TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025109336
公報種別
公開特許公報(A)
公開日
2025-07-25
出願番号
2024003150
出願日
2024-01-12
発明の名称
高炉の原料装入方法
出願人
JFEスチール株式会社
代理人
個人
主分類
C21B
5/00 20060101AFI20250717BHJP(鉄冶金)
要約
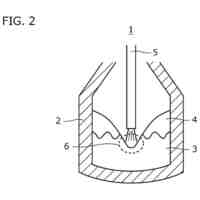
【課題】炉頂部に専用のホッパーを設けることなく、炉半径方向の還元負荷の大きい部位に還元鉄を装入することができる高炉の原料装入方法を提供する。
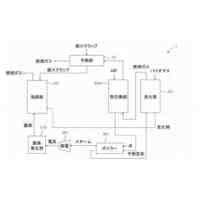
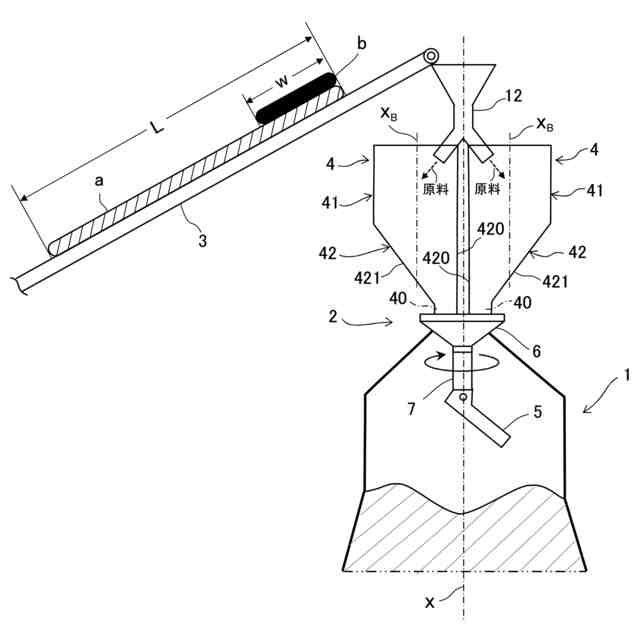
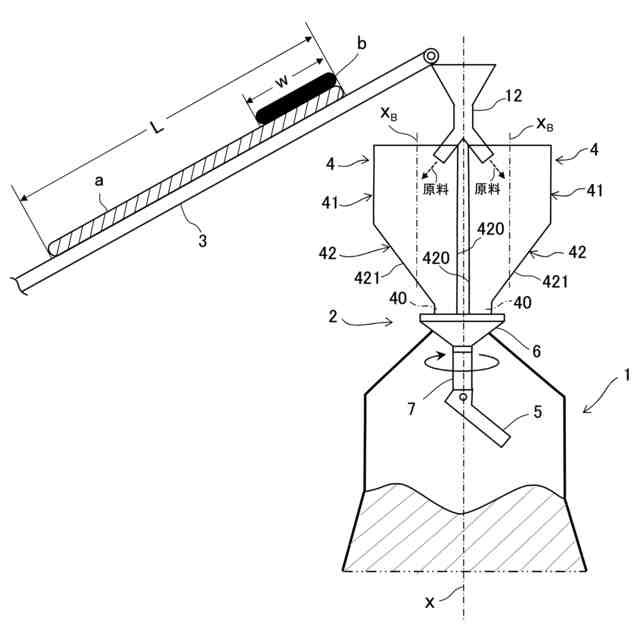
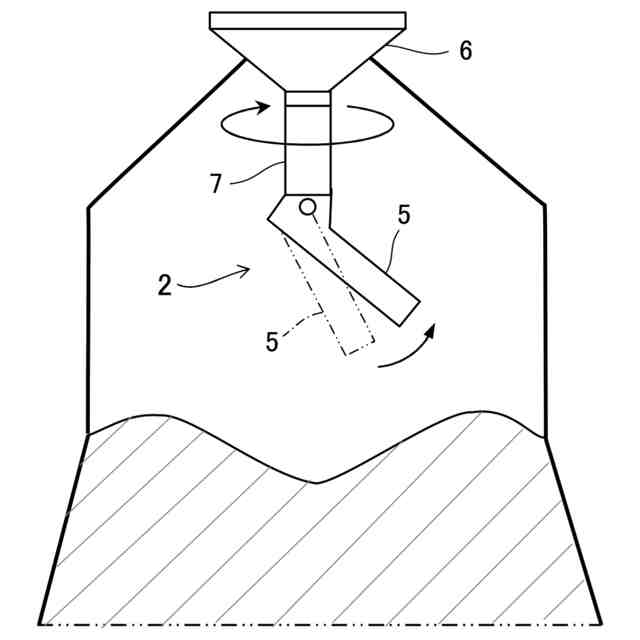
【解決手段】ベルレス式高炉において鉱石原料と還元鉄を混合して高炉に装入する方法であり、鉱石原料を装入コンベアにより炉頂バンカーの1つに装入する際に、装入コンベアで搬送される鉱石原料の上に還元鉄を切り出すことにより、鉱石原料の積載長さのうち、搬送方向で先頭側50%以内の長さ範囲の鉱石原料上に還元鉄を積層させ、その状態で鉱石原料と還元鉄を炉頂バンカーに装入する。その炉頂バンカー内の原料を旋回シュートで炉内装入する際には、旋回シュートを旋回させつつ、傾動させて原料装入位置を炉中間部から炉壁部側に移動させながら原料の装入を行なう。
【選択図】図2
特許請求の範囲
【請求項1】
複数の炉頂バンカーが並列して配置され、旋回シュートにより炉内に原料を装入する原料装入装置を有するベルレス式高炉において、焼結鉱、ペレット及び塊鉱石の少なくとも1種を含む鉱石類原料(a)と、還元鉄又は/及び粒銑を含む金属鉄原料(b)を混合して高炉に装入する方法であって、
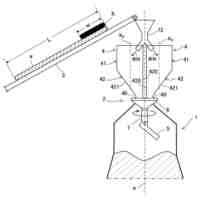
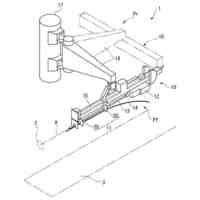
鉱石類原料(a)を装入コンベアにより炉頂に搬送して前記炉頂バンカーの1つに装入する際に、該装入コンベアで搬送される鉱石類原料(a)の上に金属鉄原料(b)を切り出すことにより、該装入コンベアに積載された鉱石類原料(a)の積載長さのうち、搬送方向で先頭側50%以内の長さ範囲の鉱石類原料(a)上に金属鉄原料(b)を積層させ、その状態で鉱石類原料(a)と金属鉄原料(b)を前記炉頂バンカーに装入し、
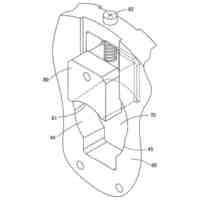
該炉頂バンカー内の原料を前記旋回シュートで炉内に装入する際には、該旋回シュートを旋回させつつ、傾動させて原料装入位置を炉中間部から炉壁部側に移動させながら原料の装入を行なうことを特徴とする高炉の原料装入方法。
続きを表示(約 1,000 文字)
【請求項2】
鉱石類原料(a)を前記装入コンベアにより炉頂に搬送して前記炉頂バンカーの1つに装入する際に、該装入コンベアに積載された鉱石類原料(a)の積載長さのうち、搬送方向で先頭側25%以内の長さ範囲の鉱石類原料(a)上に金属鉄原料(b)を積層させることを特徴とする請求項1に記載の高炉の原料装入方法。
【請求項3】
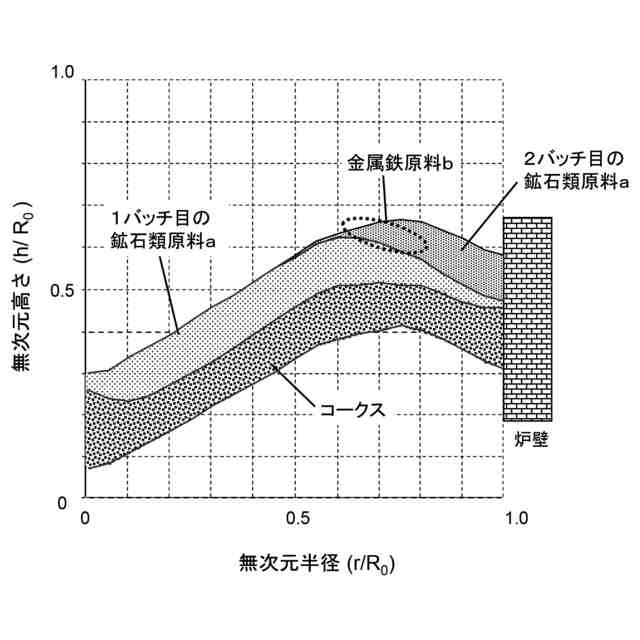
1チャージ分の鉱石類原料(a)を2バッチで炉内に装入するに際し、
2バッチ目の鉱石類原料(a)に金属鉄原料(b)を混合して炉内に装入することを特徴とする請求項1又は2に記載の高炉の原料装入方法。
【請求項4】
1バッチ目の鉱石類原料(a)には金属鉄原料(b)を混合することなく炉内に装入することを特徴とする請求項3に記載の高炉の原料装入方法。
【請求項5】
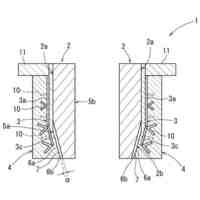
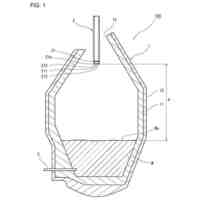
前記炉頂バンカー内に偏析制御板が設置され、
前記装入コンベアで搬送された鉱石類原料(a)と金属鉄原料(b)を前記炉頂バンカーに装入する際には、前記偏析制御板の原料受け面が炉半径方向で炉外側方向を向き、且つ炉外側方向に対して下向きに傾斜した状態で、上方から落下する原料を前記偏析制御板の原料受け面を経由して下方に落下させ、バンカー内に堆積させることを特徴とする請求項1又は2に記載の高炉の原料装入方法。
【請求項6】
金属鉄原料(b)の平均粒径[d
M
]と鉱石類原料(a)の平均粒径[d
O
]が[d
M
]>[d
O
]であることを特徴とする請求項5に記載の高炉の原料装入方法。
【請求項7】
鉱石類原料(a)を前記装入コンベアにより炉頂に搬送して前記炉頂バンカーの1つに装入する際に、該装入コンベアに積載された鉱石類原料(a)の積載長さのうち、搬送方向で少なくとも先頭側1%以内の長さ範囲の鉱石類原料(a)上には金属鉄原料(b)を積層させないことを特徴とする請求項1又は2に記載の高炉の原料装入方法。
【請求項8】
請求項1又は2に記載の原料装入方法により、焼結鉱、ペレット及び塊鉱石の少なくとも1種を含む鉱石類原料(a)と、還元鉄又は/及び粒銑を含む金属鉄原料(b)を混合して高炉に装入する工程を有することを特徴とする溶銑の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ベルレス式高炉において所望の装入物分布を得るための原料装入方法に関するものである。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
近年、CO
2
排出量の増加による地球温暖化が問題となっており、製鉄業においても排出CO
2
の抑制は重要な課題である。製鉄所から排出されるCO
2
の大部分は高炉から排出されている。高炉におけるCO
2
排出量の削減は、高炉で使用する還元材(コークス、微粉炭、天然ガスなど)の削減により可能である。
コークスは、鉱石原料の溶解のための熱源、鉱石原料の還元材、溶鉄へ浸炭し融点を低下させるための加炭材、及び高炉内の通気性を確保するためのスペーサの役割を果たしている。このコークスにより通気性を維持することで、装入物の荷下がりを安定させ、高炉の安定操業を図っている。
ここで、CO
2
排出量削減の観点からは、高炉に装入するコークスの割合は低いことが望ましい。しかし、コークスの割合を低くすると、上述のコークスの果たす役割も低下するため、鉱石層の還元効率の向上とともに通気性の改善があわせて必要となる。
【0003】
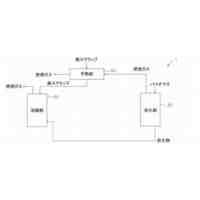
この問題の対策として還元鉄の利用が検討され、従来、その装入形態などについて種々の提案がなされている。そのなかで、特許文献1には、鉱石の還元負荷が高いことを示す、排ガスのガス利用率が高い部位に対して、炉頂部の副ホッパーに保持された還元鉄や鉄スクラップを、主ホッパーに保持された鉱石とともに旋回シュートで装入する方法が示されている。この特許文献1の方法によれば、高炉半径方向において還元負荷の大きい部位に限定して還元鉄や鉄スクラップを装入することができるため、炉内での鉱石の還元状態を効果的に安定化させることができ、またガス流れも安定化させることができる。
【先行技術文献】
【特許文献】
【0004】
特開2019-183270号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1の方法では、還元鉄や鉄スクラップを保持する専用の副ホッパーを炉頂に設ける必要があるため、設備コストが増大するという問題がある。また、専用のホッパーから還元鉄や鉄スクラップを装入することで装入時間が長くなるという問題もある。一方、このような問題に対しては、還元鉄や鉄スクラップを装入するバッチを別に設定する装入方法も考えられるが、この方法では、装入バッチ数の増加により装入時間が長くなり、生産性が低下してしまう。
したがって本発明の目的は、以上のような従来技術の課題を解決し、炉頂部に還元鉄など専用ホッパーを設けることなく、また、装入バッチ数を増加させることなく、高炉半径方向において還元負荷の大きい部位に還元鉄などの金属鉄原料を装入することができる原料装入方法を提供することにある。
【課題を解決するための手段】
【0006】
以下、金属鉄原料として還元鉄を用いる場合を例に述べる。
上記のような課題を解決するためには、原料ホッパーから装入コンベア上に切り出された還元鉄と、別途装入コンベア上に切り出された鉱石類原料とを、1つの炉頂バンカーに装入した後に、旋回シュートを通じて炉内に装入する必要がある。
しかし、仮に1つの炉頂バンカーに対して先に還元鉄を装入し、その後から鉱石類原料を装入してバンカー内に保持することにより、この炉頂バンカーから還元鉄のみを優先的に排出させ、炉内の所定の位置に装入しようとしても、炉頂バンカー内のファネルフローにより、所定の位置に還元鉄が装入されないという課題があることが判った。また、還元鉄だけを装入コンベアに切り出すと、還元鉄の成型物が有するバリとベルトコンベアの直接の接触により、装入コンベアの損耗が激しくなるという問題もある。
【0007】
そこで、本発明者らは上記課題を解決すべく、(i)装入コンベア上での還元鉄の切り出し方法、(ii)旋回シュートの傾動方法、(iii)炉頂バンカー内での偏析制御板の使用、(iv)鉱石類原料の2バッチ装入での還元鉄の混合方法、などの要素(及びそれらの組み合わせ)と装入物分布(還元鉄の分布)との関係について、鋭意検討を重ねた。その結果、上記(i)、(ii)を最適化して組み合わせ、好ましくは、さらに上記(iii)及び/又は(iv)を最適化して組み合わせることにより、1つの炉頂バンカーに保持された鉱石類原料と還元鉄を炉内装入する際に、所望の位置(還元負荷の大きい部位)に還元鉄を的確に装入できることが判った。
【0008】
本発明はこのような知見に基づきなされたもので、以下を要旨とするものである。
[1]複数の炉頂バンカーが並列して配置され、旋回シュートにより炉内に原料を装入する原料装入装置を有するベルレス式高炉において、焼結鉱、ペレット及び塊鉱石の少なくとも1種を含む鉱石類原料(a)と、還元鉄又は/及び粒銑を含む金属鉄原料(b)を混合して高炉に装入する方法であって、
鉱石類原料(a)を装入コンベアにより炉頂に搬送して前記炉頂バンカーの1つに装入する際に、該装入コンベアで搬送される鉱石類原料(a)の上に金属鉄原料(b)を切り出すことにより、該装入コンベアに積載された鉱石類原料(a)の積載長さのうち、搬送方向で先頭側50%以内の長さ範囲の鉱石類原料(a)上に金属鉄原料(b)を積層させ、その状態で鉱石類原料(a)と金属鉄原料(b)を前記炉頂バンカーに装入し、
該炉頂バンカー内の原料を前記旋回シュートで炉内に装入する際には、該旋回シュートを旋回させつつ、傾動させて原料装入位置を炉中間部から炉壁部側に移動させながら原料の装入を行なうことを特徴とする高炉の原料装入方法。
【0009】
[2]上記[1]の原料装入方法において、鉱石類原料(a)を前記装入コンベアにより炉頂に搬送して前記炉頂バンカーの1つに装入する際に、該装入コンベアに積載された鉱石類原料(a)の積載長さのうち、搬送方向で先頭側25%以内の長さ範囲の鉱石類原料(a)上に金属鉄原料(b)を積層させることを特徴とする高炉の原料装入方法。
[3]上記[1]又は[2]の原料装入方法において、
1チャージ分の鉱石類原料(a)を2バッチで炉内に装入するに際し、
2バッチ目の鉱石類原料(a)に金属鉄原料(b)を混合して炉内に装入することを特徴とする高炉の原料装入方法。
[4]上記[3]の原料装入方法において、1バッチ目の鉱石類原料(a)には金属鉄原料(b)を混合することなく炉内に装入することを特徴とする高炉の原料装入方法。
【0010】
[5]上記[1]~[4]のいずれかの原料装入方法において、
前記炉頂バンカー内に偏析制御板が設置され、
前記装入コンベアで搬送された鉱石類原料(a)と金属鉄原料(b)を前記炉頂バンカーに装入する際には、前記偏析制御板の原料受け面が炉半径方向で炉外側方向を向き、且つ炉外側方向に対して下向きに傾斜した状態で、上方から落下する原料を前記偏析制御板の原料受け面を経由して下方に落下させ、バンカー内に堆積させることを特徴とする高炉の原料装入方法。
[6]上記[5]の原料装入方法において、金属鉄原料(b)の平均粒径[d
M
]と鉱石類原料(a)の平均粒径[d
O
]が[d
M
]>[d
O
]であることを特徴とする高炉の原料装入方法。
[7]上記[1]~[6]のいずれかの原料装入方法において、鉱石類原料(a)を前記装入コンベアにより炉頂に搬送して前記炉頂バンカーの1つに装入する際に、該装入コンベアに積載された鉱石類原料(a)の積載長さのうち、搬送方向で少なくとも先頭側1%以内の長さ範囲の鉱石類原料(a)上には金属鉄原料(b)を積層させないことを特徴とする高炉の原料装入方法。
[8]上記[1]~[7]のいずれかの原料装入方法により、焼結鉱、ペレット及び塊鉱石の少なくとも1種を含む鉱石類原料(a)と、還元鉄又は/及び粒銑を含む金属鉄原料(b)を混合して高炉に装入する工程を有することを特徴とする溶銑の製造方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新和環境株式会社
炉システム
4か月前
新和環境株式会社
炉システム
4か月前
株式会社戸畑製作所
高炉用羽口
5か月前
日本製鉄株式会社
転炉精錬方法
3か月前
日本製鉄株式会社
溶銑の脱硫方法
6か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
富士電子工業株式会社
焼き入れ装置
5か月前
中外炉工業株式会社
連続式熱処理炉
2か月前
株式会社伊原工業
還元鉄の製造方法
4か月前
個人
製鋼用副資材及びその製造方法
5か月前
日本製鉄株式会社
スラグの排出方法
4か月前
株式会社デンケン
高温炉
4か月前
日本製鉄株式会社
溶銑の予備処理方法
19日前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
1か月前
中外炉工業株式会社
前処理装置
1か月前
大同特殊鋼株式会社
浸炭部材の製造方法
1か月前
東京窯業株式会社
溶鋼処理用の浸漬管
4か月前
日本製鉄株式会社
脱りん方法
2か月前
東京窯業株式会社
溶鋼処理用の浸漬管
19日前
JFEスチール株式会社
高炉の原料装入方法
2日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
脱炭精錬方法
5か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
鋼の製造方法
3か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
4か月前
富士電子工業株式会社
クランクシャフト支持装置
2か月前
日本製鉄株式会社
棒製品の製造方法
1か月前
株式会社神戸製鋼所
溶銑の脱りん方法
5か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
6か月前
JFEスチール株式会社
高強度鋼板の製造方法
6か月前
株式会社サンノハシ
金属加工品の製造方法
3か月前
トヨタ自動車株式会社
鋼板部品の製造方法及び製造装置
2か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
2か月前
日本製鉄株式会社
鋼の製造方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ