TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025154847
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024058078
出願日
2024-03-29
発明の名称
マスターバッチ、及びその製造方法
出願人
積水化学工業株式会社
代理人
個人
,
個人
主分類
C08J
3/22 20060101AFI20251002BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】添加剤の偏析が抑制され、濃度が安定したマスターバッチを提供する。
【解決手段】熱可塑性樹脂と、圧縮度10%以下である固形添加剤を少なくとも1種含有する、マスターバッチ。
【選択図】なし
特許請求の範囲
【請求項1】
熱可塑性樹脂と、圧縮度10%以下である固形添加剤を少なくとも1種含有する、マスターバッチ。
続きを表示(約 640 文字)
【請求項2】
球状、円柱状、又は角柱状のいずれかである、請求項1に記載のマスターバッチ。
【請求項3】
1mm以上5mm以下の平均短径を有するペレットである、請求項1又は2に記載のマスターバッチ。
【請求項4】
2mm以上10mm以下の平均長径を有するペレットである、請求項1又は2に記載のマスターバッチ。
【請求項5】
前記固形添加剤が、紫外線吸収剤、及び酸化防止剤の少なくともいずれかを含有する、請求項1又は2に記載のマスターバッチ。
【請求項6】
さらに液状添加剤を含む、請求項1又は2に記載のマスターバッチ。
【請求項7】
前記液状添加剤の含有量が、熱可塑性樹脂100質量部に対して、1質量部以上10質量部以下である、請求項6に記載のマスターバッチ。
【請求項8】
前記固形添加剤の含有量が、熱可塑性樹脂100質量部に対して、1質量部以上20質量部以下である、請求項1又は2に記載のマスターバッチ。
【請求項9】
マスターバッチに含有される添加剤の合計含有量が、熱可塑性樹脂100質量部に対して、1質量部以上20質量部以下である、請求項1又は2に記載のマスターバッチ。
【請求項10】
前記熱可塑性樹脂のガラス転移温度が40℃以上75℃以下である、請求項1又は2に記載のマスターバッチ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、合わせガラス用中間膜などにおいて使用されるマスターバッチ、及びその製造方法に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
合わせガラス用中間膜などの各種の用途で使用される樹脂組成物は、熱可塑性樹脂に、酸化防止剤、紫外線吸収剤、光安定剤などの様々な添加剤が添加されて構成されている。添加剤は、作業性、熱可塑性樹脂との混合性などの観点から、マスターバッチにして熱可塑性樹脂に添加されることがある(例えば、特許文献1参照)。マスターバッチは、予め目的とする組成物処方よりも添加剤を高濃度で熱可塑性樹脂に配合して形成されたものであり、一般的にペレット状に成形される。
【先行技術文献】
【特許文献】
【0003】
国際公開第2020/189335号
【発明の概要】
【発明が解決しようとする課題】
【0004】
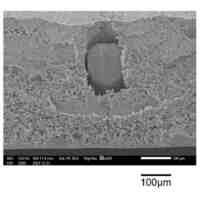
ところで、マスターバッチに固形添加剤が配合される場合、本発明者らの検討によると、熱可塑性樹脂と固形添加剤を混合する過程で固形添加剤が偏析したりして、固形添加剤の濃度にバラつきが生じることがある。マスターバッチにおいて濃度にバラつきがあると、合わせガラス用中間膜や樹脂組成物においても固形添加剤が偏在したり、添加剤の濃度が設計値とずれたりする不具合が生じることがある。
【0005】
そこで、本発明は、添加剤の偏析が抑制されたマスターバッチを提供することを課題とする。
【課題を解決するための手段】
【0006】
本発明者らは、鋭意検討の結果、マスターバッチに配合される固形添加剤の圧縮度を一定値以下とすることで上記課題を解決できることを見出し、以下の本発明を完成させた。すなわち、本発明は、以下の[1]~[21]を提供する。
[1]熱可塑性樹脂と、圧縮度10%以下である固形添加剤を少なくとも1種含有する、マスターバッチ。
[2]球状、円柱状、又は角柱状のいずれかである、上記[1]に記載のマスターバッチ。
[3]1mm以上5mm以下の平均短径を有するペレットである、上記[1]又は[2]に記載のマスターバッチ。
[4]2mm以上10mm以下の平均長径を有するペレットである、上記[1]~[3]のいずれかに記載のマスターバッチ。
[5]前記固形添加剤が、紫外線吸収剤、及び酸化防止剤の少なくともいずれかを含有する、上記[1]~[4]のいずれかに記載のマスターバッチ。
[6]さらに液状添加剤を含む、上記[1]~[5]のいずれかに記載のマスターバッチ。
[7]前記液状添加剤の含有量が、熱可塑性樹脂100質量部に対して、1質量部以上10質量部以下である、上記[6]に記載のマスターバッチ。
[8]前記固形添加剤の含有量が、熱可塑性樹脂100質量部に対して、1質量部以上20質量部以下である、上記[1]~[7]のいずれかに記載のマスターバッチ。
[9]マスターバッチに含有される添加剤の合計含有量が、熱可塑性樹脂100質量部に対して、1質量部以上20質量部以下である、上記[1]~[8]のいずれかに記載のマスターバッチ。
[10]前記熱可塑性樹脂のガラス転移温度が40℃以上75℃以下である、上記[1]~[9]のいずれかに記載のマスターバッチ。
[11]前記熱可塑性樹脂がアイオノマー樹脂である上記[1]~[10]のいずれかに記載のマスターバッチ。
[12]前記アイオノマー樹脂が、(メタ)アクリル酸に由来する構成単位(A)、(メタ)アクリル酸中和物の構成単位(B)、及びエチレンに由来する構成単位(C)を含む、上記[11]に記載のマスターバッチ。
[13]前記アイオノマー樹脂において、前記構成単位(A)及び(B)の合計含有量が、前記アイオノマー樹脂を構成する構成単位の全量基準で、10質量%以上25質量%以下である、上記[12]に記載のマスターバッチ。
[14]前記アイオノマー樹脂が、前記アイオノマー樹脂を構成する構成単位の全量基準で、前記構成単位(B)の含有量が4質量%以上18質量%以下である上記[12]又は[13]に記載のマスターバッチ。
[15]前記構成単位(B)が、ナトリウム、マグネシウムまたは亜鉛のいずれかを含む、上記[12]~[14]のいずれかに記載のマスターバッチ。
[16]前記熱可塑性樹脂がエチレン・(メタ)アクリル酸系共重合体である、上記[1]~[15]のいずれかに記載のマスターバッチ。
[17]前記エチレン・(メタ)アクリル酸系共重合体が、(メタ)アクリル酸に由来する構成単位(A)、及びエチレンに由来する構成単位(C)を含み、
前記構成単位(A)の含有量が、前記エチレン・(メタ)アクリル酸系共重合体を構成する構成単位の全量基準で、10質量%以上25質量%以下である、上記[16]に記載のマスターバッチ。
[18]熱可塑性樹脂に、圧縮度が10%以下である固形添加剤を少なくとも1種配合して熱可塑性樹脂組成物を得る工程を含む、マスターバッチの製造方法。
[19]前記熱可塑性樹脂組成物を押出成形する工程をさらに含む、上記[18]に記載のマスターバッチの製造方法。
[20]押出機において、前記押出成形を行い、かつ前記押出機における最高温度が、150℃以上220℃以下である、上記[19]に記載のマスターバッチの製造方法。
[21]前記熱可塑性樹脂を短径が1mm以上5mm以下、かつ長径が2mm以上10mm以下であるペレットで供給して、前記固形添加剤に混合される、上記[18]~[20]のいずれか1項に記載のマスターバッチの製造方法。
【発明の効果】
【0007】
本発明によれば、添加剤の偏析が抑制されたマスターバッチを提供することができる。
【発明を実施するための形態】
【0008】
以下、本発明について実施形態を参照して詳細に説明する。
<マスターバッチ>
本発明のマスターバッチは、熱可塑性樹脂と、圧縮度10%以下である固形添加剤を少なくとも1種含有する。以下、本発明のマスターバッチについて詳細に説明する。
【0009】
[固形添加剤]
本発明のマスターバッチは、上記の通りに、圧縮度10%以下である固形添加剤を少なくとも1種含有する。本発明では、圧縮度10%以下である固形添加剤を使用することで、マスターバッチにおける固形添加剤の偏析などを防止して、添加剤の濃度を安定させることができる。その結果、マスターバッチを用いて作製される合わせガラス用中間膜や樹脂組成物の性能や、ヘイズや可視光線透過率の光学特性などを安定せることができる。
【0010】
一方で、固形添加剤の圧縮度が10%を超えると、マスターバッチの製造過程において、固形添加剤を熱可塑性樹脂に混合する際に、固形添加剤が一部分に集中したりして、偏析が生じるおそれがある。例えば押出成形では、固形添加剤が熱可塑樹脂の間を通って熱可塑樹脂よりも先にダイまで供給されやすくなり、原料供給開始直後の生産初期におけるマスターバッチの固形添加剤の濃度が、生産後期よりも高くなりやすくなる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ユニチカ株式会社
透明シート
14日前
ユニチカ株式会社
透明シート
1か月前
株式会社コバヤシ
成形体
11日前
東レ株式会社
熱硬化性樹脂組成物
1か月前
東レ株式会社
引抜成形品の製造方法
1か月前
丸住製紙株式会社
変性パルプ
14日前
住友精化株式会社
吸水剤の製造方法
24日前
東レ株式会社
ポリエステルフィルム
18日前
東ソー株式会社
樹脂組成物および蓋材
1か月前
横浜ゴム株式会社
重荷重タイヤ
10日前
東ソー株式会社
樹脂組成物および蓋材
1か月前
東レ株式会社
ポリオレフィン微多孔膜
2か月前
東レ株式会社
ポリプロピレンフィルム
10日前
アイカ工業株式会社
光硬化性樹脂組成物
10日前
株式会社スリーボンド
硬化性樹脂組成物
10日前
株式会社コバヤシ
光硬化性組成物
2か月前
日本特殊陶業株式会社
樹脂成形体
24日前
UBE株式会社
衝撃吸収材
14日前
住友化学株式会社
樹脂組成物
10日前
株式会社カネカ
硬化性組成物
1か月前
株式会社カネカ
硬化性組成物
24日前
三洋化成工業株式会社
熱成形用樹脂組成物
6日前
株式会社カネカ
シーリング材
3日前
ノリタケ株式会社
担体構造体
4日前
伯東株式会社
ビニル化合物中の重合防止方法
2か月前
東レ株式会社
ポリエステル組成物の製造方法
17日前
東ソー株式会社
温度応答性ビーズの製造方法
26日前
株式会社サンエー化研
フィルム
3日前
ハイモ株式会社
油中水型エマルジョン重合体
10日前
株式会社スリーボンド
湿気硬化型樹脂組成物
3日前
ユニチカ株式会社
ポリアミド系樹脂フィルム
10日前
アキレス株式会社
燻蒸用生分解性樹脂シート
2か月前
株式会社村田製作所
樹脂組成物
2か月前
デンカ株式会社
磁性ビーズの製造方法
10日前
東ソー株式会社
末端変性ポリマー及び光学素子
2か月前
本田技研工業株式会社
樹脂成型品
4日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ