TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025133232
公報種別
公開特許公報(A)
公開日
2025-09-11
出願番号
2024031054
出願日
2024-03-01
発明の名称
焼結鉱の製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
C22B
1/20 20060101AFI20250904BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】焼結鉱の被還元性を維持しつつ歩留の向上と生産性向上を目的とする。
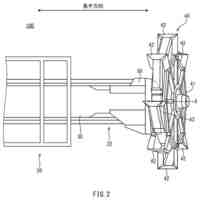
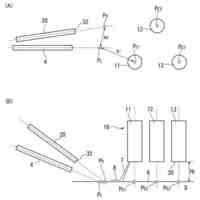
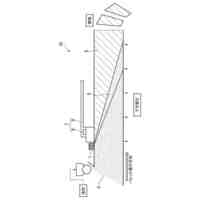
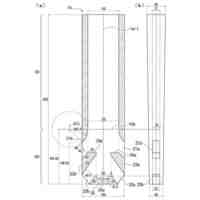
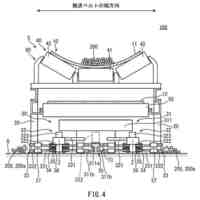
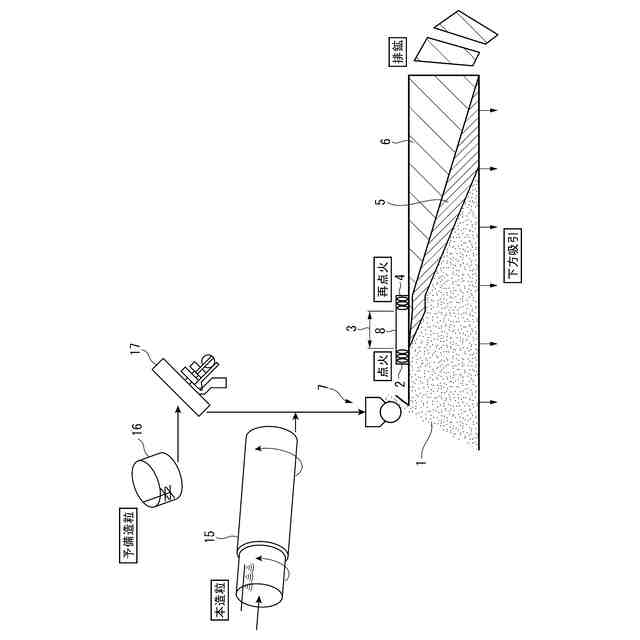
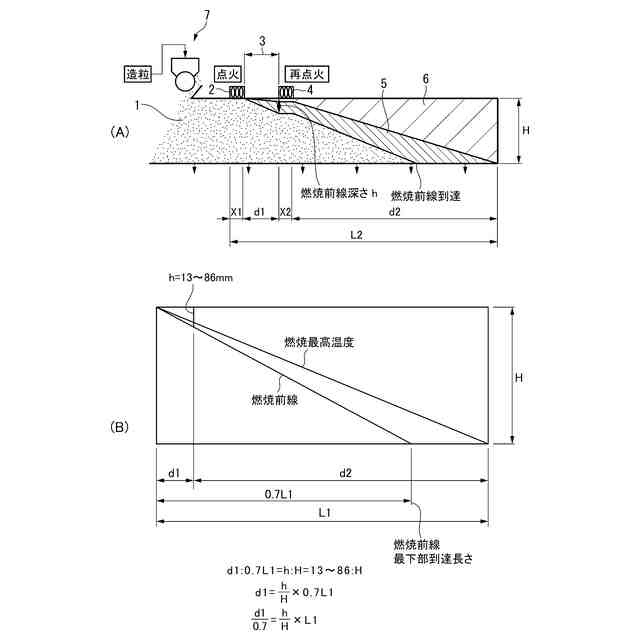
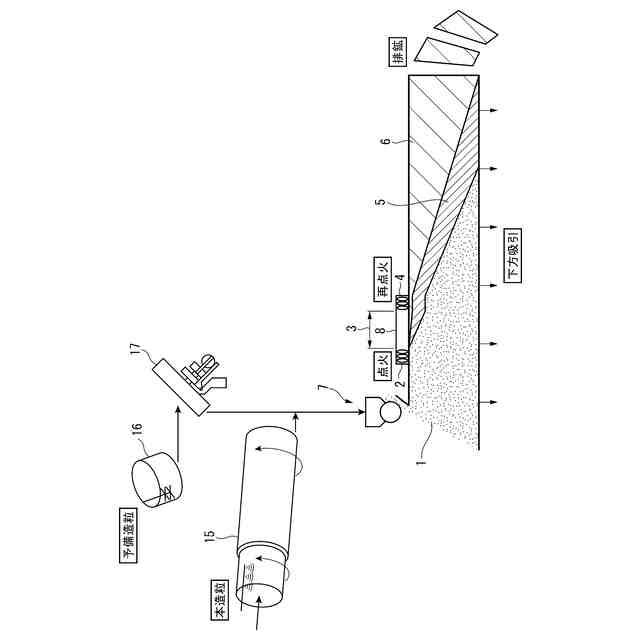
【解決手段】ドワイトロイド式焼結機を構成するパレットに、水分と炭材を添加して造粒された焼結原料を装入して原料充填層を形成し、原料充填層の上部から点火し、下方から大気を吸引することにより焼結する、原料充填層を焼結する焼結鉱の製造方法であって、焼結原料は、各々別系統で造粒する分割造粒法によって造粒された予備造粒物と、本造粒物を含有しており、DL式焼結機は、点火炉と、点火炉下流側に所定の間隔を空けて配置される再点火炉を用いて、点火炉と再点火炉による再点火とを行い、点火炉及び再点火炉の間の距離d1(mm)を、下記L1に対し2%から10%の長さ距離とした、再点火炉により、原料充填層の上面を加熱することを特徴とする焼結鉱の製造方法を提供する。
L1:機長(mm)-点火炉のパレット進行方向長さ-再点火炉のパレット進行方向長さ(mm)
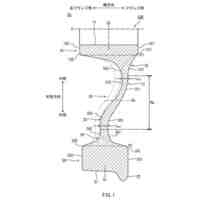
【選択図】図2
特許請求の範囲
【請求項1】
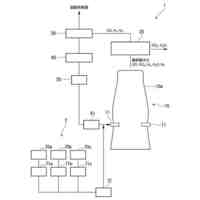
ドワイトロイド(DL)式焼結機を構成するパレットに、水分と炭材を添加して造粒された焼結原料を装入して原料充填層を形成し、原料充填層の上部から点火し、下方から大気を吸引することにより焼結する、前記原料充填層を焼結する焼結鉱の製造方法であって、
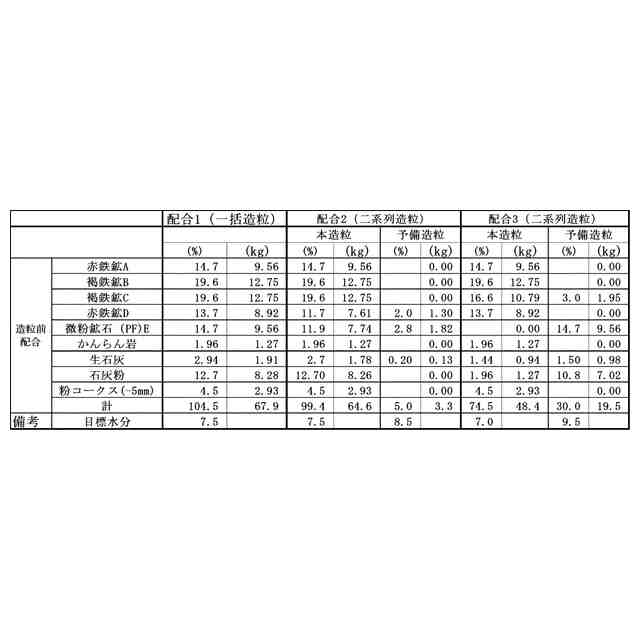
前記焼結原料は、各々別系統で造粒する分割造粒法によって造粒された、予備造粒物と、本造粒物を含有しており、
前記DL式焼結機は、点火炉と、前記点火炉下流側に所定の間隔を空けて配置される再点火炉を用いて、前記点火炉と前記再点火炉による再点火とを行い、
前記点火炉及び再点火炉の間の距離d1(mm)を、下記L1に対し2%から10%の長さ距離とした、前記再点火炉により、前記原料充填層の上面を加熱することを特徴とする焼結鉱の製造方法。
L1:機長L2(mm)-点火炉のパレット進行方向長さX1-再点火炉のパレット進行方向長さX2(mm)
続きを表示(約 400 文字)
【請求項2】
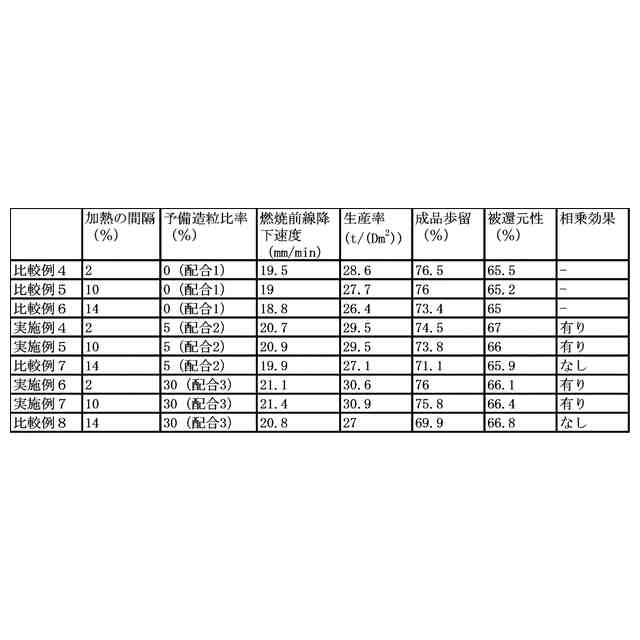
前記焼結原料の前記予備造粒物と前記本造粒物全体に対する予備造粒物の比率が、炭材と水分を除いた内掛けで5~30質量%であることを特徴とする請求項1に記載の焼結鉱の製造方法。
【請求項3】
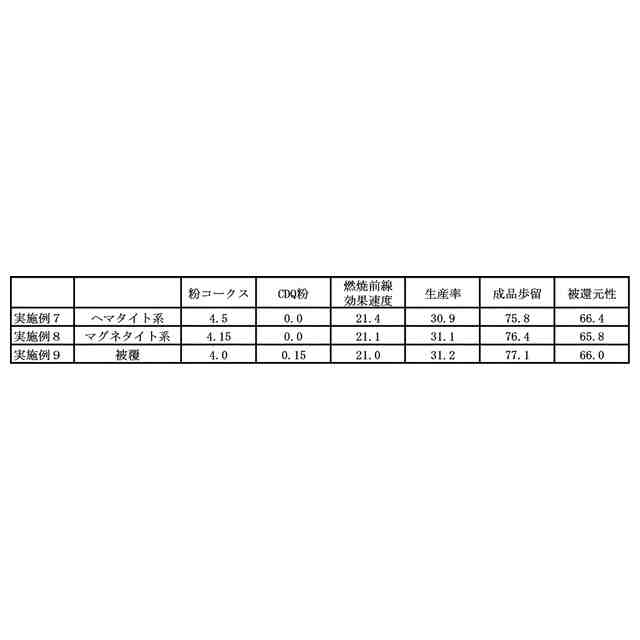
前記予備造粒物は、粒径0.5mm以下である微粉が全体の80質量%以上を占める鉄鉱石を造粒したものであることを特徴とする請求項1に記載の焼結鉱の製造方法。
【請求項4】
前記鉄鉱石がマグネタイト系微粉鉱石であることを特徴とする請求項3に記載の焼結鉱の製造方法。
【請求項5】
前記予備造粒物が、微粉炭材で被覆されていることを特徴とする請求項4に記載の焼結鉱の製造方法。
【請求項6】
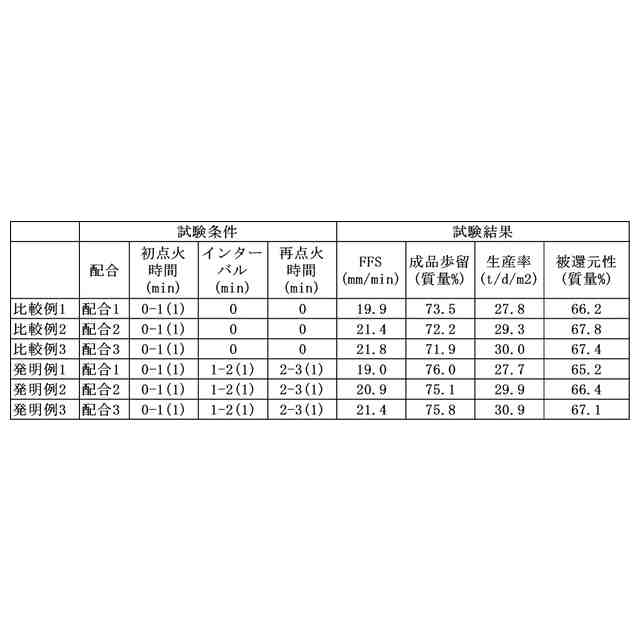
前記再点火炉により点火を開始するのは、前記点火完了後、0.5~2.5分であることを特徴とする請求項1から請求項5のいずれか一項に記載の焼結鉱の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、焼結鉱の製造方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
現在、高炉製銑の主原料は、焼結鉱である。焼結鉱は、通常、次のように製造される。まず、原料となる鉄鉱石、返鉱、製鋼ダスト等の含鉄原料粉、炭材、CaOを含む副原料を所定の割合で配合し、混合し、混合物を、造粒又は塊成化して焼結原料とする。次に、造粒又は塊成化された焼結原料を、ホッパより下方吸引式のドワイトロイド(DL)式焼結機のパレット上に焼結充填層を形成して載置し、載置した焼結充填層に上層(表層)から点火炉により焼結充填層中の炭材に点火する。そして、パレットを連続的に移動させながらパレットの下方から空気を吸引することにより酸素を供給し、焼結充填層内の炭材の燃焼が上層から下層に向けて進行することにより、炭材の燃焼熱により順次焼結させる。得られた焼結部(シンターケーキ)は、所定の粒径に粉砕、ふるい分け等により整粒して高炉製銑の原料である焼結鉱となる。
上記製造工程において、造粒又は塊成化するのは、焼結する際に空気の吸引によって加熱焼結を行うためであり、焼結原料が造粒されないままでは、焼結原料同士の隙間に小さい焼結原料が詰まるために空気の通気性が阻害され、焼結が滞るからである。
【0003】
ところで、近年の良質な鉄鉱石の枯渇に伴い、焼結原料として、造粒、塊成化しにくい微粉等の原料の配合割合を高くする要請が高くなっている。造粒時に粗粉に対し微粉の量が増えると、粗粉のまわりに付着する形で造粒される微粉は、粗粉の表面積に対し過剰となり、脱落しやすくなる。粗粉から脱落した微粉は、造粒された造粒物の隙間を埋めるようになり、通気性を阻害する。
【0004】
このような問題に対し、造粒、塊成化しにくい微粉等の原料のみを、造粒しやすい粗粉の原料とは別系統で各々独立して造粒しておき、後から、粗粉を造粒した造粒物と、微粉を造粒した造粒物を混合し、焼結機に装入する分割造粒技術(予備造粒技術)が公知である(たとえば、特許文献1、非特許文献1)。造粒しにくい造粒原料のみを、予備的に独立した造粒条件で強固に造粒しておくことにより、造粒しにくい原料に由来する造粒物の崩壊に伴う微粉の発生を防ぎ、発生した微粉が造粒物同士の隙間を塞ぐことを防止できるとされている。その結果、通気性が確保され、焼結層通気性向上による燃焼前線降下速度が向上し、生産率が向上する。このように焼結前線降下速度(焼結速度)が向上することにより、気孔が残存しやすくなり、焼結鉱が多孔質化(高気孔率)して被還元性が向上する。よって、被還元性の優れた焼結鉱が製造できる。
【0005】
ところが、分割造粒技術により通気性が向上し、燃焼前線降下速度が上昇するということは、空気が多量に供給され、燃料が速く燃え尽きるということでもある。燃料が速く燃え尽きると、焼結原料を加熱する時間が実質的に少なくなるので、焼結不十分な焼結鉱が発生し、成品歩留が低下する。
従って、分割造粒法(予備造粒技術)において、成品歩留が維持できれば、より生産率が向上する。
【先行技術文献】
【特許文献】
【0006】
特開平6-271949公報
【非特許文献】
【0007】
鉄と鋼Vol.76(1990)No.10 P.1642-1649
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明においては、分割造粒法において、製品歩留と、生産率を向上させることを課題とする。
【課題を解決するための手段】
【0009】
上記の課題を解決するための本発明の要旨とするところは、以下のとおりである。
[1]ドワイトロイド(DL)式焼結機を構成するパレットに、水分と炭材を添加して造粒された焼結原料を装入して原料充填層を形成し、原料充填層の上部から点火し、下方から大気を吸引することにより焼結する、前記原料充填層を焼結する焼結鉱の製造方法であって、前記焼結原料は、各々別系統で造粒する分割造粒法によって造粒された、予備造粒物と、本造粒物を含有しており、前記DL式焼結機は、点火炉と、前記点火炉下流側に所定の間隔を空けて配置される再点火炉を用いて、前記点火炉と前記再点火炉による再点火とを行い、前記点火炉及び再点火炉の間の距離d1(mm)を、下記L1に対し2%から10%の長さ距離とした、前記再点火炉により、前記原料充填層の上面を加熱することを特徴とする焼結鉱の製造方法。
L1:機長L2(mm)-点火炉のパレット進行方向長さX1-再点火炉のパレット進行方向長さX2(mm)
[2]前記焼結原料の前記予備造粒物と前記本造粒物全体に対する予備造粒物の比率が、炭材と水分を除いた内掛けで5~30質量%であることを特徴とする[1]に記載の焼結鉱の製造方法。
[3]前記予備造粒物は、粒径0.5mm以下である微粉が全体の80質量%以上を占める鉄鉱石を造粒したものであることを特徴とする[1]に記載の焼結鉱の製造方法。
[4]前記鉄鉱石がマグネタイト系微粉鉱石であることを特徴とする[3]に記載の焼結鉱の製造方法。
[5]前記予備造粒物が、微粉炭材で被覆されていることを特徴とする[4]に記載の焼結鉱の製造方法。
[6]前記再点火炉により点火を開始するのは、前記点火完了後、0.5~2.5分であることを特徴とする[1]から[5]のいずれか一項に記載の焼結鉱の製造方法。
【0010】
以下に課題を解決した経緯について詳細に説明する。
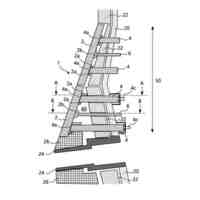
DL式焼結機において、点火された上層から下層に向けて順次焼結させて焼結させる場合、一般に、原料層の高さ方向の熱的分布は、下層部では熱量が十分であっても、上層部では熱量不足となる。それは、下層部では、上層部の焼成の進行により徐々に昇温し充分に予熱された後にコークスなどの炭材が燃焼し、さらに燃焼完了後も上層部の残熱により徐々に冷却されるのに対し、上層部では、原料中のコークスの燃焼完了後には上層より吸引される低温の空気により急冷されることによるものである。
上層部が熱量不足となると、この部分で焼結が十分に進行せず、上層部の焼結鉱の強度不足を引き起こし、全体の歩留も悪くなる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
鋼材
25日前
日本製鉄株式会社
鋼材
25日前
日本製鉄株式会社
鋼材
25日前
日本製鉄株式会社
鋼材
25日前
日本製鉄株式会社
ボルト
11日前
日本製鉄株式会社
筒型構造
1か月前
日本製鉄株式会社
管理装置
4日前
日本製鉄株式会社
耐摩耗鋼
1か月前
日本製鉄株式会社
リクレーマ
4日前
日本製鉄株式会社
高炉操業方法
23日前
日本製鉄株式会社
鋼の製造方法
24日前
日本製鉄株式会社
高Ni合金板
4日前
日本製鉄株式会社
高炉の操業方法
1日前
日本製鉄株式会社
溶鉄の製造方法
10日前
日本製鉄株式会社
高炉の冷却構造
7日前
日本製鉄株式会社
ステンレス鋼板
18日前
日本製鉄株式会社
高炉の操業方法
3日前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1日前
日本製鉄株式会社
スポット溶接継手
1日前
日本製鉄株式会社
焼結鉱の製造方法
18日前
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
日本製鉄株式会社
コークスの製造方法
11日前
日本製鉄株式会社
応力-歪関係推定方法
1か月前
日本製鉄株式会社
連続鋳造用浸漬ノズル
1日前
日本製鉄株式会社
試験体および試験方法
7日前
日本製鉄株式会社
除去装置及び搬送設備
4日前
日本製鉄株式会社
試験体および試験方法
7日前
日本製鉄株式会社
H形鋼およびその製造方法
17日前
日本製鉄株式会社
鋼材、及び、機械構造用部品
1か月前
日本製鉄株式会社
フェライト系ステンレス鋼板
23日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ