TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025163946
公報種別
公開特許公報(A)
公開日
2025-10-30
出願番号
2024067607
出願日
2024-04-18
発明の名称
積層造形システム
出願人
株式会社ダイヘン
代理人
弁理士法人深見特許事務所
主分類
B23K
9/04 20060101AFI20251023BHJP(工作機械;他に分類されない金属加工)
要約
【課題】消耗電極ワイヤを用いる際に溶着ビードを安定して積層する。
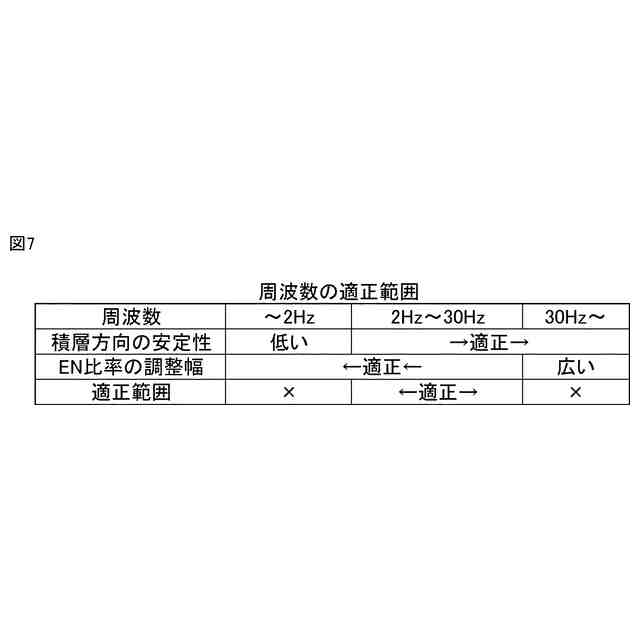
【解決手段】積層造形システム1は、溶接トーチ20と、ロボットアーム40と、溶接電源10と、交流の周波数およびEN比率を制御する制御装置30とを備える。交流の周波数に関わらず、EN比率の変更周期は一定である。制御装置30は、交流の周波数を2Hz以上30Hz以下の値にする。
【選択図】図7
特許請求の範囲
【請求項1】
短絡移行を伴う消耗電極式アーク溶接法を用いて、消耗電極ワイヤに溶接電流を供給し、溶着ビードを積層して造形物を造形する積層造形システムであって、
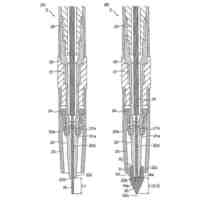
前記消耗電極ワイヤを用いた前記溶着ビードの積層を実行する溶接トーチと、
前記溶接トーチを移動する駆動装置と、
前記溶接電流として交流を前記消耗電極ワイヤに供給する溶接電源と、
前記交流の周波数およびEN比率を制御する制御装置とを備え、
前記交流の周波数に関わらず、前記EN比率の変更周期は一定であり、
前記制御装置は、前記交流の周波数を2Hz以上30Hz以下の値にする、積層造形システム。
続きを表示(約 520 文字)
【請求項2】
前記交流の周波数が第1周波数である場合の前記EN比率の調整単位は、前記交流の周波数が前記第1周波数よりも高い第2周波数である場合の前記EN比率の調整単位よりも小さくなるように設定される、請求項1に記載の積層造形システム。
【請求項3】
前記制御装置は、前記溶着ビードの積層高さを高くする場合に前記EN比率を増加させる、請求項1または請求項2に記載の積層造形システム。
【請求項4】
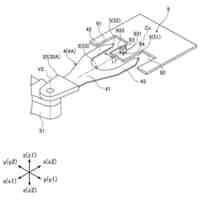
前記溶着ビードを積層させる際に、積層する手前の前記溶着ビードの形状を検出する形状センサをさらに備え、
前記制御装置は、前記形状センサが検出した前記溶着ビードの形状に応じて、前記交流の周波数および前記EN比率の少なくとも一方を制御する、請求項1または請求項2に記載の積層造形システム。
【請求項5】
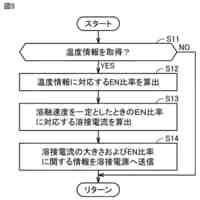
前記溶着ビードを積層させる際に、積層する手前の前記溶着ビードの温度を検出する温度センサをさらに備え、
前記制御装置は、前記温度センサが検出した前記溶着ビードの温度に応じて、前記交流の周波数および前記EN比率の少なくとも一方を制御する、請求項1または請求項2に記載の積層造形システム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、積層造形システムに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特開2022-106172号公報(特許文献1)には、溶着ビードを積層して造形物を造形し、溶着ビードの高さが計画高さとずれた場合に溶接条件を変更することが開示されている。特開2022-106172号公報(特許文献1)では、溶着ビードを積層する際に消耗式電極を用い、積層の高さに応じて溶接速度を変更している。
【先行技術文献】
【特許文献】
【0003】
特開2022-106172号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
溶着ビードを積層する場合には、溶着量だけでなく外部から溶融部に与えられる熱量である入熱も同時に考慮しなければ、積層する溶着ビードの形状が安定しない可能性がある。特開2022-106172号公報(特許文献1)は、消耗式電極を用いる場合には、溶着ビードの高さを変更するために溶着量を変えると、入熱に影響する溶接電流の大きさも同時に変わるため、溶着ビードへの入熱が過剰または不足する可能性があり、溶着ビードを安定した形状で積層することに関して十分とは言えなかった。
【0005】
本開示の目的は、短絡移行を伴う消耗電極式アーク溶接において、溶着ビードを安定して積層することのできる技術を提供することである。
【課題を解決するための手段】
【0006】
本開示は、短絡移行を伴う消耗電極式アーク溶接法を用いて、消耗電極ワイヤに溶接電流を供給し、溶着ビードを積層して造形物を造形する積層造形システムに関する。積層造形システムは、消耗電極ワイヤを用いた溶着ビードの積層を実行する溶接トーチと、溶接トーチを移動する駆動装置と、溶接電流として交流を消耗電極ワイヤに供給する溶接電源と、交流の周波数およびEN比率を制御する制御装置とを備える。制御装置は、交流の周波数を2Hz以上30Hz以下の値にする。
【発明の効果】
【0007】
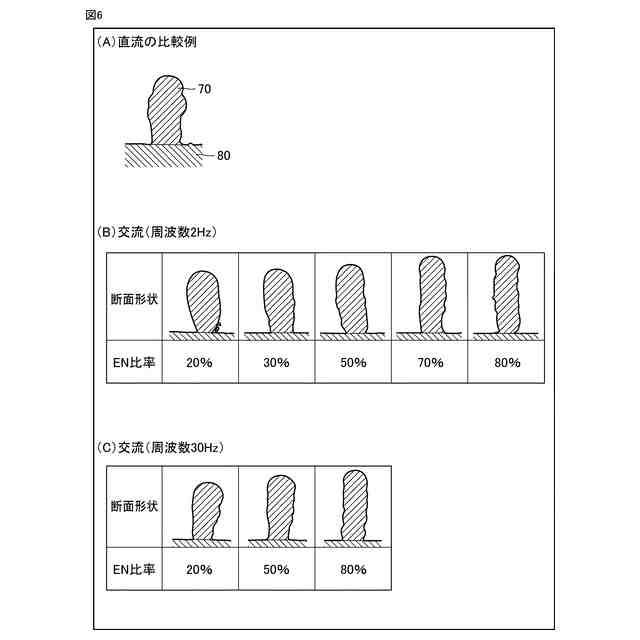
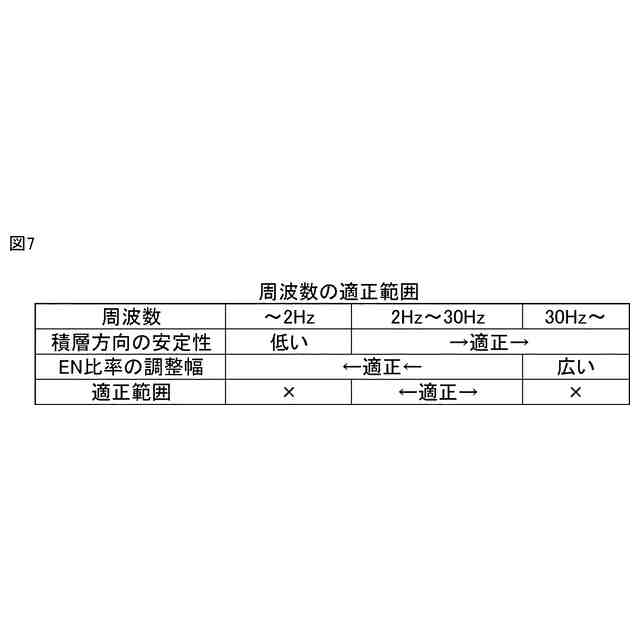
溶着ビードの溶着量は、同じ溶接電流でもEN比率の変更によって入熱量を容易に変更することができる。本開示の積層造形システムは、交流の周波数を2Hz以上30Hz以下の値としている。これによって、本開示の積層造形システムは、積層方向の安定性を確保しつつ、EN比率を細かく調整することができるため、消耗電極ワイヤを用いる際に溶着ビードを安定して積層することができる。
【図面の簡単な説明】
【0008】
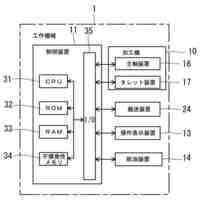
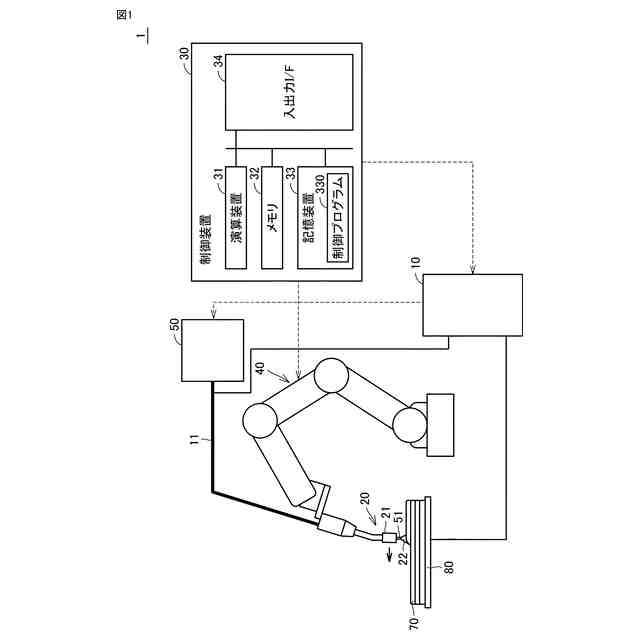
実施の形態1に係る積層造形システムを概略的に示す図である。
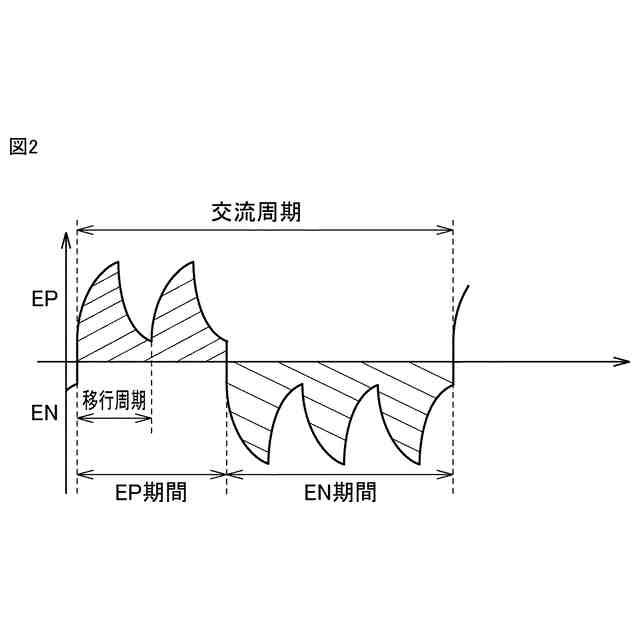
EN比率を説明するための図である。
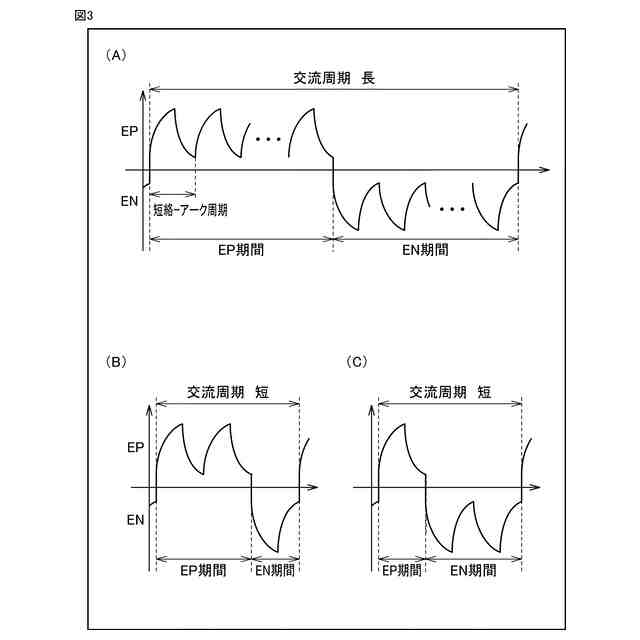
交流1周期におけるEN比率の違いを説明するための図である。
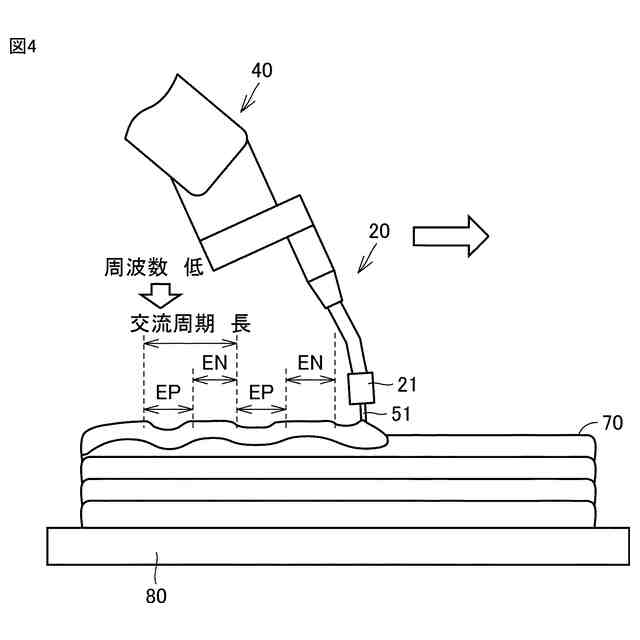
周波数が低い場合の溶接ビードの積層状態を説明するための図である。
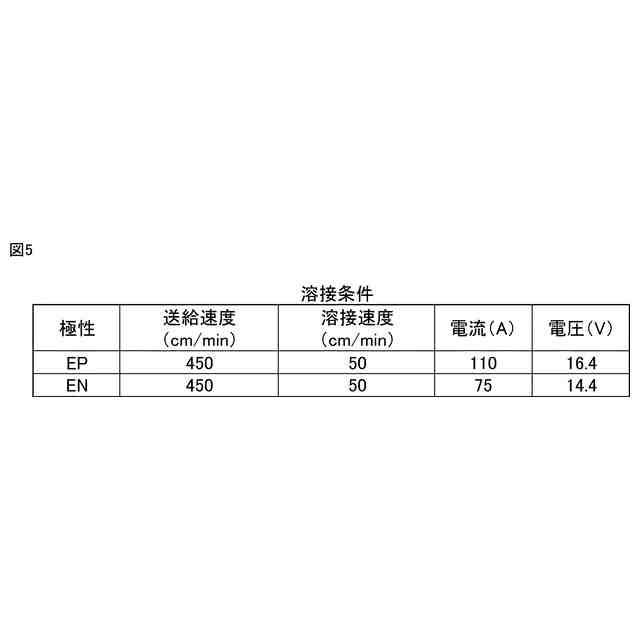
実施の形態1に係る溶接条件の一例を説明するための図である。
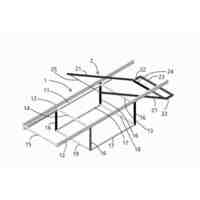
積層された溶着ビードの断面形状を示す図である。
実施の形態1に係る周波数の適正範囲を説明するための図である。
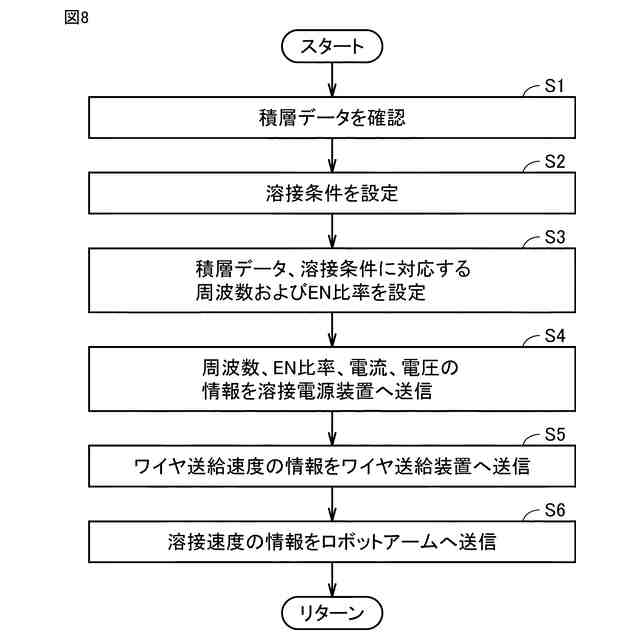
実施の形態1に係る制御内容を示すフローチャートである。
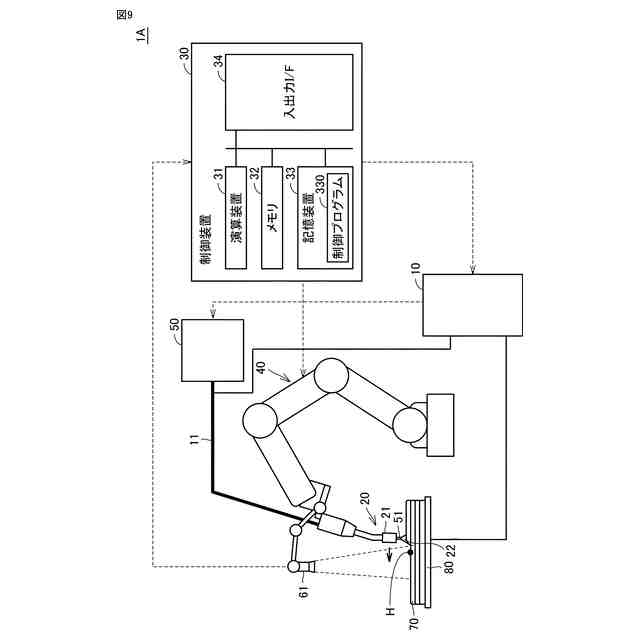
実施の形態2に係る積層造形システムを概略的に示す図である。
【発明を実施するための形態】
【0009】
以下、本開示の実施の形態について、図面を参照しながら詳細に説明する。なお、図中同一又は相当部分には同一符号を付してその説明は繰り返さない。
【0010】
[実施の形態1]
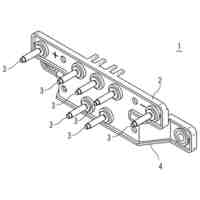
図1は、実施の形態1に係る積層造形システム1を概略的に示す図である。積層造形システム1は、ロボットアーム40と、溶接トーチ20と、溶接電源10と、ワイヤ送給装置50と、制御装置30とを備える。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ダイヘン
積層造形システム
3日前
株式会社ダイヘン
積層造形システム
3日前
株式会社ダイヘン
積層造形システム
3日前
株式会社ダイヘン
熱加工用電源装置
4日前
株式会社ダイヘン
熱加工用電源装置
10日前
株式会社ダイヘン
充電装置、および、電力システム
16日前
株式会社ダイヘン
ティーチングチップおよびこれを装着した溶接ロボット
3日前
株式会社ダイヘン
タップ切換台
3日前
株式会社ダイヘン
搬送ロボットの教示システム、および搬送ロボットの教示方法
6日前
個人
タップ
5か月前
個人
フライス盤
1か月前
個人
加工機
5か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
5か月前
日東精工株式会社
ねじ締め機
5か月前
株式会社北川鉄工所
回転装置
4か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
5か月前
日東精工株式会社
ねじ締め機
24日前
日東精工株式会社
ねじ締め機
1か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
3か月前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
3か月前
日東精工株式会社
ねじ締め装置
4か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
23日前
個人
切削油供給装置
2か月前
個人
型枠製造装置のフレーム
1か月前
株式会社アンド
半田付け方法
5か月前
株式会社アンド
半田付け方法
1か月前
株式会社富田製作所
支持構造
3日前
株式会社アンド
半田付け方法
5か月前
中国電力株式会社
養生シート
17日前
キヤノン電子株式会社
加工システム
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ