TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025117468
公報種別
公開特許公報(A)
公開日
2025-08-12
出願番号
2024012329
出願日
2024-01-30
発明の名称
フィルム及びその製造方法並びに積層体
出願人
TOPPANホールディングス株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
55/02 20060101AFI20250804BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ポリプロピレン系でありながら、十分な耐熱性と十分なラミネート性とを併せ持つフィルム及びその製造方法、並びに積層体を提供すること。
【解決手段】フィルムは、ポリプロピレン系樹脂を含む第1の樹脂組成物からなる基材層と、該基材層に積層された、ポリプロピレン系樹脂を含む第2の樹脂組成物からなるラミネート層と、を備え、下記方法で算出される面配向性Mが、基材層のラミネート層とは反対側の表面BS
2
において0.45以上0.9以下であり、ラミネート層の基材層とは反対側の表面HS
2
において-0.3以上0.3以下である。
面配向性Mの算出方法:面配向性Mは、偏光ATR-FTIR法を用いて測定される以下の吸光度ピーク強度α、β、γ、δに基づいて、ε=(α+β)/(γ+δ)で表されるεを用いて、面配向性M=(0.6887ε-0.4395)/(0.4962ε+0.2198)の式から算出される。
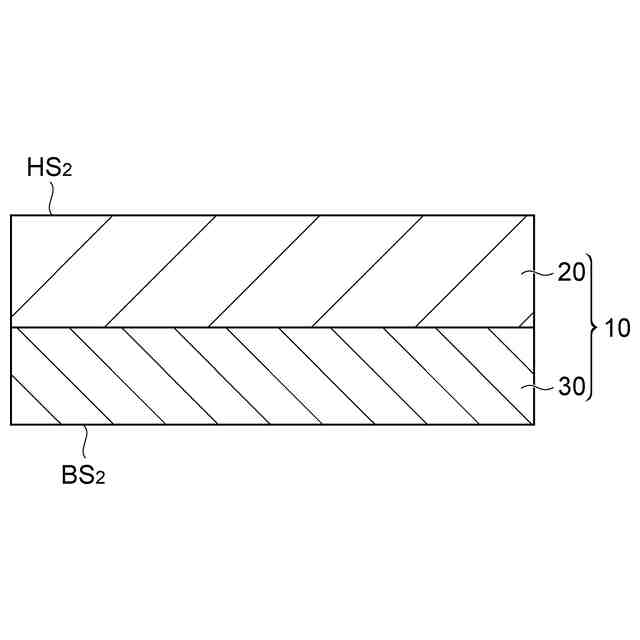
【選択図】図1
特許請求の範囲
【請求項1】
ポリプロピレン系樹脂を含む第1の樹脂組成物からなる基材層と、該基材層に積層された、ポリプロピレン系樹脂を含む第2の樹脂組成物からなるラミネート層と、を備えるフィルムを製造する方法であって、
前記第1の樹脂組成物と、前記第2の樹脂組成物と、を共押出して、未延伸シートを得る工程Aと、
前記未延伸シートを延伸することにより、前記フィルムを得る工程Bと、を備え、
前記工程Bにおいて、下記の方法で算出される面配向性Mが、前記基材層の前記ラミネート層とは反対側の表面BS
2
において0.45以上0.9以下となり、前記ラミネート層の前記基材層とは反対側の表面HS
2
において-0.3以上0.3以下となるように延伸を行う、フィルムの製造方法。
面配向性Mの算出方法:
面配向性Mは、偏光ATR-FTIR法を用いて測定される以下の吸光度ピーク強度α、β、γ、δに基づいて、ε=(α+β)/(γ+δ)で表されるεを用いて、面配向性M=(0.6887ε-0.4395)/(0.4962ε+0.2198)の式から算出される。
(1)入射光をS偏光に固定し、サンプル角度を15度ずつ回転させ、測定したスペクトルにおいて、997cm
-1
の吸光度ピーク強度が、最も大きくなるサンプルの配置を遅相軸配置とし、該遅相軸配置における吸光度ピーク強度をαとし、
(2)入射光をS偏光とし、前記遅相軸配置から90度回転させた配置における997cm
-1
の吸光度ピーク強度をβとし、
(3)入射光をP偏光とし、前記遅相軸配置における997cm
-1
の吸光度ピーク強度をγとし、
(4)入射光をP偏光とし、前記遅相軸配置から90度回転させた配置における997cm
-1
の吸光度ピーク強度をδとする。
続きを表示(約 1,000 文字)
【請求項2】
前記第1の樹脂組成物の融点をM
1
(℃)とし、前記第2の樹脂組成物の融点をM
2
(℃)としたときに、M
2
<M
1
の関係を満たす、請求項1に記載のフィルムの製造方法。
【請求項3】
ポリプロピレン系樹脂を含む第1の樹脂組成物からなる基材層と、該基材層に積層された、ポリプロピレン系樹脂を含む第2の樹脂組成物からなるラミネート層と、を備え、
下記方法で算出される面配向性Mが、前記基材層の前記ラミネート層とは反対側の表面BS
2
において0.45以上0.9以下であり、前記ラミネート層の前記基材層とは反対側の表面HS
2
において-0.3以上0.3以下である、フィルム。
面配向性Mの算出方法:
面配向性Mは、偏光ATR-FTIR法を用いて測定される以下の吸光度ピーク強度α、β、γ、δに基づいて、ε=(α+β)/(γ+δ)で表されるεを用いて、面配向性M=(0.6887ε-0.4395)/(0.4962ε+0.2198)の式から算出される。
(1)入射光をS偏光に固定し、サンプル角度を15度ずつ回転させ、測定したスペクトルにおいて、997cm
-1
の吸光度ピーク強度が、最も大きくなるサンプルの配置を遅相軸配置とし、該遅相軸配置における吸光度ピーク強度をαとし、
(2)入射光をS偏光とし、前記遅相軸配置から90度回転させた配置における997cm
-1
の吸光度ピーク強度をβとし、
(3)入射光をP偏光とし、前記遅相軸配置における997cm
-1
の吸光度ピーク強度をγとし、
(4)入射光をP偏光とし、前記遅相軸配置から90度回転させた配置における997cm
-1
の吸光度ピーク強度をδとする。
【請求項4】
前記第1の樹脂組成物の融点をM
1
(℃)とし、前記第2の樹脂組成物の融点をM
2
(℃)としたときに、M
2
<M
1
の関係を満たす、請求項3に記載のフィルム。
【請求項5】
請求項3又は4に記載のフィルムを備える、積層体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フィルム及びその製造方法並びに積層体に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
近年では、持続可能な社会の実現が求められており、包装材においても、リサイクルさせることが望まれている。このような環境への影響の配慮から、単一の材料のフィルムを組み合わせることで、樹脂材料ごとに分離する必要がなく、リサイクル可能な包装材の実現が期待されている。
【0003】
柔軟で適度な耐熱性を有するポリプロピレンフィルムは、食品、医薬品等の分野の包装材に広く利用されている。また、用途によって、ポリプロピレンフィルムに別の機能層を設けることも多い。例えば、ポリプロピレンフィルムに金属を蒸着することによって防湿性を付与した金属蒸着フィルムなどが知られている(例えば、下記特許文献1を参照)。包装材をヒートシールして用いる場合、ポリプロピレンフィルムには、ヒートシール性を付与するためのヒートシール層が設けられる。
【先行技術文献】
【特許文献】
【0004】
特開平7-216537号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ポリプロピレンフィルムにヒートシール性を付与する場合、ヒートシール性を有する樹脂フィルムを接着剤によって貼り合わせるなどの方法もあるが、リサイクル性や生産性の観点からは、溶融したポリプロピレン系樹脂を押出ラミネートする方法が望ましい。しかしながら、耐熱性の高いポリプロピレンフィルムでは、後者の方法において十分なラミネート強度を得ることが難しくなる傾向にある。なお、ポリプロピレンフィルムのラミネートする側に融点の低い樹脂層を設けることが考えられるが、フィルム全体の耐熱性が低下して、熱収縮やシワの発生などの問題が生じやすくなる場合のあることが本発明者らの検討により判明している。
【0006】
本発明は、上記事情に鑑みてなされたものであり、ポリプロピレン系のフィルムでありながら、十分な耐熱性と十分なラミネート性とを併せ持つフィルム及びその製造方法、並びに積層体を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の一側面は、以下の[1]~[5]に関する。
[1] ポリプロピレン系樹脂を含む第1の樹脂組成物からなる基材層と、該基材層に積層された、ポリプロピレン系樹脂を含む第2の樹脂組成物からなるラミネート層と、を備えるフィルムを製造する方法であって、前記第1の樹脂組成物と、前記第2の樹脂組成物と、を共押出して、未延伸シートを得る工程Aと、前記未延伸シートを延伸することにより、前記フィルムを得る工程Bと、を備え、前記工程Bにおいて、下記の方法で算出される面配向性Mが、前記基材層の前記ラミネート層とは反対側の表面BS
2
において0.45以上0.9以下となり、前記ラミネート層の前記基材層とは反対側の表面HS
2
において-0.3以上0.3以下となるように延伸を行う、フィルムの製造方法。
面配向性Mの算出方法:
面配向性Mは、偏光ATR-FTIR法を用いて測定される以下の吸光度ピーク強度α、β、γ、δに基づいて、ε=(α+β)/(γ+δ)で表されるεを用いて、面配向性M=(0.6887ε-0.4395)/(0.4962ε+0.2198)の式から算出される。
(1)入射光をS偏光に固定し、サンプル角度を15度ずつ回転させ、測定したスペクトルにおいて、997cm
-1
の吸光度ピーク強度が、最も大きくなるサンプルの配置を遅相軸配置とし、該遅相軸配置における吸光度ピーク強度をαとし、
(2)入射光をS偏光とし、前記遅相軸配置から90度回転させた配置における997cm
-1
の吸光度ピーク強度をβとし、
(3)入射光をP偏光とし、前記遅相軸配置における997cm
-1
の吸光度ピーク強度をγとし、
(4)入射光をP偏光とし、前記遅相軸配置から90度回転させた配置における997cm
-1
の吸光度ピーク強度をδとする。
[2] 前記第1の樹脂組成物の融点をM
1
(℃)とし、前記第2の樹脂組成物の融点をM
2
(℃)としたときに、M
2
<M
1
の関係を満たす、[1]に記載のフィルムの製造方法。
[3] ポリプロピレン系樹脂を含む第1の樹脂組成物からなる基材層と、該基材層に積層された、ポリプロピレン系樹脂を含む第2の樹脂組成物からなるラミネート層と、を備え、下記方法で算出される面配向性Mが、前記基材層の前記ラミネート層とは反対側の表面BS
2
において0.45以上0.9以下であり、前記ラミネート層の前記基材層とは反対側の表面HS
2
において-0.3以上0.3以下である、フィルム。
面配向性Mの算出方法:
面配向性Mは、偏光ATR-FTIR法を用いて測定される以下の吸光度ピーク強度α、β、γ、δに基づいて、ε=(α+β)/(γ+δ)で表されるεを用いて、面配向性M=(0.6887ε-0.4395)/(0.4962ε+0.2198)の式から算出される。
(1)入射光をS偏光に固定し、サンプル角度を15度ずつ回転させ、測定したスペクトルにおいて、997cm
-1
の吸光度ピーク強度が、最も大きくなるサンプルの配置を遅相軸配置とし、該遅相軸配置における吸光度ピーク強度をαとし、
(2)入射光をS偏光とし、前記遅相軸配置から90度回転させた配置における997cm
-1
の吸光度ピーク強度をβとし、
(3)入射光をP偏光とし、前記遅相軸配置における997cm
-1
の吸光度ピーク強度をγとし、
(4)入射光をP偏光とし、前記遅相軸配置から90度回転させた配置における997cm
-1
の吸光度ピーク強度をδとする。
[4] 前記第1の樹脂組成物の融点をM
1
(℃)とし、前記第2の樹脂組成物の融点をM
2
(℃)としたときに、M
2
<M
1
の関係を満たす、[3]に記載のフィルム。
[5] [3]又は[4]に記載のフィルムを備える、積層体。
【発明の効果】
【0008】
本発明によれば、ポリプロピレン系のフィルムでありながら、十分な耐熱性と十分なラミネート性とを併せ持つフィルム及びその製造方法、並びに積層体を提供することができる。
【図面の簡単な説明】
【0009】
本実施形態のフィルムにおける一例を模式的に示す断面図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について図面を参照しつつ説明する。なお、各図は模式的に示した図であり、各部の大きさや形状等は理解を容易にするために適宜誇張して示している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
18日前
東レ株式会社
プリプレグテープ
11か月前
シーメット株式会社
光造形装置
7か月前
CKD株式会社
型用台車
8か月前
株式会社日本製鋼所
押出機
10か月前
個人
射出ミキシングノズル
10か月前
東レ株式会社
フィルムの製造方法
1か月前
グンゼ株式会社
ピン
8か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社カワタ
計量混合装置
2か月前
株式会社FTS
ロッド
6か月前
日機装株式会社
加圧システム
3か月前
個人
樹脂可塑化方法及び装置
7か月前
東レ株式会社
フィルムの製造方法。
26日前
株式会社FTS
成形装置
7か月前
株式会社シロハチ
真空チャンバ
9か月前
株式会社漆原
シートの成形方法
2か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社FTS
セパレータ
6か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
4か月前
株式会社日本製鋼所
押出成形装置
11か月前
三菱自動車工業株式会社
予熱装置
10か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
株式会社神戸製鋼所
混練機
6か月前
株式会社不二越
射出成形機
2か月前
株式会社コスメック
射出成形装置
2か月前
株式会社リコー
画像形成システム
8か月前
TOWA株式会社
成形型清掃用のブラシ
10か月前
株式会社日本製鋼所
押出成形装置
11か月前
トヨタ自動車株式会社
真空成形装置
3か月前
個人
ノズルおよび熱風溶接機
7か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































