TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025165104
公報種別
公開特許公報(A)
公開日
2025-11-04
出願番号
2024068984
出願日
2024-04-22
発明の名称
研削システム
出願人
株式会社ダイヘン
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
49/12 20060101AFI20251027BHJP(研削;研磨)
要約
【課題】研削品質を維持しつつ生産性を高めることができる研削システムを提供する。
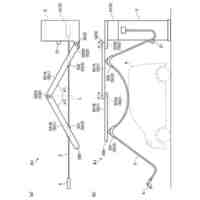
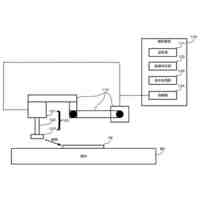
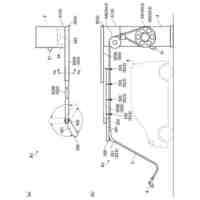
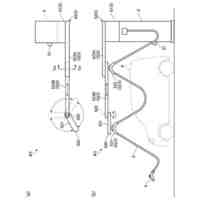
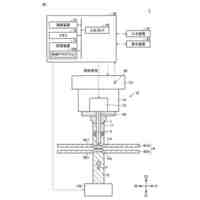
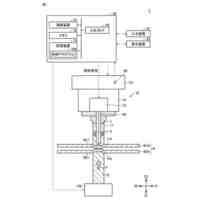
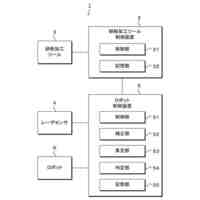
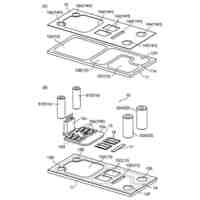
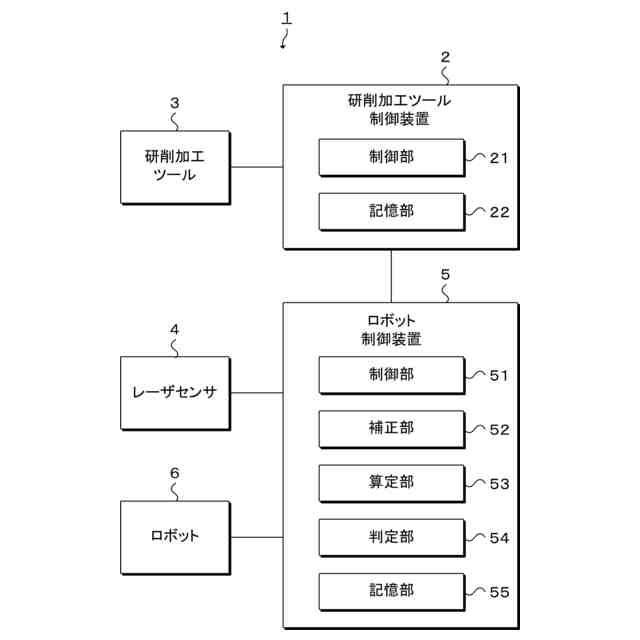
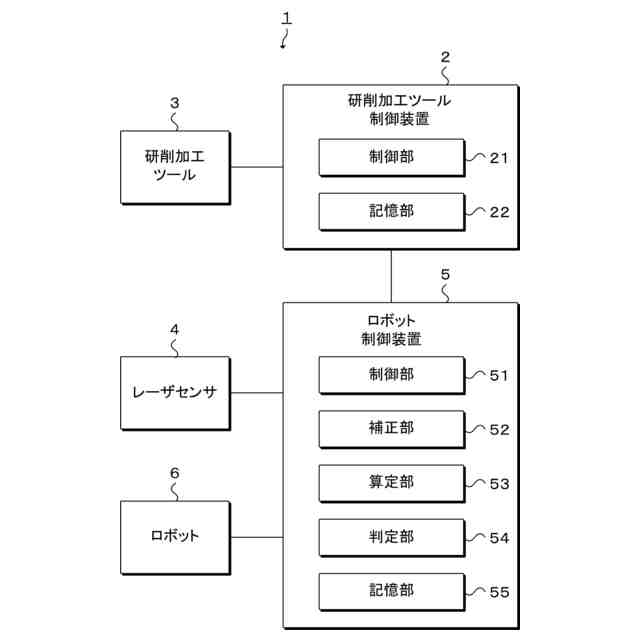
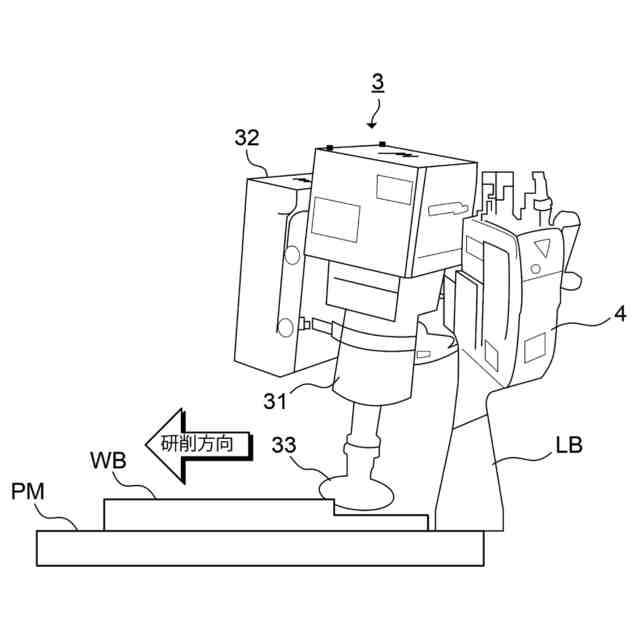
【解決手段】研削システム1は、マニピュレータの先端に取り付けられ、溶接ビードを研削する研削加工ツール3と、研削加工ツール3の研削時の移動方向における研削加工ツール3の後方側において、溶接ビード周辺の表面形状データを取得するレーザセンサ4と、レーザセンサ4により取得される表面形状データに基づいて、研削加工ツール3の移動経路を補正する補正部52と、表面形状データに基づいて、研削加工ツール3による研削条件を算定する算定部53と、研削加工ツール3の移動経路及び研削条件に基づいて、研削加工ツール3に溶接ビードを研削させる制御部51及び制御部21と、を備え、レーザセンサ4は、溶接ビードに研削作業を実施する前と、溶接ビードに研削作業を実施している時と、に表面形状データを取得する。
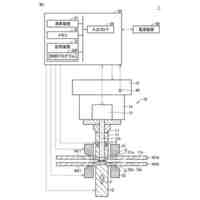
【選択図】図2
特許請求の範囲
【請求項1】
マニピュレータの先端に取り付けられ、溶接ビードを研削する研削加工ツールと、
前記研削加工ツールの研削時の移動方向における前記研削加工ツールの後方側において、溶接ビード周辺の表面形状データを取得するセンサ部と、
前記センサ部により取得される前記表面形状データに基づいて、前記研削加工ツールの移動経路を補正する補正部と、
前記センサ部により取得される前記表面形状データに基づいて、前記研削加工ツールによる研削条件を算定する算定部と、
前記補正部により補正された前記研削加工ツールの移動経路、及び前記算定部により算定される前記研削条件に基づいて、前記研削加工ツールに前記溶接ビードを研削させる制御部と、
を備え、
前記センサ部は、前記溶接ビードに研削作業を実施する前と、前記溶接ビードに研削作業を実施している時と、に前記表面形状データを取得する、
研削システム。
続きを表示(約 830 文字)
【請求項2】
前記補正部は、予め教示された前記溶接ビードの基準位置と、前記センサ部により取得される前記表面形状データに基づいて特定される前記溶接ビードの位置と、の差分により、前記研削加工ツールの移動経路の補正量を算出し、算出した前記補正量を前記研削加工ツールの移動経路に付加することで、前記研削加工ツールの移動経路を補正する、
請求項1記載の研削システム。
【請求項3】
前記研削条件は、前記研削加工ツールの回転速度と、前記研削加工ツールを前記溶接ビードに押し付ける押圧力と、前記研削加工ツールの移動速度と、を含む、
請求項1記載の研削システム。
【請求項4】
前記算定部は、前記センサ部により取得される前記表面形状データに基づいて特定される前記溶接ビードから研削する領域となる研削領域の体積と、前記研削加工ツールの研削能力と、を用いて、前記研削条件を算定する、
請求項1記載の研削システム。
【請求項5】
前記算定部は、前記研削加工ツールの単位時間当たりの研削量と、前記研削加工ツールに含まれる研削部の摩耗度と、に基づいて、前記研削加工ツールの研削能力を算出する、
請求項4記載の研削システム。
【請求項6】
前記算定部は、前記溶接ビードの研削作業時に前記センサ部により取得される前記表面形状データを用いて特定される研削量と、当該研削作業時における前記研削加工ツールの研削能力により期待される研削量と、の差分に基づいて、次回研削作業時の前記研削加工ツールの研削能力を算定する際に用いる前記研削部の摩耗度を算出する、
請求項5記載の研削システム。
【請求項7】
前記溶接ビードの研削作業時に前記センサ部により取得される前記表面形状データに基づいて、溶接の接合不良を判定する判定部を、さらに備える、
請求項1記載の研削システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削システムに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
下記特許文献1には、溶接ビード周辺の三次元測定による三次元データに基づいて研削作業量を決定して研削するシステムが開示されている。また、下記特許文献2には、研削ツールに取り付けられた砥石の摩耗による研削品質の低下を抑えるために、研削加工中の研削工具の押し付け反力であるトルク指令値に基づいて工作物の同一箇所を複数回同じ軌道に沿って研削加工し、異なる反復回で取得したトルク指令値の差分に基づいて研削加工の加工点を補正する研削システムが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2006-35307号公報
特許第7294448号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、研削加工では、一般的に研削後の仕上がり具合に基づいて研削加工の品質を評価する。しかし、特許文献1に記載のような三次元計測装置を別に用いて研削後の仕上がり具合を検査すると、コストが増大することになる。また、このような仕上がり具合の検査は、研削作業の後工程として実施されることになる。したがって、検査の結果、研削品質が不良であると判断された場合に、その検査中に並行して研削されていた他のワークも同じ研削条件で研削していることから、品質不良となる可能性がある。このような状況を回避するために、特許文献2に記載のように、研削条件を変更しながら研削作業を実施することも考えられる。しかし、この場合であっても、検査が完了しないと学習が完了せず、それまでは不適切な研削条件のまま作業させるか、学習を完了させるまで研削作業を待機させる必要があり、生産性が低下する要因になる。
【0005】
そこで、本発明は、研削品質を維持しつつ生産性を高めることができる研削システムを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の一態様に係る研削システムは、マニピュレータの先端に取り付けられ、溶接ビードを研削する研削加工ツールと、研削加工ツールの研削時の移動方向における研削加工ツールの後方側において、溶接ビード周辺の表面形状データを取得するセンサ部と、センサ部により取得される表面形状データに基づいて、研削加工ツールの移動経路を補正する補正部と、センサ部により取得される表面形状データに基づいて、研削加工ツールによる研削条件を算定する算定部と、補正部により補正された研削加工ツールの移動経路、及び算定部により算定される研削条件に基づいて、研削加工ツールに溶接ビードを研削させる制御部と、を備え、センサ部は、溶接ビードに研削作業を実施する前と、溶接ビードに研削作業を実施している時と、に表面形状データを取得する。
【0007】
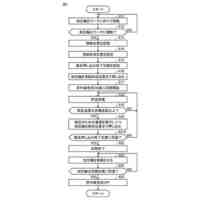
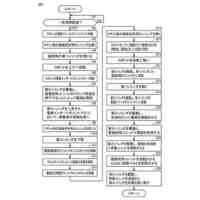
この態様によれば、研削作業の実施前と実施中に、研削加工ツールの後方側で溶接ビード周辺の表面形状データを取得し、その表面形状データに基づいて、研削加工ツールの移動経路の補正及び研削加工ツールによる研削条件の算定を実施し、補正された移動経路及び算定された研削条件に基づいて、研削加工ツールに溶接ビードを研削させることが可能となる。
【0008】
これにより、作業者は、研削作業の実施前と実施中に研削加工ツールの後方側で取得した溶接ビード周辺の表面形状データに基づいて、研削状態を評価しながら研削作業を進めていくことが可能となる。
【0009】
上記態様において、補正部は、予め教示された溶接ビードの基準位置と、センサ部により取得される表面形状データに基づいて特定される溶接ビードの位置と、の差分により、研削加工ツールの移動経路の補正量を算出し、算出した補正量を研削加工ツールの移動経路に付加することで、研削加工ツールの移動経路を補正してもよい。
【0010】
この態様によれば、取得した溶接ビード周辺の表面形状データにより特定される溶接ビードの位置と、教示した基準位置との差分に合わせて研削加工ツールの移動経路を補正することができるため、研削作業の精度を高めることが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ダイヘン
充電装置
26日前
株式会社ダイヘン
制御装置
26日前
株式会社ダイヘン
充電装置
26日前
株式会社ダイヘン
充電装置
26日前
株式会社ダイヘン
搬送装置
26日前
株式会社ダイヘン
充電装置
26日前
株式会社ダイヘン
溶接トーチ
1日前
株式会社ダイヘン
溶接電源装置
26日前
株式会社ダイヘン
電力管理装置
1か月前
株式会社ダイヘン
固相接合装置
1か月前
株式会社ダイヘン
固相接合装置
1か月前
株式会社ダイヘン
固相接合装置
1か月前
株式会社ダイヘン
固相接合装置
1か月前
株式会社ダイヘン
電力変換装置
29日前
株式会社ダイヘン
電力システム
29日前
株式会社ダイヘン
回生ユニット
27日前
株式会社ダイヘン
電極交換装置
1日前
株式会社ダイヘン
研削システム
1日前
株式会社ダイヘン
インバータ装置
21日前
株式会社ダイヘン
パルス電源装置
26日前
株式会社ダイヘン
レーザ接合装置
1日前
株式会社ダイヘン
プラズマ発生器
1か月前
株式会社ダイヘン
絶縁紙巻回装置
1か月前
株式会社ダイヘン
インバータ装置
26日前
株式会社ダイヘン
変圧器組立装置
26日前
株式会社ダイヘン
パワーモジュール
26日前
株式会社ダイヘン
ロボットシステム
1か月前
株式会社ダイヘン
ロボットシステム
1か月前
株式会社ダイヘン
積層造形システム
6日前
株式会社ダイヘン
積層造形システム
6日前
株式会社ダイヘン
積層造形システム
6日前
株式会社ダイヘン
パワーモジュール
26日前
株式会社ダイヘン
熱加工用電源装置
7日前
株式会社ダイヘン
熱加工用電源装置
13日前
株式会社ダイヘン
パワーモジュール
26日前
株式会社ダイヘン
溶接ワイヤ送給機構
1日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ