TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025162399
公報種別
公開特許公報(A)
公開日
2025-10-27
出願番号
2024065672
出願日
2024-04-15
発明の名称
検査装置
出願人
トヨタ車体株式会社
代理人
弁理士法人あいち国際特許事務所
主分類
G01N
21/892 20060101AFI20251020BHJP(測定;試験)
要約
【課題】材質の異なる複数のワークの面検査に係るコストを低く抑えることができる検査装置を提供する。
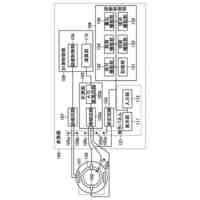
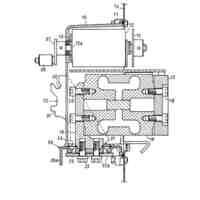
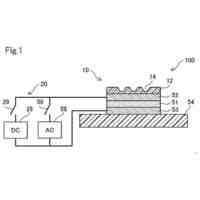
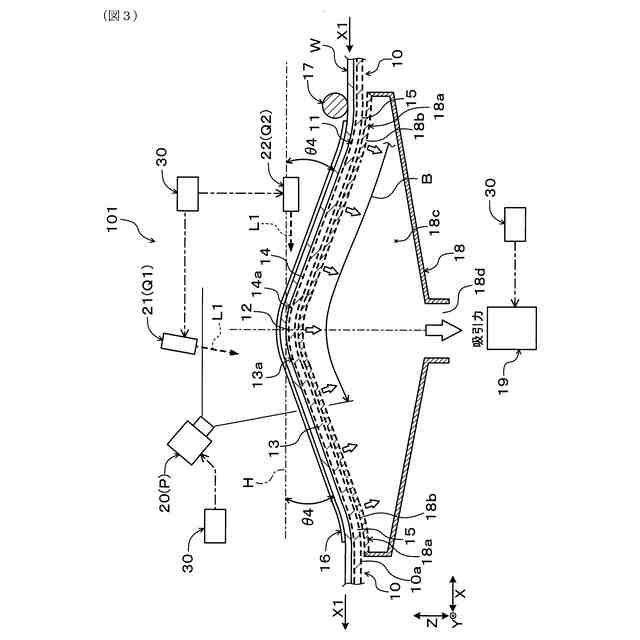
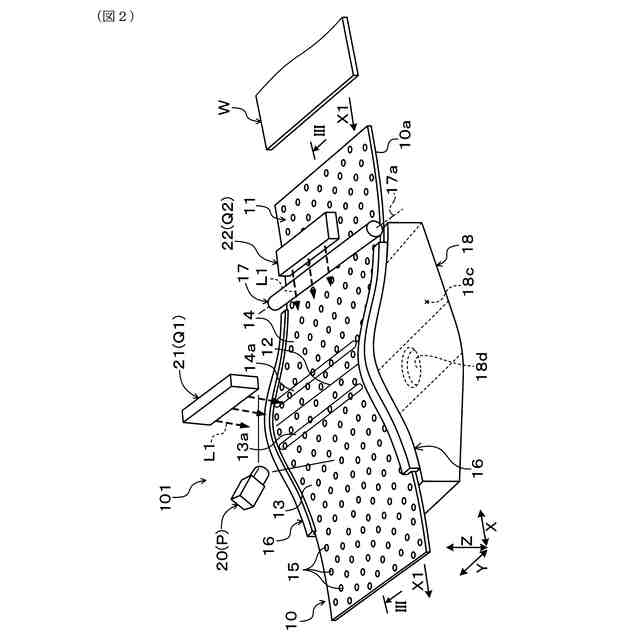
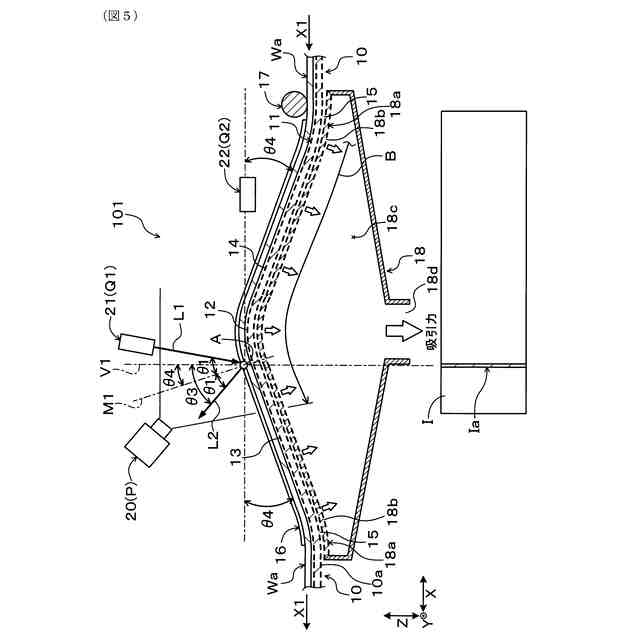
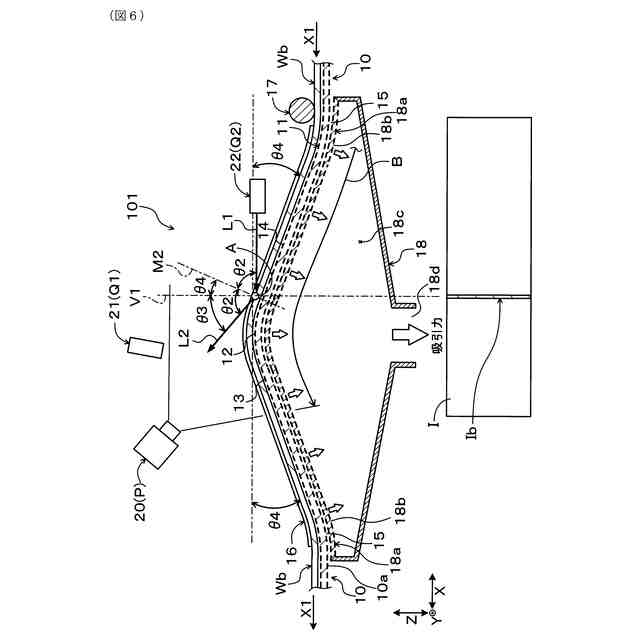
【解決手段】検査装置101は、ワークWを搬送方向X1に搬送するコンベア10と、ワークWを撮像するカメラ20と、照明部21,22と、を備え、コンベア10は、側面視で上向きに湾曲して延びる搬送面11を有し、搬送面11には、最頂部12から搬送方向X1の前側に下り傾斜した前側傾斜面13と、最頂部12から搬送方向X1の後側に下り傾斜した後側傾斜面14と、が設けられ、コンベア10に対するカメラ20の位置姿勢が固定されており、ワークWの材質に基づいて照明部21,22から前側傾斜面13の照射領域13aと後側傾斜面14の照射領域14aのいずれか一方に向けて検査光L1を照射し検査光L1がワークWの表面で反射したときの反射光をカメラ20で受光する。
【選択図】図3
特許請求の範囲
【請求項1】
シート状のワークを面検査する検査装置であって、
前記ワークを搬送方向に搬送するコンベアと、
前記ワークを撮像するカメラと、
検査光を照射可能な照明部と、
を備え、
前記コンベアは、側面視で上向きに湾曲して延びる搬送面を有し、前記搬送面には、最頂部から前記搬送方向の前側に下り傾斜した前側傾斜面と、前記最頂部から前記搬送方向の後側に下り傾斜した後側傾斜面と、が設けられ、
前記コンベアに対する前記カメラの位置姿勢が固定されており、
前記ワークの材質に基づいて前記照明部から前記前側傾斜面の照射領域と前記後側傾斜面の照射領域のいずれか一方に向けて前記検査光を照射し、前記検査光が前記ワークの表面で反射したときの反射光を前記カメラで受光するよう構成されている、検査装置。
続きを表示(約 890 文字)
【請求項2】
前記照明部には、前記前側傾斜面の前記照射領域に向けて前記検査光を照射可能な第1照明部と、前記後側傾斜面の前記照射領域に向けて前記検査光を照射可能な第2照明部と、が含まれ、前記第1照明部と前記第2照明部はいずれも前記コンベアに対する位置姿勢が固定されており、前記ワークの材質に基づいて前記第1照明部と前記第2照明部のいずれか一方から前記検査光を照射する、請求項1に記載の検査装置。
【請求項3】
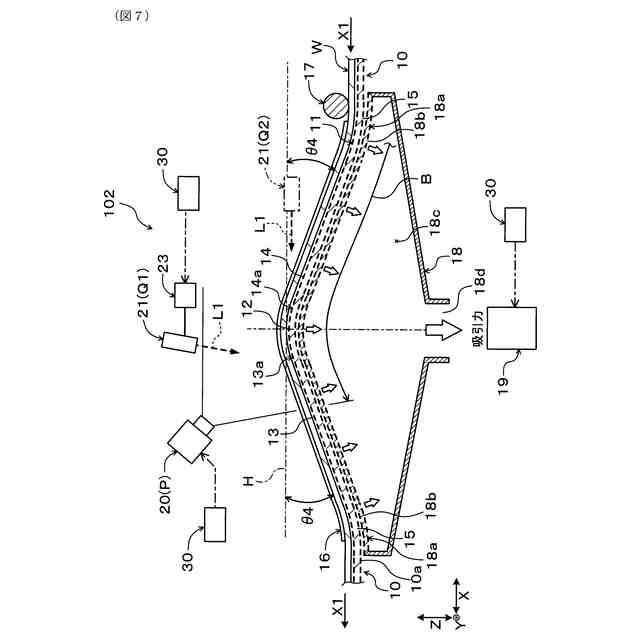
前記コンベアに対する前記照明部の位置姿勢を、前記ワークの材質に基づいて、前記前側傾斜面の前記照射領域に向けて前記検査光を照射する位置姿勢と、前記後側傾斜面の前記照射領域に向けて前記検査光を照射する位置姿勢と、のいずれかに調整する位置姿勢調整部を備える、請求項1に記載の検査装置。
【請求項4】
前記前側傾斜面の前記照射領域と前記後側傾斜面の前記照射領域は、当該照射領域に向かう前記検査光についての前記反射光が互いに平行に進行するように設定される、請求項1~3のいずれか一項に記載の検査装置。
【請求項5】
前記コンベアは、前記搬送方向に沿って水平に延びる水平基準面に対する傾斜角が前記前側傾斜面と前記後側傾斜面で同一となるように構成されている、請求項1~3のいずれか一項に記載の検査装置。
【請求項6】
前記ワークを前記コンベアの前記搬送面の形状に倣うようにガイドするガイド機構部を備える、請求項1~3のいずれか一項に記載の検査装置。
【請求項7】
前記コンベアの前記搬送面には複数の貫通孔が設けられており、
前記ガイド機構部は、前記コンベアの裏面を支持する支持部と前記コンベアの前記複数の貫通孔に連通する吸気空間を有する吸気ケースと、前記吸気ケースに前記吸気空間の空気を吸引可能に接続される吸引機と、を備える、請求項6に記載の検査装置。
【請求項8】
前記カメラは、前記ワークを面で撮像するエリアカメラである、請求項1~3のいずれか一項に記載の検査装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、検査装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
自動車部品などに使用されるプレス部品は、コイル材を切断工程で切り出した後、切り出されたワークをプレス工程で成形することによって製造されるのが一般的である。切断工程では、ワークの表面に打痕が発生して、外観上の面品質に影響を与えるおそれがある。そこで、ワークの面品質をチェックするために、カメラや照明などの撮像機器を使用してコイル材を自動で面検査する検査装置が使用される。特に、材質の異なる複数のワークを同一の検査装置で面検査する場合には、各ワークの表面における検査光の反射特性の違いを考慮する必要がある。
【0003】
そこで、この種の検査装置として、下記特許文献1に開示の検査装置を使用することができる。この検査装置は、ワークである基板の表面情報を取得する取得手段と、取得手段により取得された基板の表面情報に基づいて、基板の表面の検査領域に対する光源の検査光の入射角を調整する角度調整手段と、取得手段により取得された基板の表面情報に基づいて、カメラの撮像位置および撮像姿勢を調整するカメラ調整手段と、を備えている。
【先行技術文献】
【特許文献】
【0004】
特開2007-309718号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記構成の検査装置を使用すれば、ワークに対する検査光の反射特性の違いに応じて、光源の検査光の入射角を調整するとともに、カメラの撮像位置および撮像姿勢を調整する。これにより、材質の異なる複数のワークを同一の検査装置で面検査することが可能になる。ところが、カメラ調整手段によってカメラの撮像位置および撮像姿勢を調整する構造は、構造が複雑であり設備やメンテナンスにかかるコストが高いという問題を抱えている。そこで、複数のカメラを撮像位置および撮像姿勢が互いに異なるように設置するという対策も考えられる。しかしながら、カメラ自体が高価であるためこの対策の場合も同様の問題が生じ得る。
【0006】
本発明は、かかる課題に鑑みてなされたものであり、材質の異なる複数のワークの面検査に係るコストを低く抑えることができる検査装置を提供しようとするものである。
【課題を解決するための手段】
【0007】
本発明の一態様は、
シート状のワークを面検査する検査装置であって、
前記ワークを搬送方向に搬送するコンベアと、
前記ワークを撮像するカメラと、
検査光を照射可能な照明部と、
を備え、
前記コンベアは、側面視で上向きに湾曲して延びる搬送面を有し、前記搬送面には、最頂部から前記搬送方向の前側に下り傾斜した前側傾斜面と、前記最頂部から前記搬送方向の後側に下り傾斜した後側傾斜面と、が設けられ、
前記コンベアに対する前記カメラの位置姿勢が固定されており、
前記ワークの材質に基づいて前記照明部から前記前側傾斜面の照射領域と前記後側傾斜面の照射領域のいずれか一方に向けて前記検査光を照射し、前記検査光が前記ワークの表面で反射したときの反射光を前記カメラで受光するよう構成されている、検査装置、
にある。
【発明の効果】
【0008】
上述の態様の検査装置において、コンベアの搬送面は、搬送方向に対する側面視で上向きに湾曲して延びており、最頂部から搬送方向の前側に下り傾斜した前側傾斜面と、最頂部から搬送方向の後側に下り傾斜した後側傾斜面と、を有する。カメラは、コンベアに対する位置姿勢が固定されており、照明部から照射された検査光がワークの表面で反射したときの反射光を受光することによってワークを撮像する。
【0009】
材質の異なる複数のワークの面検査を同一の検査装置で実施する場合、各ワークの表面における検査光の反射特性の違いがあるため、コンベアに対するカメラの位置姿勢を固定したままで各ワークを適正に撮影することが難しい。そこで、本態様では、コンベアの搬送面のうち前側傾斜面と後側傾斜面のそれぞれにワークにおける検査光の反射特性に応じた照射領域を設定している。そして、ワークの材質に基づいて照明部から前側傾斜面の照射領域と後側傾斜面の照射領域のいずれか一方に向けて検査光を照射する。これにより、コンベアに対する位置姿勢が固定された1つのカメラを使用する場合であっても、材質の異なる複数のワークのいずれもこのカメラで撮像することが可能になる。この場合、カメラの数を減らすことができる。また、カメラの位置姿勢を調整する構造が不要であり、その構造のための設備やメンテナンスにかかるコストが生じない。
【0010】
以上のごとく、上述の態様によれば、材質の異なる複数のワークの面検査に係るコストを低く抑えることができる検査装置を提供することが可能になる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
メジャー文具
29日前
日本精機株式会社
検出装置
今日
個人
採尿及び採便具
6日前
個人
高精度同時多点測定装置
21日前
個人
アクセサリー型テスター
22日前
株式会社ミツトヨ
測定器
12日前
ユニパルス株式会社
ロードセル
28日前
甲神電機株式会社
電流検出装置
今日
アズビル株式会社
電磁流量計
15日前
ダイキン工業株式会社
監視装置
26日前
株式会社チノー
放射光測温装置
28日前
トヨタ自動車株式会社
監視装置
27日前
株式会社ヨコオ
ソケット
28日前
株式会社ヨコオ
ソケット
27日前
TDK株式会社
ガスセンサ
28日前
TDK株式会社
ガスセンサ
1か月前
双庸電子株式会社
誤配線検査装置
1日前
長崎県
形状計測方法
22日前
個人
システム、装置及び実験方法
15日前
TDK株式会社
磁気センサ
27日前
愛知時計電機株式会社
ガスメータ
12日前
ローム株式会社
半導体装置
20日前
大和製衡株式会社
組合せ計量装置
9日前
ローム株式会社
半導体装置
20日前
愛知電機株式会社
軸部材の外観検査装置
9日前
大和製衡株式会社
組合せ計量装置
9日前
ダイハツ工業株式会社
移動支援装置
27日前
日本特殊陶業株式会社
センサ
26日前
トヨタ自動車株式会社
測定システム
19日前
三恵技研工業株式会社
融雪レドーム
27日前
多摩川精機株式会社
冗長エンコーダ
27日前
中国電力株式会社
電柱管理システム
26日前
日本特殊陶業株式会社
センサ
26日前
株式会社デンソー
電流センサ
20日前
日本特殊陶業株式会社
センサ
26日前
TDK株式会社
電磁波センサ
28日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ