の塗布形状を維持した状態で貼合せを行うことが可能となる。
【0005】
また、他の製造方法として、塗布した光硬化性樹脂組成物を仮硬化させずに貼合せる方法も挙げられる。この方法は、例えば図12(A)に示すように、光透過性部材3の表面に光硬化性樹脂組成物6を塗布し、図12(B)、(C)に示すように光透過性部材3と画像表示部材2とを光硬化性樹脂組成物6を介して貼合わせる。そして、光硬化性樹脂組成物6を本硬化させる。
【0006】
さらに、他の製造方法として、液状の光硬化性樹脂組成物を用いることに代えて、光学粘着シート(OCA: Optical Clear Adhesive)を用いる方法も挙げられる。この方法は、例えば図13(A)に示すように、光学透明粘着シート104を光透過性部材3の表面に貼付け、図13(B)、(C)に示すように、光透過性部材3と画像表示部材2とを透明粘着シート104を介して貼合せる。そして、透明粘着シート104を本硬化させる。
【0007】
ところで、上述したように光硬化性樹脂組成物を仮硬化させた後に貼合せる方法では、図14(A)に示すように、光硬化性樹脂組成物6を光透過性部材3の表面に塗布したときに、塗布した光硬化性樹脂組成物の端部に液ダレが発生しやすい傾向にある。この液ダレは、光透過性部材3と画像表示部材2とを仮硬化樹脂層103を介して貼合せたときに、図14(B)に示すような未接着領域Rが発生する原因となる。未接着領域Rが発生すると、例えば、狭額縁化した液晶表示パネルにおいて接着領域を稼ぐことが困難となる。なお、図12(A)~(C)に示すように光硬化性樹脂組成物を仮硬化させずに液状態のまま貼合せる方法や、図13(A)~(C)に示すように光学粘着シート104を用いる方法では、液ダレが発生し難く未接着領域Rの問題が少ないと考えられる。
【先行技術文献】
【特許文献】
【0008】
特開2013-151151号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本技術は、このような従来の実情に鑑みて提案されたものであり、光硬化性樹脂組成物を塗布したときの液ダレを抑制することができる積層体の製造方法を提供する。
【課題を解決するための手段】
【0010】
本技術に係る積層体の製造方法は、第1の部材の表面に光硬化性樹脂組成物を仮硬化させた仮硬化樹脂層を形成する工程(A)と、第1の部材と、第2の部材とを、仮硬化樹脂層を介して貼合せる工程(B)と、仮硬化樹脂層に光照射して本硬化させる工程(C)とを有し、工程(A)は、第1の部材の表面に光硬化性樹脂組成物を塗布するとともに、塗布した光硬化性樹脂組成物の変形を防止するために光硬化性樹脂組成物に光照射する工程(A1)と、工程(A1)で光照射された光硬化性樹脂組成物が所定の反応率となるようにさらに光照射する工程(A2)とを有する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
25日前
東レ株式会社
プリプレグテープ
11か月前
CKD株式会社
型用台車
8か月前
シーメット株式会社
光造形装置
8か月前
株式会社日本製鋼所
押出機
10か月前
個人
射出ミキシングノズル
10か月前
グンゼ株式会社
ピン
8か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
1か月前
日機装株式会社
加圧システム
4か月前
東レ株式会社
フィルムの製造方法。
1か月前
株式会社FTS
ロッド
7か月前
個人
樹脂可塑化方法及び装置
7か月前
株式会社カワタ
計量混合装置
3か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社漆原
シートの成形方法
3か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
株式会社シロハチ
真空チャンバ
10か月前
株式会社FTS
成形装置
8か月前
TOWA株式会社
成形型清掃用のブラシ
10か月前
三菱自動車工業株式会社
予熱装置
11か月前
株式会社コスメック
射出成形装置
2か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
4か月前
株式会社神戸製鋼所
混練機
6か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
4か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社FTS
セパレータ
6か月前
株式会社リコー
画像形成システム
8か月前
株式会社日本製鋼所
押出成形装置
11か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
日東工業株式会社
インサート成形機
8か月前
日産自動車株式会社
成形装置
1か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ