TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025116845
公報種別
公開特許公報(A)
公開日
2025-08-08
出願番号
2025011063
出願日
2025-01-27
発明の名称
溶接部良否判定装置及び溶接部良否判定方法
出願人
JFEスチール株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B23K
31/00 20060101AFI20250801BHJP(工作機械;他に分類されない金属加工)
要約
【課題】多くの労力を要することなく溶接不良を精度よく検出可能な溶接部良否判定装置及び溶接部良否判定方法を提供すること。
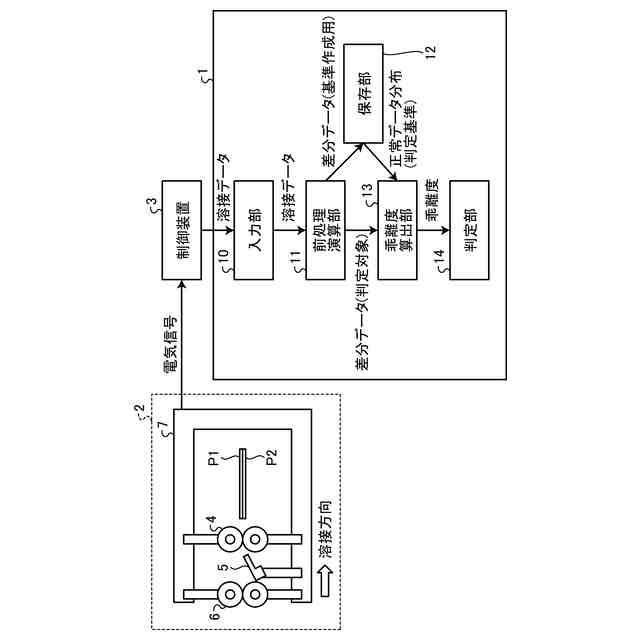
【解決手段】本発明に係る溶接部良否判定装置は、判定対象の溶接動作時の溶接温度を除く少なくとも溶接電流、溶接速度、及び電極加圧力を含む複数種類の溶接パラメータの測定値のデータを判定対象データとして取得する入力部と、正常な溶接動作時に取得された複数種類の溶接パラメータの測定値と設定値との差分値のデータ又は標準化処理が施された前記測定値と前記設定値との差分値のデータの分布である多次元の正常データ分布に含まれるデータ間の距離の最小値の平均値と、判定対象データの測定値と設定値との差分値のデータと多次元の正常データ分布に含まれるデータとの間の距離の最小値との比を、判定対象データの乖離度として算出する乖離度算出部と、判定対象データの乖離度に基づいて判定対象の溶接動作における溶接部の良否を判定する判定部と、を備える。
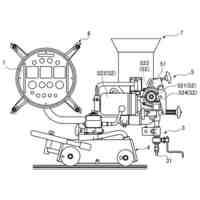
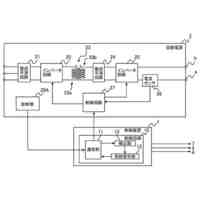
【選択図】図1
特許請求の範囲
【請求項1】
連続鋼板処理ラインに設置された溶接機を用いて先行板と後行板の幅方向端部同士を溶接した際の溶接部の良否を判定する溶接部良否判定装置であって、
判定対象の溶接動作時の溶接温度を除く少なくとも溶接電流、溶接速度、及び電極加圧力を含む複数種類の溶接パラメータの測定値のデータを判定対象データとして取得する入力部と、
正常な溶接動作時に取得された複数種類の溶接パラメータの測定値と設定値との差分値のデータ又は標準化処理が施された前記測定値と前記設定値との差分値のデータの分布である多次元の正常データ分布に含まれるデータ間の距離の最小値の平均値と、前記判定対象データの測定値と設定値との差分値のデータと前記多次元の正常データ分布に含まれるデータとの間の距離の最小値との比を、前記判定対象データの乖離度として算出する乖離度算出部と、
前記判定対象データの乖離度に基づいて判定対象の溶接動作における溶接部の良否を判定する判定部と、
を備える溶接部良否判定装置。
続きを表示(約 690 文字)
【請求項2】
前記判定部は、前記判定対象データの乖離度に基づいて溶接動作の異常度を判定し、判定対象の溶接動作時における溶接異常には至らない程度の設備の異常を判定する、請求項1に記載の溶接部良否判定装置。
【請求項3】
連続鋼板処理ラインに設置された溶接機を用いて先行板と後行板の幅方向端部同士を溶接した際の溶接部の良否を判定する溶接部良否判定方法であって、
判定対象の溶接動作時の溶接温度を除く少なくとも溶接電流、溶接速度、及び電極加圧力を含む複数種類の溶接パラメータの測定値のデータを判定対象データとして取得する入力ステップと、
正常な溶接動作時に取得された複数種類の溶接パラメータの測定値と設定値との差分値のデータ又は標準化処理が施された前記測定値と前記設定値との差分値のデータの分布である多次元の正常データ分布に含まれるデータ間の距離の最小値の平均値と、前記判定対象データの測定値と設定値との差分値のデータと前記多次元の正常データ分布に含まれるデータとの間の距離の最小値との比を、前記判定対象データの乖離度として算出する乖離度算出ステップと、
前記判定対象データの乖離度に基づいて判定対象の溶接動作における溶接部の良否を判定する判定ステップと、
を含む溶接部良否判定方法。
【請求項4】
前記判定ステップは、前記判定対象データの乖離度に基づいて溶接動作の異常度を判定し、判定対象の溶接動作時における溶接異常には至らない程度の設備の異常を判定するステップを含む、請求項3に記載の溶接部良否判定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、連続鋼板処理ラインに設置された溶接機を用いて先行板と後行板の幅方向端部同士を溶接した際の溶接部の良否を判定する溶接部良否判定装置及び溶接部良否判定方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
溶接機を用いて先行板と後行板の幅方向端部同士を溶接した後、先行板と後行板を連続的に処理する連続鋼板処理ラインでは、溶接不良の見逃しは板破断等のトラブルの要因となる。このため、溶接温度に基づいて溶接部の良否を判定する方法が提案されている。具体的には、特許文献1には、熱伝導モデルを用いて溶接部の温度分布を算出し、算出された温度分布と設定温度とを比較することにより、溶接部の良否を判定する方法が記載されている。また、特許文献2には、溶接部の幅方向の最高温度と基準温度とを比較することにより、溶接部の良否を判定する方法が記載されている。さらに、特許文献3には、主成分分析を用いて溶接部の温度測定値の実績値から生成された典型的な温度分布形状に対する判定対象の溶接温度の逸脱度を算出することにより、溶接部の良否を判定する方法が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開平7-185835号公報
特開平7-195179号公報
特開2021-178346号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
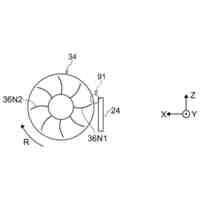
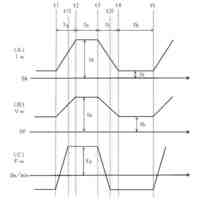
しかしながら、溶接温度が正常な範囲内にあるときでも溶接不良が発生する場合がある。これは、同じ溶接温度であっても溶接が正常に行われる場合と正常に行われない場合があるためである。詳しくは、溶接温度は、溶接パラメータである溶接電流、溶接速度、及び電極加圧力等に応じて変化する。具体的には、溶接電流が大きくなるほど溶接温度は上昇し、溶接速度及び電極加圧力が大きくなるほど溶接温度は低下する。また、電極加圧力が大きすぎると、鋼板が押し潰されることによって先行板と後行板の重なり代が短くなるため、溶接不良が発生する。一方、電極加圧力が小さすぎると、鋼板と電極輪の接触面積が減少することによって狭い面積に溶接電流が流れ、溶接部の温度上昇や接触不良によるスパークの発生によって溶接不良が発生する。このため、溶接電流の増加による溶接温度の上昇と電極加圧力の増加による溶接温度の低下が同時に発生した場合には、溶接温度の変化は相対的に小さいが、先行板と後行板の重なり代が短くなるため溶接不良が発生することがある。ところが、この場合、溶接温度に基づいて溶接部の良否を判定する方法では溶接不良を検出することはできない。なお、このような課題を解決するために、閾値を設定して溶接パラメータを監視する方法も考えられる。しかしながら、この方法を用いる場合には、板厚や鋼種の組み合わせで100種類以上となる溶接条件毎に閾値を設定する必要があり、大きな労力を要する。
【0005】
本発明は、上記課題に鑑みてなされたものであって、その目的は、多くの労力を要することなく溶接不良を精度よく検出可能な溶接部良否判定装置及び溶接部良否判定方法を提供することにある。
【課題を解決するための手段】
【0006】
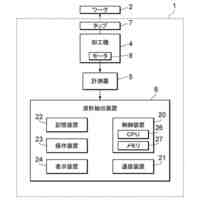
本発明に係る溶接部良否判定装置は、連続鋼板処理ラインに設置された溶接機を用いて先行板と後行板の幅方向端部同士を溶接した際の溶接部の良否を判定する溶接部良否判定装置であって、判定対象の溶接動作時の溶接温度を除く少なくとも溶接電流、溶接速度、及び電極加圧力を含む複数種類の溶接パラメータの測定値のデータを判定対象データとして取得する入力部と、正常な溶接動作時に取得された複数種類の溶接パラメータの測定値と設定値との差分値のデータ又は標準化処理が施された前記測定値と前記設定値との差分値のデータの分布である多次元の正常データ分布に含まれるデータ間の距離の最小値の平均値と、前記判定対象データの測定値と設定値との差分値のデータと前記多次元の正常データ分布に含まれるデータとの間の距離の最小値との比を、前記判定対象データの乖離度として算出する乖離度算出部と、前記判定対象データの乖離度に基づいて判定対象の溶接動作における溶接部の良否を判定する判定部と、を備える。
【0007】
前記判定部は、前記判定対象データの乖離度に基づいて溶接動作の異常度を判定し、判定対象の溶接動作時における溶接異常には至らない程度の設備の異常を判定するとよい。
【0008】
本発明に係る溶接部良否判定方法は、連続鋼板処理ラインに設置された溶接機を用いて先行板と後行板の幅方向端部同士を溶接した際の溶接部の良否を判定する溶接部良否判定方法であって、判定対象の溶接動作時の溶接温度を除く少なくとも溶接電流、溶接速度、及び電極加圧力を含む複数種類の溶接パラメータの測定値のデータを判定対象データとして取得する入力ステップと、正常な溶接動作時に取得された複数種類の溶接パラメータの測定値と設定値との差分値のデータ又は標準化処理が施された前記測定値と前記設定値との差分値のデータの分布である多次元の正常データ分布に含まれるデータ間の距離の最小値の平均値と、前記判定対象データの測定値と設定値との差分値のデータと前記多次元の正常データ分布に含まれるデータとの間の距離の最小値との比を、前記判定対象データの乖離度として算出する乖離度算出ステップと、前記判定対象データの乖離度に基づいて判定対象の溶接動作における溶接部の良否を判定する判定ステップと、を含む。
【0009】
前記判定ステップは、前記判定対象データの乖離度に基づいて溶接動作の異常度を判定し、判定対象の溶接動作時における溶接異常には至らない程度の設備の異常を判定するステップを含むとよい。
【発明の効果】
【0010】
本発明に係る溶接部良否判定装置及び溶接部良否判定方法によれば、多くの労力を要することなく溶接不良を精度よく検出することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
3か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
2か月前
株式会社ダイヘン
溶接電源装置
3日前
株式会社ダイヘン
溶接電源装置
18日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
16日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
1か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
大見工業株式会社
ドリル
11日前
村田機械株式会社
レーザ加工機
2か月前
株式会社トヨコー
被膜除去方法
2か月前
村田機械株式会社
レーザ加工機
2か月前
株式会社不二越
超硬合金製ドリル
3か月前
株式会社ダイヘン
溶接装置
1か月前
有限会社 ナプラ
ソルダペースト
1か月前
トヨタ自動車株式会社
溶接マスク
1か月前
株式会社ダイヘン
溶接装置
1か月前
住友重機械工業株式会社
加工装置
1か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
株式会社不二越
波形抽出装置
1か月前
株式会社不二越
摩耗判定装置
1か月前
日東精工株式会社
はんだこて先の製造方法
2か月前
日東精工株式会社
はんだこて先の製造方法
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
10日前
株式会社ダイヘン
パルスアーク溶接制御方法
10日前
株式会社ダイヘン
溶接システム
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
10日前
株式会社向洋技研
プロジェクション溶接部材
1か月前
株式会社MOLDINO
被覆切削工具
11日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ