TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025152557
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024054501
出願日
2024-03-28
発明の名称
判定方法、判定装置、部分鋼材生成方法及び部分鋼材
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
G01N
1/00 20060101AFI20251002BHJP(測定;試験)
要約
【課題】要求される材料特性が満たされた鋼材を、より少ないコストで製造すること。
【解決手段】鋼材の各位置における製造実績に関する情報を取得し、前記鋼材の複数の位置における材料特性について、前記製造実績に関する情報に基づいて推定し、複数の位置における材料特性に基づいて、前記鋼材の品質の要件を満たす試験片採取位置を判定する、判定方法。
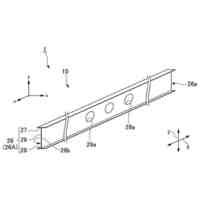
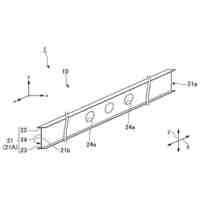
【選択図】図1
特許請求の範囲
【請求項1】
鋼材の各位置における製造実績に関する情報を取得し、
前記鋼材の複数の位置における材料特性について、前記製造実績に関する情報に基づいて推定し、
複数の位置における材料特性に基づいて、前記鋼材の品質の要件を満たす試験片採取位置を判定する、
判定方法。
続きを表示(約 1,000 文字)
【請求項2】
前記製造実績に関する情報を、前記鋼材の長手方向に沿った各位置において取得し、
前記鋼材の長手方向に沿った所定の位置における材料特性を推定し、
前記鋼材の試験片採取位置の長手方向の位置を判定する、請求項1に記載の判定方法。
【請求項3】
前記製造実績に関する情報を、前記鋼材の短手方向に沿った各位置においても取得し、
前記鋼材の長手方向及び前記短手方向に沿った所定の位置における材料特性を推定し、
前記鋼材の試験片採取位置の長手方向の位置を判定する、請求項2に記載の判定方法。
【請求項4】
前記鋼材は厚板の鋼材であり、
出荷対象となる鋼材において前記材料特性が所定の要件を満たさない位置を含まないように前記試験片採取位置を判定する、請求項1に記載の判定方法。
【請求項5】
前記鋼材は薄板のコイルであり、
前記試験片採取位置における試験において前記品質の要件が実際に満たされていない場合には、前記鋼材をリコイリングラインにて巻き戻し新たな試験片採取位置を決定する、請求項1に記載の判定方法。
【請求項6】
鋼材の各位置における製造実績に関する情報を取得し、前記鋼材の複数の位置における材料特性について、前記製造実績に関する情報に基づいて推定し、複数の位置における材料特性に基づいて、前記鋼材の品質の要件を満たす試験片採取位置を判定する制御部、
を備える判定装置。
【請求項7】
鋼材の各位置における製造実績に関する情報を取得し、
前記鋼材の複数の位置における材料特性について、前記製造実績に関する情報に基づいて推定し、
複数の位置における材料特性に基づいて、前記鋼材の品質の要件を満たす試験片採取位置を判定し、
判定された試験片採取位置に応じて前記鋼材を切り出すことによって部分的な鋼材である部分鋼材を生成する、部分鋼材生成方法。
【請求項8】
鋼材の各位置における製造実績に関する情報を取得し、
前記鋼材の複数の位置における材料特性について、前記製造実績に関する情報に基づいて推定し、
複数の位置における材料特性に基づいて、前記鋼材の品質の要件を満たす試験片採取位置を判定し、
判定された試験片採取位置に応じて前記鋼材を切り出すことによって生成された部分鋼材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、判定方法、判定装置、部分鋼材生成方法及び部分鋼材に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
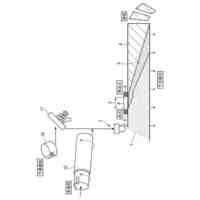
鋼材の製造ラインにおいて、要求される品質を確認し品質保証するために材料特性を測定することが行われている。鋼材の材料特性の測定は、試験片を採取した位置にて行われる(例えば特許文献1参照。)ため、鋼材の全長全幅に亘って鋼材の材料特性を計測することは難しい。
【先行技術文献】
【特許文献】
【0003】
特開2004-156973号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
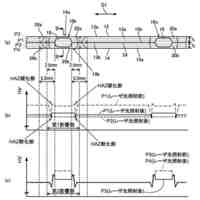
例えば薄板コイルの場合、鋼材の先尾端位置で機械試験片を採取して材料特性の測定が行われることがある。採取された試験片で得られた材料特性が注文要求を満足できない場合(材質外れが発生した場合)には、リコイリングライン(RCL)にてコイルを巻き戻し、別の位置で試験片を採取して再度試験を行う必要がある。そのため、余分なカットによる歩留悪化、RCLを通板することによる歩留悪化と工程コスト増を招いている。このような問題は薄板コイルに限定されたものではなく、鋼材全般に共通する問題である。また、要求される材料特性が満たされれば十分であり、必ずしも試験片を採取した試験の実施が必須なわけではない。
【0005】
本発明は、上述した事情に鑑みてなされたものであり、要求される材料特性が満たされた鋼材を、より少ないコストで製造することを可能にする技術を提供するものである。
【課題を解決するための手段】
【0006】
[1]本発明の一態様は、鋼材の各位置における製造実績に関する情報を取得し、前記鋼材の複数の位置における材料特性について、前記製造実績に関する情報に基づいて推定し、複数の位置における材料特性に基づいて、前記鋼材の品質の要件を満たす試験片採取位置を判定する、判定方法である。
【0007】
[2]本発明の一態様は、上記[1]に記載の判定方法であって、前記製造実績に関する情報を、前記鋼材の長手方向に沿った各位置において取得し、前記鋼材の長手方向に沿った所定の位置における材料特性を推定し、前記鋼材の試験片採取位置の長手方向の位置を判定する。
【0008】
[3]本発明の一態様は、上記[2]に記載の判定方法であって、前記製造実績に関する情報を、前記鋼材の短手方向に沿った各位置においても取得し、前記鋼材の長手方向及び前記短手方向に沿った所定の位置における材料特性を推定し、前記鋼材の試験片採取位置の長手方向の位置を判定する。
【0009】
[4]本発明の一態様は、上記[1]に記載の判定方法であって、前記鋼材は厚板の鋼材であり、出荷対象となる鋼材において前記材料特性が所定の要件を満たさない位置を含まないように前記試験片採取位置を判定する。
【0010】
[5]本発明の一態様は、上記[1]に記載の判定方法であって、前記鋼材は薄板のコイルであり、前記試験において前記品質の要件が実際に満たされていない場合には、前記鋼材をリコイリングラインにて巻き戻し新たな試験片採取位置を決定する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
線材
10日前
日本製鉄株式会社
床構造
25日前
日本製鉄株式会社
床構造
25日前
日本製鉄株式会社
鋼部品
16日前
日本製鉄株式会社
鋼部品
16日前
日本製鉄株式会社
ボルト
25日前
日本製鉄株式会社
剪断機
25日前
日本製鉄株式会社
溶接継手
8日前
日本製鉄株式会社
構造部材
1か月前
日本製鉄株式会社
橋脚構造
14日前
日本製鉄株式会社
腐食センサ
14日前
日本製鉄株式会社
耐火構造物
1か月前
日本製鉄株式会社
耐火構造物
1か月前
日本製鉄株式会社
鍛鋼ロール
15日前
日本製鉄株式会社
鍛鋼ロール
15日前
日本製鉄株式会社
耐火構造物
1か月前
日本製鉄株式会社
高Ni合金鋼
14日前
日本製鉄株式会社
高Ni合金鋼
14日前
日本製鉄株式会社
管理システム
14日前
日本製鉄株式会社
転炉精錬方法
1か月前
日本製鉄株式会社
学習システム
17日前
日本製鉄株式会社
高炉の操業方法
16日前
日本製鉄株式会社
原油油槽用鋼材
10日前
日本製鉄株式会社
溶鉄の製造方法
16日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
金属材の製造方法
21日前
日本製鉄株式会社
鉄鉱石の選別方法
7日前
日本製鉄株式会社
合成梁及び床構造
1か月前
日本製鉄株式会社
スラグの処理方法
15日前
日本製鉄株式会社
鉄道車両用の車軸
8日前
日本製鉄株式会社
スポット溶接継手
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
15日前
日本製鉄株式会社
焼結鉱の製造方法
15日前
日本製鉄株式会社
モールドパウダー
15日前
日本製鉄株式会社
金属材の製造方法
16日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ