TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025136482
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024035096
出願日
2024-03-07
発明の名称
操業条件決定方法、操業条件決定装置および情報処理プログラム
出願人
日本製鉄株式会社
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
C21C
5/30 20060101AFI20250911BHJP(鉄冶金)
要約
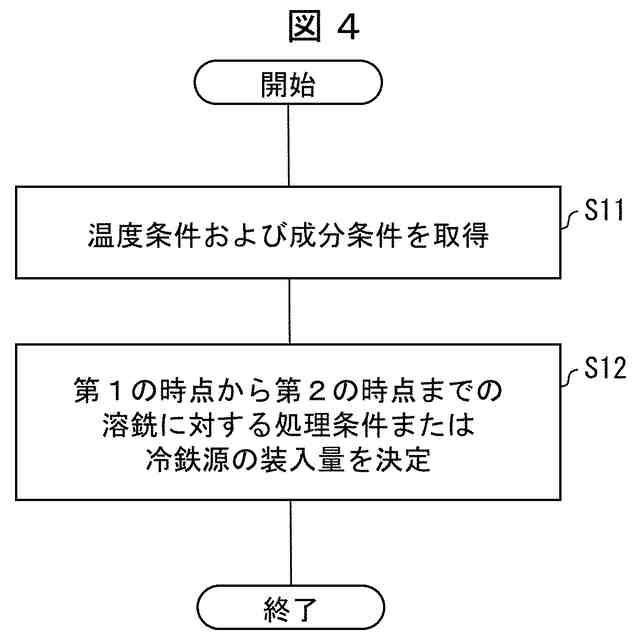
【課題】溶銑の精錬処理の全体プロセスを考慮して溶銑の精練処理における例えば予備処理または転炉精錬などの操業条件を決定する。
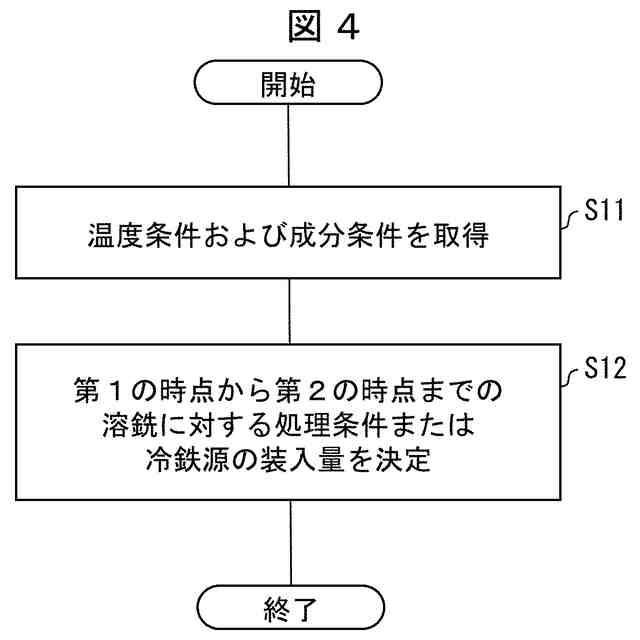
【解決手段】操業条件決定方法は、冷鉄源装入割合を、冷鉄源の溶解に要求される熱量に対応する第1状態量として、高炉から溶銑が出銑された第1の時点から、搬送された溶銑を転炉内に装入する第2の時点までの間における溶銑の温度変化および転炉精錬の吹止目標温度に関する温度条件、並びに、熱源元素の成分変化に関する成分条件を取得する取得ステップと、第1状態量と温度条件と成分条件との関係に基づいて、第1の時点から第2の時点までの溶銑に対する処理条件または冷鉄源の装入量を決定する決定ステップと、を含む。
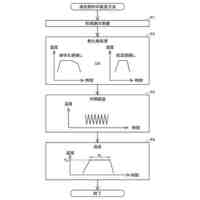
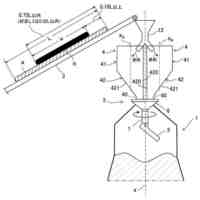
【選択図】図4
特許請求の範囲
【請求項1】
高炉から出銑後に搬送された溶銑と、冷鉄源と、を転炉内に装入して転炉精錬を行う、溶銑の精錬処理における操業条件を決定する操業条件決定方法であって、
前記冷鉄源が溶解した後における前記転炉への合計装入鉄量に対する前記冷鉄源の装入量の割合を、前記冷鉄源の溶解に要求される熱量に対応する第1状態量とし、
前記高炉から前記溶銑が出銑された時点を第1の時点とし、前記転炉へと搬送された前記溶銑を前記転炉内に装入する時点を第2の時点として、
前記溶銑は、前記転炉精錬にて熱源として寄与する熱源元素を含み、
前記第1の時点から前記第2の時点までの間における前記溶銑の温度変化および前記転炉精錬の吹止目標温度に関する温度条件、並びに、前記熱源元素の成分変化に関する成分条件を取得する取得ステップと、
前記第1状態量と、前記温度条件と、前記成分条件との関係に基づいて、前記第1の時点から前記第2の時点までの前記溶銑に対する処理条件または冷鉄源の装入量を決定する決定ステップと、を含む、操業条件決定方法。
続きを表示(約 1,300 文字)
【請求項2】
前記溶銑に対して前記第1の時点から前記第2の時点までの間に所定の予備処理が施され、
前記第2の時点では、前記予備処理後の前記溶銑を前記転炉内に装入する、請求項1に記載の操業条件決定方法。
【請求項3】
前記予備処理では、前記第1の時点における前記溶銑から少なくとも1つの前記熱源元素を除去するための除去剤を装入するようになっており、
前記取得ステップでは、前記第1状態量に関する情報をさらに取得し、
前記決定ステップで決定する前記処理条件は、前記除去剤の装入量、または前記除去剤によって除去すべき前記少なくとも1つの熱源元素の成分量である、請求項2に記載の操業条件決定方法。
【請求項4】
前記少なくとも1つの熱源元素は、珪素を含む、請求項3に記載の操業条件決定方法。
【請求項5】
前記取得ステップでは、前記第1状態量に関する情報をさらに取得し、
前記決定ステップで決定する前記処理条件は、前記第1の時点から前記第2の時点までの所要時間である、請求項1に記載の操業条件決定方法。
【請求項6】
前記取得ステップでは、前記転炉に装入される前記溶銑の装入量をさらに取得し、
前記決定ステップでは、前記冷鉄源の装入量を決定する、請求項1に記載の操業条件決定方法。
【請求項7】
前記関係は、前記第1状態量と、前記転炉内に装入される前記第2の時点における前記溶銑により供与され、前記冷鉄源の溶解に利用可能な熱量に対応する第2状態量と、の関係を規定したものであり、
前記決定ステップでは、前記関係に基づいて、前記第2状態量が、前記第1状態量と同じまたは前記第1状態量よりも大きくなるように、前記第1の時点から前記第2の時点までの前記溶銑に対する処理条件または冷鉄源の装入量を決定する、請求項1~5のいずれか一項に記載の操業条件決定方法。
【請求項8】
高炉から出銑後に搬送された溶銑と、冷鉄源と、を転炉内に装入して転炉精錬を行う、溶銑の精錬処理における操業条件を決定する操業条件決定装置であって、
前記冷鉄源が溶解した後における前記転炉への合計装入鉄量に対する前記冷鉄源の装入量の割合を、前記冷鉄源の溶解に要求される熱量に対応する第1状態量とし、
前記高炉から前記溶銑が出銑された時点を第1の時点とし、前記転炉へと搬送された前記溶銑を前記転炉内に装入する時点を第2の時点として、
前記溶銑は、前記転炉精錬にて熱源として寄与する熱源元素を含み、
前記第1の時点から前記第2の時点までの間における前記溶銑の温度変化および前記転炉精錬の吹止目標温度に関する温度条件、並びに、前記熱源元素の成分変化に関する成分条件を取得する取得部と、
前記第1状態量と、前記温度条件と、前記成分条件との関係に基づいて、前記第1の時点から前記第2の時点までの前記溶銑に対する処理条件または冷鉄源の装入量を決定する決定部と、を備える、操業条件決定装置。
【請求項9】
請求項8に記載の操業条件決定装置が備えている前記取得部および前記決定部としてコンピュータを機能させるための情報処理プログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶銑の精錬処理における操業条件を決定する操業条件決定方法等に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
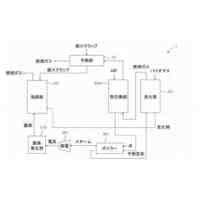
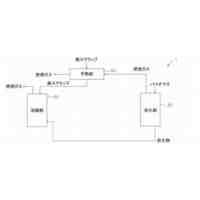
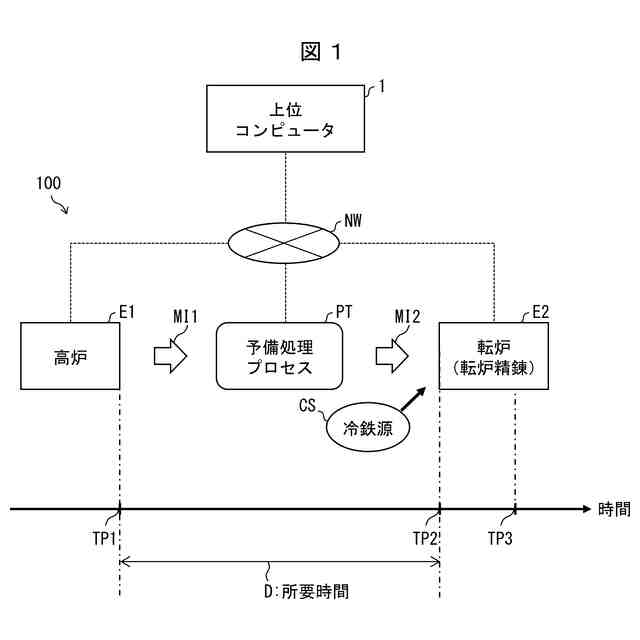
一般に、溶銑の精錬処理では、高炉から出銑した溶銑に対して予備処理が行われ、予備処理後の溶銑とスクラップ等の冷鉄源とが転炉に装入される。
【0003】
従来、転炉工程における、主原料および副原料の配合計算、並びに、吹止後の溶鋼の成分濃度を予測する技術が提案されている(特許文献1~5を参照)。
【先行技術文献】
【特許文献】
【0004】
特開2001-152228号公報
特開2005-206900号公報
特開2006-200021号公報
特開平5-033029号公報
特開2023-114592号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1~4に記載の技術では、主に転炉精錬(溶銑の精錬処理の全体プロセスの一部)における操業条件の適正化を目的としている。また、特許文献5に記載の技術では、操業条件の適正化を目的として、冷鉄源の成分の予測精度を高めるための冷鉄源S量の推定モデルを提案している。そして、冷鉄源S量と予備処理後の溶銑中S濃度とのそれぞれの推定モデルによる演算結果を、転炉精錬における吹止後の溶鋼中S濃度の推定モデルと組み合わせて複合モデルを構築し、当該複合モデルを用いて操業条件の適正化を図っている。
【0006】
しかしながら、特許文献1~5に記載の技術では、転炉精練における操業条件の適正化にあたって溶銑の精錬処理の全体プロセスを考慮していない。一般に、精錬処理においては、高炉から転炉までの溶銑の運搬や、転炉精練の前段では溶銑に対する例えば事前脱珪などの成分調整(予備処理)などが行われるが、こういった精練処理における各工程の操業条件は転炉精練における操業条件に影響を与える。よって、特許文献1~5に記載の技術では、予備処理や転炉精錬を含む精練処理における各種の操業条件を決定する(調整する)ことについて改良の余地がある。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明の一態様における操業条件決定方法は、高炉から出銑後に搬送された溶銑と、冷鉄源と、を転炉内に装入して転炉精錬を行う、溶銑の精錬処理における操業条件を決定する操業条件決定方法であって、前記冷鉄源が溶解した後における前記転炉への合計装入鉄量に対する前記冷鉄源の装入量の割合を、前記冷鉄源の溶解に要求される熱量に対応する第1状態量とし、前記高炉から前記溶銑が出銑された時点を第1の時点とし、前記転炉へと搬送された前記溶銑を前記転炉内に装入する時点を第2の時点として、前記溶銑は、前記転炉精錬にて熱源として寄与する熱源元素を含み、前記第1の時点から前記第2の時点までの間における前記溶銑の温度変化および前記転炉精錬の吹止目標温度に関する温度条件、並びに、前記熱源元素の成分変化に関する成分条件を取得する取得ステップと、前記第1状態量と、前記温度条件と、前記成分条件との関係に基づいて、前記第1の時点から前記第2の時点までの前記溶銑に対する処理条件または冷鉄源の装入量を決定する決定ステップと、を含む。
【0008】
また、本発明の一態様における操業条件決定装置は、高炉から出銑後に搬送された溶銑と、冷鉄源と、を転炉内に装入して転炉精錬を行う、溶銑の精錬処理における操業条件を決定する操業条件決定装置であって、前記冷鉄源が溶解した後における前記転炉への合計装入鉄量に対する前記冷鉄源の装入量の割合を、前記冷鉄源の溶解に要求される熱量に対応する第1状態量とし、前記高炉から前記溶銑が出銑された時点を第1の時点とし、前記転炉へと搬送された前記溶銑を前記転炉内に装入する時点を第2の時点として、前記溶銑は、前記転炉精錬にて熱源として寄与する熱源元素を含み、前記第1の時点から前記第2の時点までの間における前記溶銑の温度変化および前記転炉精錬の吹止目標温度に関する温度条件、並びに、前記熱源元素の成分変化に関する成分条件を取得する取得部と、前記第1状態量と、前記温度条件と、前記成分条件との関係に基づいて、前記第1の時点から前記第2の時点までの前記溶銑に対する処理条件または冷鉄源の装入量を決定する決定部と、を備える。
【0009】
本発明の各態様における操業条件決定装置は、コンピュータによって実現してもよく、この場合には、コンピュータを前記操業条件決定装置が備える各部(ソフトウェア要素)として動作させることにより前記操業条件決定装置をコンピュータにて実現させる操業条件決定装置の情報処理プログラム、およびそれを記録したコンピュータ読み取り可能な記録媒体も、本発明の範疇に入る。
【発明の効果】
【0010】
本発明の一態様によれば、溶銑の精錬処理の全体プロセスを考慮して溶銑の精練処理における例えば予備処理または転炉精錬などの操業条件を決定することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
バイオ水素製鉄方法
1か月前
新和環境株式会社
炉システム
6か月前
新和環境株式会社
炉システム
6か月前
日本製鉄株式会社
転炉精錬方法
10日前
株式会社戸畑製作所
高炉用羽口
8か月前
日本製鉄株式会社
転炉精錬方法
5か月前
日本製鉄株式会社
溶銑の脱硫方法
8か月前
日本製鉄株式会社
溶鋼の製造方法
6か月前
富士電子工業株式会社
焼入れ装置
1か月前
日本製鉄株式会社
溶鉄の製造方法
27日前
日本製鉄株式会社
溶鋼の製造方法
1か月前
株式会社伊原工業
還元鉄の製造方法
6か月前
個人
製鋼用副資材及びその製造方法
7か月前
日本製鉄株式会社
スラグの排出方法
6か月前
富士電子工業株式会社
焼き入れ装置
7か月前
中外炉工業株式会社
連続式熱処理炉
4か月前
株式会社不二越
熱処理システム
20日前
日本製鉄株式会社
溶銑の予備処理方法
2か月前
中外炉工業株式会社
前処理装置
3か月前
株式会社デンケン
高温炉
6か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
3か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
1か月前
大同特殊鋼株式会社
浸炭部材の製造方法
3か月前
大同特殊鋼株式会社
熱処理設備
2か月前
東京窯業株式会社
溶鋼処理用の浸漬管
2か月前
JFEスチール株式会社
高炉の原料装入方法
2か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
12日前
JFEスチール株式会社
高炉の原料装入方法
1か月前
東京窯業株式会社
溶鋼処理用の浸漬管
6か月前
日本製鉄株式会社
脱りん方法
4か月前
日本製鉄株式会社
高炉の冷却構造
24日前
日本製鉄株式会社
高炉の操業方法
3か月前
日本製鉄株式会社
高炉の操業方法
5か月前
日本製鉄株式会社
高炉の操業方法
4か月前
日本製鉄株式会社
脱炭精錬方法
7か月前
出光興産株式会社
熱処理油
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ