TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025114475
公報種別
公開特許公報(A)
公開日
2025-08-05
出願番号
2024219712
出願日
2024-12-16
発明の名称
カットレイヤ付加部品の層セグメントにおける安全な接続のための方法およびシステム
出願人
サームウッド コーポレイション
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
F16B
5/00 20060101AFI20250729BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】端部から端部まで互いに接続される個々の層セグメント間の緊密な接続を実現する方法を提供する。
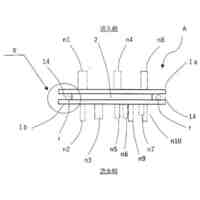
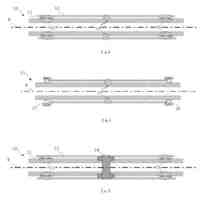
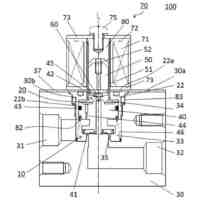
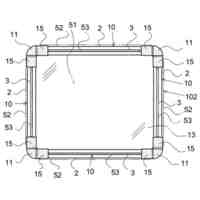
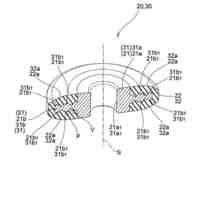
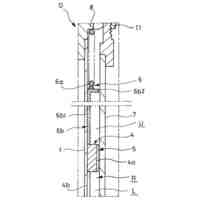
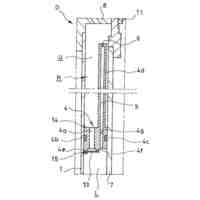
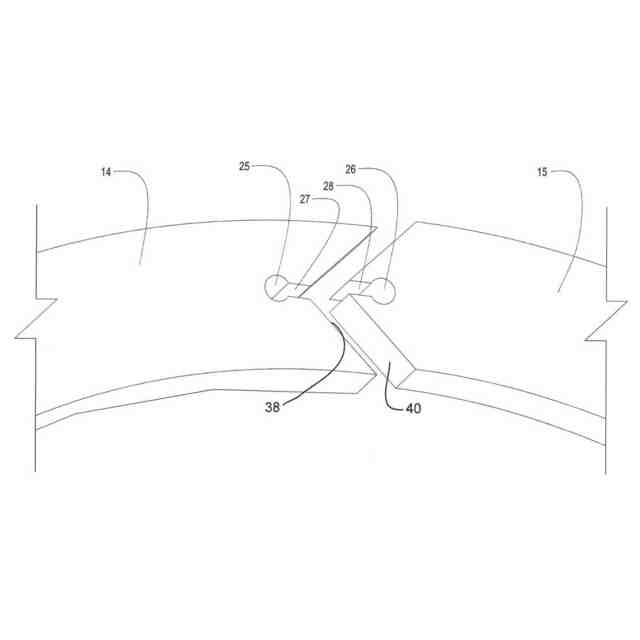
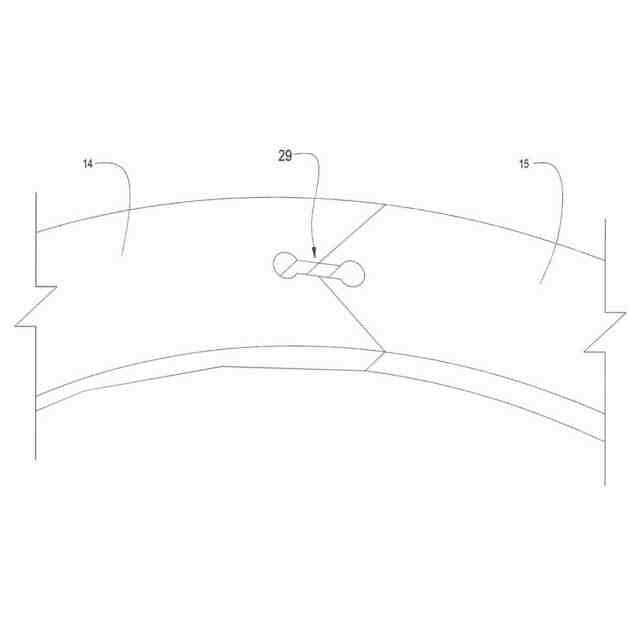
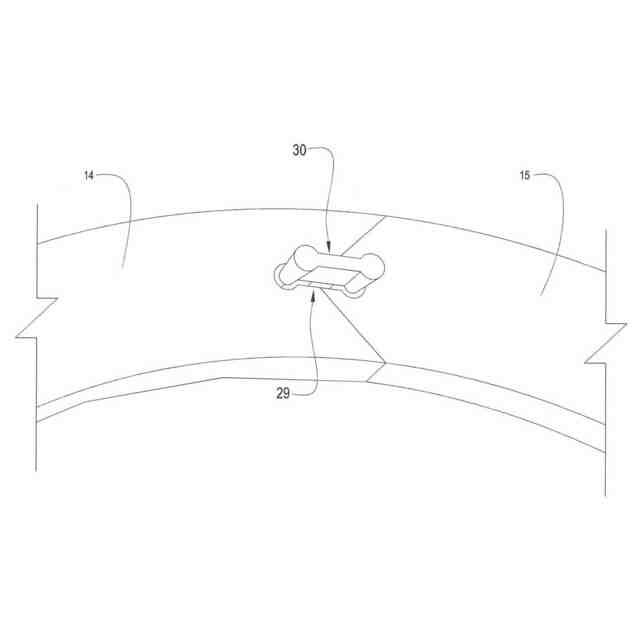
【解決手段】複数の切断セグメントを有する部品を製造する方法は、機械加工装置で材料のシートを受け取ることと、機械加工装置で材料を除去して材料のシートに複数のセグメントを形成することと、複数のセグメントのうちの2以上のセグメントの端部に相補的な形状を形成することと、を含む。この方法は、2つ以上のセグメントにスロットを形成することと、2つ以上のセグメントのスロットを位置合わせしてキャビティを形成することと、接続装置を挿入してキャビティを埋めることと、をさらに含む。
【選択図】図2A
特許請求の範囲
【請求項1】
複数の切断セグメントを有する部品を製造する方法であって、
機械加工装置で材料のシートを受け取ることと、
前記機械加工装置で材料を除去して前記材料のシートに複数のセグメントを形成することと、
前記複数のセグメントのうちの2つ以上のセグメントの端部に相補的な形状を形成することと、
前記2つ以上のセグメントにスロットを形成することと、
前記2つ以上のセグメントの前記スロットを位置合わせしてキャビティを形成することと、
接続装置を挿入して前記キャビティを埋めることと、を備える方法。
続きを表示(約 580 文字)
【請求項2】
前記接続装置は、前記接続装置の中央部分の幅に比べて幅の広い側部を有する、請求項1に記載の方法。
【請求項3】
前記接続装置は、一対の拡大側部を接続するブリッジを含む、請求項1に記載の方法。
【請求項4】
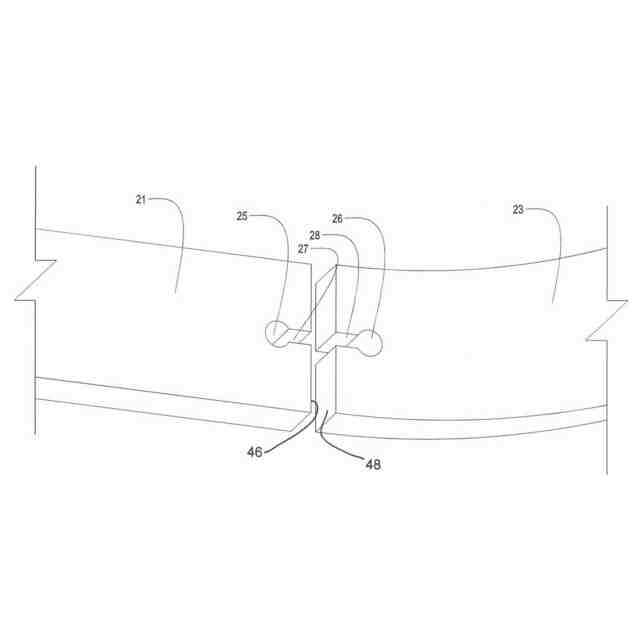
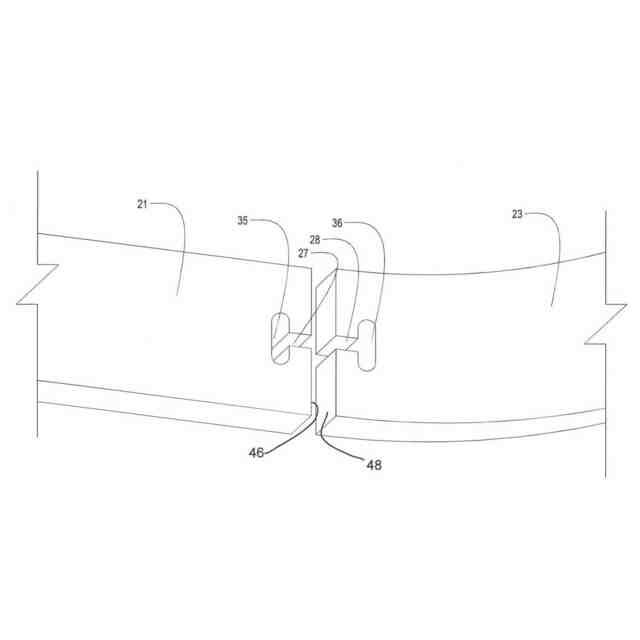
前記接続装置は、拡大端部から前記拡大端部よりも小さい端部まで先細りになる壁を有する、請求項1に記載の方法。
【請求項5】
前記スロットは、突き合わせ接合を形成する前記2つ以上のセグメントの端部に形成されている、請求項1に記載の方法。
【請求項6】
前記2つ以上のセグメントに貫通孔を形成することをさらに含み、前記貫通孔はそれぞれのスロットに直接接続されている、請求項1に記載の方法。
【請求項7】
前記貫通孔は、前記スロットのそれぞれの端部に形成されている、請求項6に記載の方法。
【請求項8】
前記貫通孔は、概ね円形または楕円形の形状を有する、請求項6に記載の方法。
【請求項9】
前記貫通孔は、前記それぞれのスロットと交差するスロット形状の開口部として形成されている、請求項6に記載の方法。
【請求項10】
前記相補的な形状は「V」字テーパである、請求項1に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
技術分野
本開示の態様は、構成要素を作製するためのシステムおよび方法に関する。場合によっては、本開示の態様は、層形成を伴う3Dプリンティングプロセスと類似する技術又はプロセスを用いて構成要素(たとえば、パターン、金型、および類似製品など)を作製するためのシステムおよび方法に関する。これらの技術又はプロセスは、少なくともいくつかの実施形態において、3Dプリンタを使用することなく、より低コストの金型又はツールを製造することを可能にすることができる。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
背景
一般に、積層造形技術及びプロセスでは、除去製造法とは対照的に、ネットシェイプ又はニアネットシェイプ(NNS)のオブジェクトを作るための1又は2以上の材料の積層を含む。「積層造形」は業界標準用語(ASTMF2792)であるが、積層造形は、自由造形、3Dプリンティング、ラピッドプロトタイプ造形/ツーリングなど、様々な名称で知られる製造技術及びプロトタイプ造形技術を包含する。
【0003】
いくつかの積層造形技術は、非常に大きな部品、金型(モールド)、パターンなどを製造できる大型3Dプリンタを使用する。これらの部品は、例えば繊維強化熱可塑性材料から製造できる。これらの部品を製造する方法の1つは、ポリマー押出機を利用し、溶融した熱可塑性材料のビード(bead)を生成し、この材料のビードを順番に追加して、部品が一度に1層ずつ製造されるようにする。これらの層は、押さえ板、ロータなどの装置を使用して、積層造形プロセス中に、より広いビードに修正及び/又は平坦化することができる。3Dプリンティングと呼ばれることもあるこれらの方法を用いると、部品は所望よりもわずかに大きくなる。部品は、冷えて硬化した後に最終的なサイズ及び形状に機械加工される。結果として生じる部品は、一般に、特定の厚さを有し、所望のおおよそのサイズ及び形状を有するシェルである。
【0004】
別のタイプの積層造形は、「カットレイヤ」積層造形と呼ぶことができる。カットレイヤ積層造形のいくつかの例では、ピースを多孔質材料から切り取り、互いに重ね合わせ、一緒に付着させて部品を作ることができる。場合によっては、この部品は中空であり、一緒に積み重ねられると所望の部品の外形の周囲にシェル又は壁を形成する狭いビードである個別の要素で構成することができる。いくつかの手法では、シェル又は壁は、多孔質材料で作られ、触媒作用のある熱硬化性液体が注入される。この液体は、硬化して、多孔質材料で補強された剛性複合部品を作り出すようになっている。
【0005】
しかしながら、金属(例えばアルミニウム)のような非多孔質材料から部品を製造することが望ましい場合もある。そのような部品の潜在的な用途の例としては、熱成形、ブロー成形、回転成形、反応射出成形などのプラスチック成形プロセスで使用する工業用金型やツールが含まれる。一般に、圧縮型や射出成形型などの用途のためのアルミニウム金型は、長期生産には適していないが、アルミニウム金型が適切なコストを有し、適切な期間で生産できるのであれば、プロトタイプ造形及び短期間のサンプル生産には望ましい可能性がある。
【0006】
アルミニウムやその他の材料は、望ましい特性を持ちながら、金型や工具などの少なくとも一部の用途には使用されない理由の1つは、これらの比較的大きな部品には大きな材料ブロックを使用すること、及び金型の所望のキャビティ形状を作るために余分な材料を除去(例えば、機械加工)するのに多大な時間を要することを伴うからである。これは、所望の最終部品幾何形状を得るために材料の半分以上を除去する必要がある、大型で深い部品の場合に特に当てはまる。
【0007】
ツールを含む一部の部品は、動作中にツールの温度を制御するために加熱または冷却された液体を循環させることができる内部チャネルを備えた構造から恩恵を受ける可能性がある。ただし、固体ブロックの材料にこれらのチャネルを機械加工するには、かなりの時間と特殊な機器が必要であり、構築時間とコストがさらに増加する。また、場合によっては、外側から固体ブロックに加工することで、金型の特定の領域にこれらのチャネルを配置できない場合がある。これにより、従来の積層製造技術で作成された部品の一部の場所にチャネルを作成することが非現実的、または不可能になる可能性がある。
【0008】
カットレイヤ積層造形法では、シート状の材料を使用でき、これらのシートは、通常、同じ材料の1つ以上の大きなブロックから形成される部品と比較して、最終製品の1ポンドあたりのコストが低くなる。カットレイヤ造形法は、最終製品を生産するために機械加工する材料が少なくて済むため、メリットがある可能性がある。また、カットレイヤ造形法では、固体のブロック状の材料では簡単に機械加工できない加熱および/または冷却チャネルをカットシートに形成する能力を提供できる。
【0009】
プラスチック加工用の金型などの特定の用途では、カットレイヤ構造の表面が、組み立て後に、一連の個別の部分から組み立てられた構造ではなく、固体片の材料(金属など)のように見えることが望ましい場合がある。これらの用途の部品の組み立てを容易にするために、個々の層セグメントだけでなく、これらのセグメントによって形成された層もしっかりと接続される必要がある。
【発明の概要】
【0010】
概要
本開示の態様は、とりわけ、積層技術によって構成要素を製造する方法および装置に関する。本明細書で開示される各態様は、開示される他の態様のいずれかに関連して説明される特徴の1つ以上を含むことができる。本開示の目的には、例えば、端部から端部まで互いに接続される個々の層セグメント間の緊密な接続を実現する方法が含まれる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
流路体
6か月前
個人
回転伝達機構
8日前
個人
クラッチ装置
7か月前
個人
ホース保持具
4か月前
個人
差動歯車用歯形
1か月前
個人
トーションバー
4か月前
株式会社不二工機
電磁弁
1か月前
個人
地震の揺れ回避装置
21日前
個人
ボルトナットセット
4か月前
個人
回転式配管用支持具
5か月前
個人
固着具と成形品部材
6か月前
株式会社不二工機
電磁弁
3か月前
株式会社オンダ製作所
継手
6か月前
株式会社アイシン
駆動装置
6か月前
カヤバ株式会社
ダンパ
1か月前
株式会社三協丸筒
枠体
4か月前
株式会社ミクニ
弁装置
6か月前
株式会社ミクニ
弁装置
6か月前
カヤバ株式会社
ダンパ
1か月前
カヤバ株式会社
緩衝器
7か月前
カヤバ株式会社
緩衝器
7か月前
カヤバ株式会社
緩衝器
5か月前
個人
ベルトテンショナ
5か月前
カヤバ株式会社
緩衝器
1か月前
カヤバ株式会社
緩衝器
1か月前
株式会社ノーリツ
分配弁
3か月前
株式会社ノーリツ
分配弁
3か月前
カヤバ株式会社
緩衝装置
6か月前
株式会社フジキン
ボールバルブ
2か月前
株式会社ノーリツ
分配弁
3か月前
矢崎化工株式会社
連結具
7か月前
株式会社タカギ
水栓装置
6日前
個人
角型菅の連結構造及び工法
5か月前
株式会社ナジコ
自在継手
6か月前
株式会社不二工機
電動弁
6か月前
株式会社不二工機
逆止弁
6か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ