TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024137612
公報種別
公開特許公報(A)
公開日
2024-10-07
出願番号
2023143578
出願日
2023-09-05
発明の名称
大口径PEパイプ溶着設備
出願人
中鉄一局集団市政環保工程有限公司
,
China Railway First Group Municipal Environmental Protection Engineering Co., LTD
,
中鉄一局集団有限公司
,
CHINA RAILWAY FIRST GROUP CO., LTD
代理人
個人
,
個人
主分類
B29C
65/18 20060101AFI20240927BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】大口径PEパイプ溶着設備の提供。
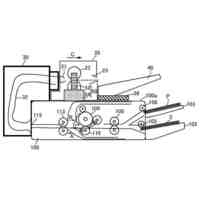
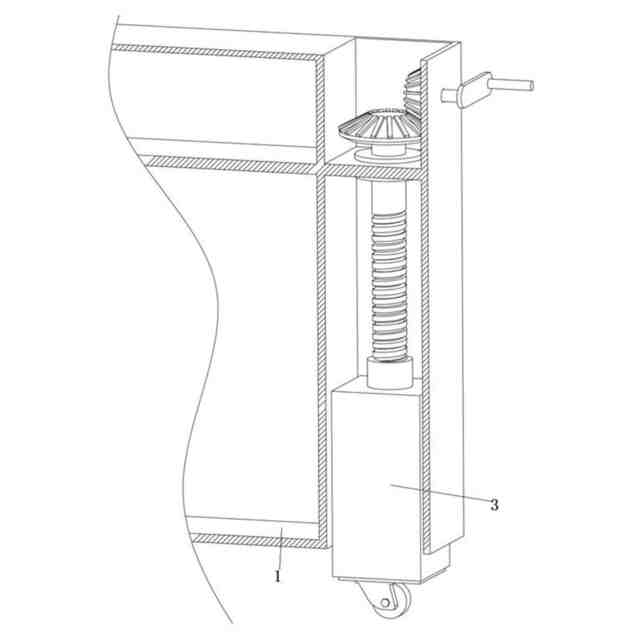
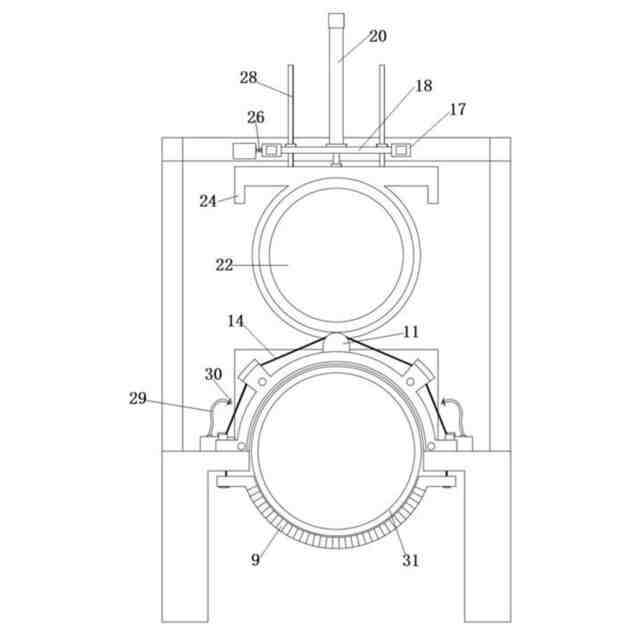
【解決手段】本体受け1と、挟持機構と、ロック機構と、PLC電気制御キャビネット2と、シンニング加熱機構と、除塵機構と、昇降キャスタと含み、本体受けは、底部が中空であるフレーム構造であり、挟持機構は、本体受けに対称に設けられ、昇降キャスタは、本体受けの底部に設けられ、除塵機構は、本体受けに固定され、長溝の両側に位置し、ロック機構は、挟持機構に設けられ、PLC電気制御キャビネットは、本体受けの内部に設けられ、シンニング加熱機構は、本体受けの先端に設けられ、挟持機構、ロック機構、シンニング加熱機構及び除塵機構は、何れもPLC電気制御キャビネットに電気的に接続される。本発明は、大口径PEパイプ31の溶着時の移動を小さくし、溶着設備からの大口径PEパイプの分離を容易にする。
【選択図】図1
特許請求の範囲
【請求項1】
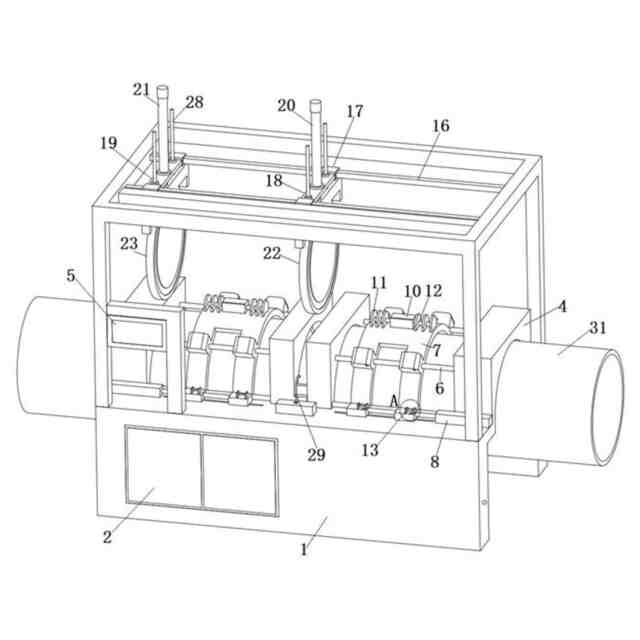
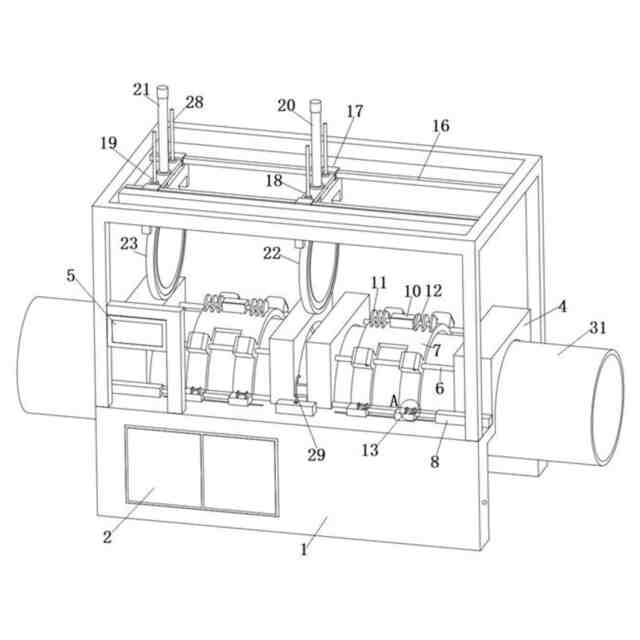
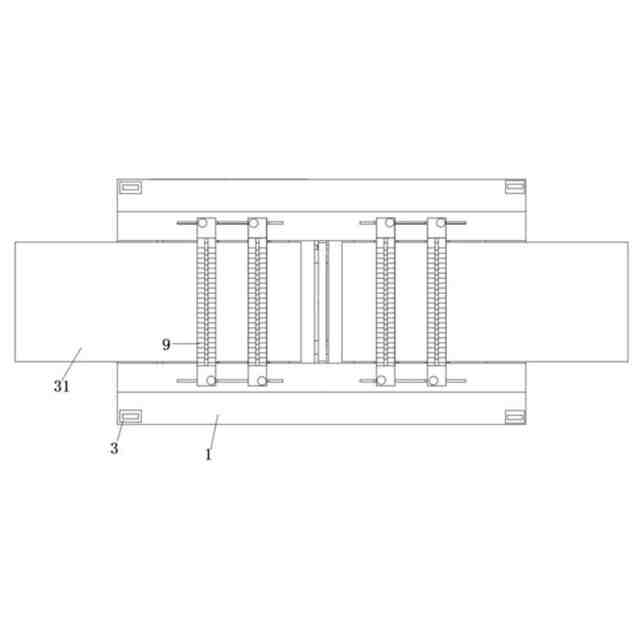
本体受けと、挟持機構と、ロック機構と、PLC電気制御キャビネットと、シンニング加熱機構と、除塵機構と、昇降キャスタとを含む大口径PEパイプ溶着設備であって、前記本体受けは、底部が中空であるフレーム構造であり、前記本体受けの中間と前後両端には、何れも接続ブロックが設けられ、前記本体受けは、前後対称に設けられ、前記本体受けの中心にある接続ブロックには、長溝が設けられ、前記挟持機構は、前記接続ブロックの間に対称に設けられ、前記昇降キャスタは、前記本体受けの底部に設けられ、前記除塵機構は、前記本体受けに固定され、前記長溝の両側に位置し、前記ロック機構は、前記挟持機構に設けられ、前記PLC電気制御キャビネットは、前記本体受けの内部に設けられ、前記シンニング加熱機構は、前記本体受けの先端に設けられ、前記挟持機構、前記ロック機構、前記シンニング加熱機構及び前記除塵機構は、何れも前記PLC電気制御キャビネットに電気的に接続され、
前記挟持機構は、直線光軸と、クランププレートと、油圧シリンダと、板状チェーンとを含み、前記直線光軸は、前記接続ブロックの間に設けられ、前記クランププレートは、前記直線光軸上に摺動可能に設けられ、Ω型を呈し、前記油圧シリンダは、前記クランププレートの両側に設けられ、前記本体受けに固定され、前記油圧シリンダの出力端は、前記クランププレートに固定接続され、前記ロック機構は、前記クランププレートに設けられ、前記板状チェーンは、前記クランププレートの下方に対応するように設けられ、前記ロック機構は、前記板式チェーンに駆動接続され、前記油圧シリンダは、前記PLC電気制御キャビネットに電気的に接続され、
前記ロック機構は、二軸モーターと、バッフルと、回転軸と、案内機構と、駆動ロープとを含み、前記二軸モーターは、前記クランププレートの先端中心に設けられ、前記バッフルは、前記二軸モーターの前後両端に設けられ、前記回転軸は、前記バッフルの中に設けられ、前記回転軸は、前記バッフルに回転可能に接続され、前記回転軸は、前記二軸モーターの出力端に固定接続され、前記駆動ロープは、前記回転軸に巻きつけられ、前記案内機構は、前記クランププレートの底板に設けられ、前記案内機構に対応する前記本体受けに貫通溝が開設され、前記駆動ロープは、前記案内機構に巻きかけられ、前記貫通溝を貫通して前記板状チェーンの両端に着脱可能に固定接続され、前記二軸モーターは、前記PLC電気制御キャビネットに電気的に接続される、ことを特徴とする大口径PEパイプ溶着設備。
続きを表示(約 1,400 文字)
【請求項2】
前記案内機構には、中間が凹んだ案内輪が設けられる、ことを特徴とする請求項1に記載の大口径PEパイプ溶着設備。
【請求項3】
前記シンニング加熱機構は、直線スライドレールと、エアスライドテーブルと、第1接続板と、第2接続板と、第1昇降シリンダと、第2昇降シリンダと、シンニング盤と、加熱盤とを含み、前記直線スライドレールは、2本設けられ、2本の前記直線スライドレールの両端は、何れも前記本体受けに設けられ、前記エアスライドテーブルは、4つ設けられ、2つの前記エアスライドテーブルは、1本の前記直線スライドレールに設けられ、前記第1接続板と前記第2接続板は、何れも前記エアスライドテーブルの間に設けられ、前記第1昇降シリンダは、前記第1接続板の中心位置に設けられ、前記シンニング盤は、前記第1昇降シリンダの出力端に設けられ、前記第2昇降シリンダは、前記第2接続板の中心位置に設けられ、前記加熱盤は、前記第2昇降シリンダの出力端に設けられ、前記エアスライドテーブル、前記第1昇降シリンダ、前記第2昇降シリンダ、前記シンニング盤及び前記加熱盤は、何れも前記PLC電気制御キャビネットに電気的に接続される、ことを特徴とする請求項1に記載の大口径PEパイプ溶着設備。
【請求項4】
前記シンニング盤と前記加熱盤の左右両側には、何れも差込継ぎ手が設けられ、前記本体受けの前記長溝には、前記シンニング盤と前記加熱盤の位置決めのための差込溝が対応するように設けられる、ことを特徴とする請求項3に記載の大口径PEパイプ溶着設備。
【請求項5】
溝型光電スイッチを更に含み、前記溝型光電スイッチは、エアスライドテーブルの外側に設けられ、前記PLC電気制御キャビネットに電気的に接続され、前記本体受けの先端中心には、シンニング盤と加熱盤がちょうど前記本体受けの中心に停止することを保証するためのストッパ片が設けられる、ことを特徴とする請求項1に記載の大口径PEパイプ溶着設備。
【請求項6】
案内柱を更に含み、前記案内柱は、前記第1昇降シリンダ及び前記第2昇降シリンダの両側にそれぞれ設けられ、前記案内柱は、前記シンニング盤及び前記加熱盤に固定され、前記第1接続板及び前記第2接続板に摺動可能に接続され、前記シンニング盤と前記加熱盤の位置制限及び案内に用いられる、ことを特徴とする請求項3に記載の大口径PEパイプ溶着設備。
【請求項7】
前記除塵機構は、水タンクと、ブースターポンプと、ファンと、自在竹節管と、気水混合噴射ヘッドとを含み、前記水タンク、前記ファン及び前記ブースターポンプは、何れも前記本体受けの内部に設けられ、前記気水混合噴射ヘッドは、前記自在竹節管の先端に取り付けられ、前記自在竹節管は、前記本体受けに設けられ、前記水タンク、前記ブースターポンプ及び前記自在竹節管は、順に連通し、前記ファンは、前記気水混合噴射ヘッドに連通し、前記ブースターポンプとファンは、何れも前記PLC電気制御キャビネットに電気的に接続される、ことを特徴とする請求項1に記載の大口径PEパイプ溶着設備。
【請求項8】
タッチスクリーンを更に含み、前記タッチスクリーンは、前記本体受けに設けられ、前記PLC電気制御キャビネットに電気的に接続される、ことを特徴とする請求項1に記載の大口径PEパイプ溶着設備。
発明の詳細な説明
【技術分野】
【0001】
本発明は、PEパイプ溶着技術分野に属し、具体的には、大口径PEパイプ溶着設備に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
PE材質パイプ、特に大口径パイプは、その優れた耐食性、弾性塑性が大きく、長距離敷設に便利で、及び耐用年数が長いなどという利点があるため、近年広く用いられている。製造、取り付け及び不可抗力などの起因により、パイプラインの破損乃至破壊につながり、資材の浪費、生産休止、環境汚染、更に重大な事故を引き起こす可能性がある。
【0003】
PE材料は、高分子不活性材料に属し、他の材料と接着しにくく、且つ弾性が大きいが剛性が低く、パイプの運転圧力の変化に伴って、パイプの直径、長さ、厚さなどの幾何寸法が何れも動的に変化する。従来のパイプ帯圧修復技術は、鋼帯引き締め技術、化学的接合技術、薬注式密封技術及びスリーブ密封技術などを含み、剛性の比較的大きい金属及び非金属のパイプにのみ適用され、PEパイプには適用できず、特に大口径PEパイプには適用できない。現在、大口径PEパイプの破損が発生した場合、従来の修復方法は、破損したパイプセグメントを切断して除去し、新しいものに交換することであり、方法は、熱溶融機を用いて新しいパイプと元のパイプとを熱溶着させることであり、特許番号が210453819Uである中国実用新案には、テーブルによってPEパイプの高さの調節を実現できるPEパイプの溶着に用いられる装置が開示されているが、当該装置は、パイプの溶着後にパイプを取り出しにくく、特に2本の特に長いパイプが溶着された後、溶着装置がパイプの外部に被せられ、溶着装置を解体することでしか取り出すことができない。特許番号が207256916Uである中国実用新案には、PEパイプの溶着に用いられる装置が開示されており、当該装置は、PEパイプの溶着が完了した後、装置の上方からPEパイプを持ち上げることができるが、当該装置は、大口径PEパイプの溶着に適用されず、これは、大口径PEパイプの重量が非常に重く、溶着前の継ぎ手の両端が溶着装置に置かれにくく、溶着装置に置かれた後に両端の継ぎ手が位置合わせを改めて位置決めする必要があるとともに、溶着が完了した後にもそれを取り出すことが困難であり、クレーンで大口径PEパイプを強制的に溶着点から吊り上げて取り外すと、溶着点が応力集中を受けて開裂するおそれがある。
【0004】
従って、当業者にとっては、如何にして大口径PEパイプを溶着し、溶着後に分離するのに便利な溶着設備を提供するかが解決すべき課題とされている。
【先行技術文献】
【特許文献】
【0005】
中国実用新案第210453819号明細書
中国実用新案第207256916号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、このような事情に鑑みてなされたものであり、大口径PEパイプの溶着設備を提供するものであり、本発明は、挟持機構と案内機構を設置することにより、大口径PEパイプの自動挟持を実現し、溶着完了後に、昇降キャスタによって溶着設備と大口径PEパイプとの分離を容易にし、溶着設備の取り外し及び長いパイプの持ち上げ過程における溶接部位の再断裂を回避する。
【課題を解決するための手段】
【0007】
上記の目的を達成するために、本発明は以下のような技術的手段を採用する:本体受けと、挟持機構と、ロック機構と、PLC電気制御キャビネットと、シンニング加熱機構と、除塵機構と、昇降キャスタとを含む大口径PEパイプ溶着設備であって、前記本体受けは、底部が中空であるフレーム構造であり、前記本体受けの中間と前後両端には、何れも接続ブロックが設けられ、前記本体受けは、前後対称に設けられ、前記本体受けの中心にある接続ブロックには、長溝が設けられ、前記挟持機構は、接続ブロックの間に対称に設けられ、前記昇降キャスタは、前記本体受けの底部に設けられ、前記除塵機構は、前記本体受けに固定され、前記長溝の両側に位置し、前記ロック機構は、前記挟持機構に設けられ、前記PLC電気制御キャビネットは、前記本体受けの内部に設けられ、前記シンニング加熱機構は、前記本体受けの先端に設けられ、前記挟持機構、ロック機構、シンニング加熱機構及び除塵機構は、何れもPLC電気制御キャビネットに電気的に接続される。
【0008】
更に、前記挟持機構は、直線光軸と、クランププレートと、油圧シリンダと、板状チェーンとを含み、前記直線光軸は、接続ブロックの間に設けられ、前記クランププレートは、直線光軸上に摺動可能に設けられ、Ω型を呈し、前記油圧シリンダは、クランププレートの両側に設けられ、本体受けに固定され、前記油圧シリンダの出力端は、クランププレートに固定接続され、前記ロック機構は、クランププレートに設けられ、前記板状チェーンは、クランププレートの下方に対応するように設けられ、前記ロック機構は、板式チェーンに駆動接続され、前記油圧シリンダは、PLC電気制御キャビネットに電気的に接続される。
【0009】
更に、前記ロック機構は、二軸モーターと、バッフルと、回転軸と、案内機構と、駆動ロープとを含み、前記二軸モーターは、クランププレートの先端中心に設けられ、前記バッフルは、二軸モーターの前後両端に設けられ、前記回転軸は、バッフルの中に設けられ、前記回転軸は、バッフルに回転可能に接続され、前記回転軸は、二軸モーターの出力端に固定接続され、前記駆動ロープは、回転軸に巻きつけられ、前記案内機構は、クランププレートの底板に設けられ、案内機構に対応する前記本体受けに貫通溝が開設され、前記駆動ロープは、案内機構に巻きかけられ、貫通溝を貫通して板状チェーンの両端に着脱可能に固定接続され、前記二軸モーターは、PLC電気制御キャビネットに電気的に接続される。
【0010】
更に、前記案内機構には、中間が凹んだ案内輪が設けられる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
7日前
東レ株式会社
プリプレグテープ
10か月前
シーメット株式会社
光造形装置
7か月前
CKD株式会社
型用台車
7か月前
東レ株式会社
フィルムの製造方法
29日前
東レ株式会社
フィルムの製造方法
1か月前
個人
射出ミキシングノズル
10か月前
株式会社日本製鋼所
押出機
10か月前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
フィルムの製造方法。
15日前
株式会社カワタ
計量混合装置
2か月前
日機装株式会社
加圧システム
3か月前
個人
樹脂可塑化方法及び装置
6か月前
株式会社FTS
ロッド
6か月前
東レ株式会社
一体化成形品の製造方法
11か月前
株式会社FTS
成形装置
7か月前
株式会社リコー
シート剥離装置
12か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社シロハチ
真空チャンバ
9か月前
株式会社漆原
シートの成形方法
2か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
株式会社不二越
射出成形機
4か月前
株式会社神戸製鋼所
混練機
5か月前
株式会社不二越
射出成形機
4か月前
三菱自動車工業株式会社
予熱装置
10か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社リコー
画像形成システム
8か月前
株式会社FTS
セパレータ
6か月前
TOWA株式会社
成形型清掃用のブラシ
10か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
株式会社不二越
射出成形機
4か月前
株式会社コスメック
射出成形装置
2か月前
株式会社不二越
射出成形機
2か月前
株式会社日本製鋼所
押出成形装置
10か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ