TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025070858
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2023181441
出願日
2023-10-20
発明の名称
突合せ継手構造、突合せ継手構造の製造方法
出願人
日鉄溶接工業株式会社
代理人
個人
主分類
B23K
37/06 20060101AFI20250424BHJP(工作機械;他に分類されない金属加工)
要約
【課題】接合部材間の突合せ継手溶接を行う上で、溶接用裏当て材に焦点を当て、接合部材間の開先部に塗布される防錆剤に含まれる有機物等に基づくガスが溶接金属内において残存することなく溶接欠陥が生じるの防止する。
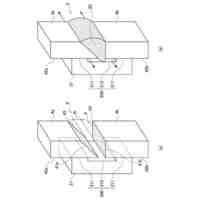
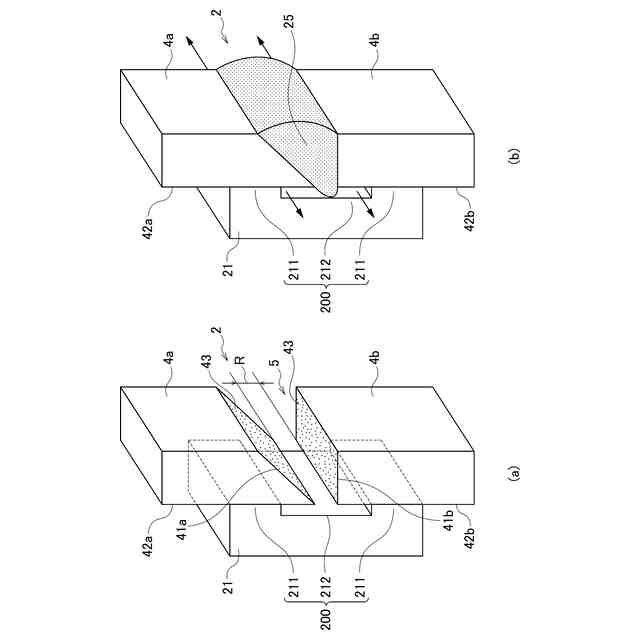
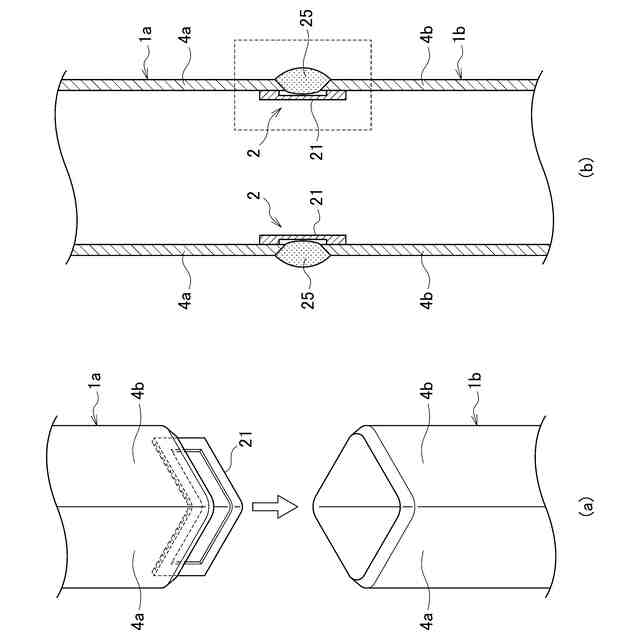
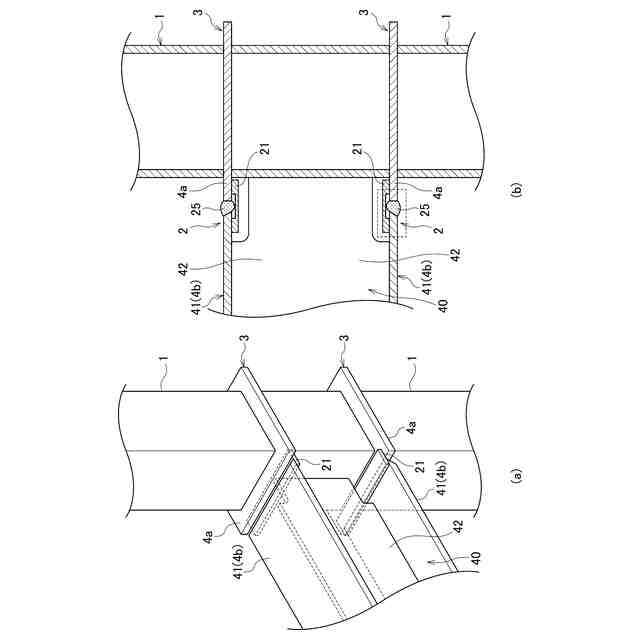
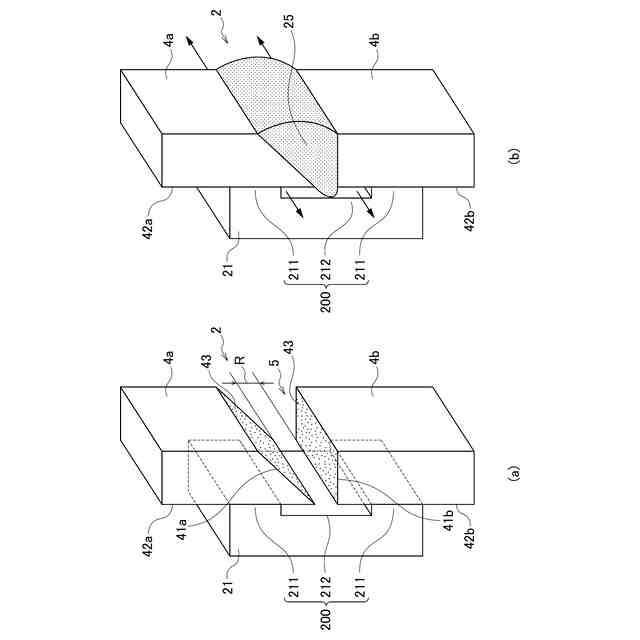
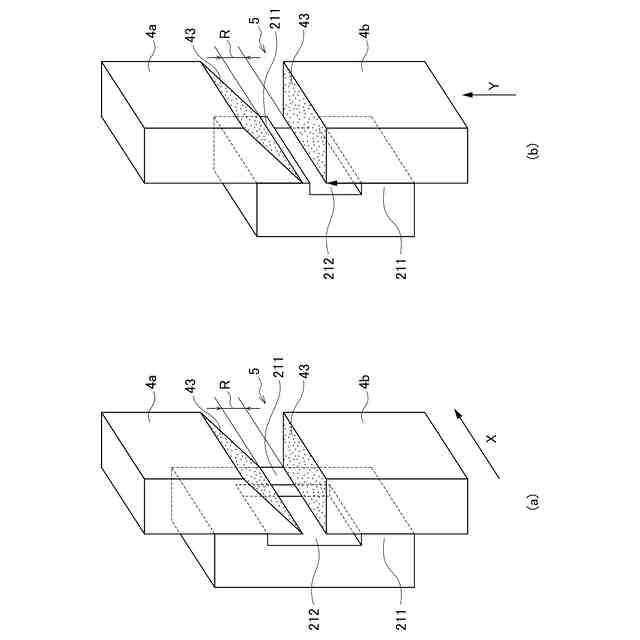
【解決手段】2つの接合部材4の互いの開先部41を溶接により接合する上で、溶接用裏当て材21における凸部211、凹部212からなる凹凸が形成された裏当て面を、開先部41間を跨ぐように接合部材4の裏面42に当接させて溶接する。
【選択図】図3
特許請求の範囲
【請求項1】
2つの接合部材の互いの開先部が溶接金属を介して接合されている突合せ継手構造において、
凹凸が形成された裏当て面を、上記開先部間を跨ぐように上記接合部材の裏面に当接させて上記溶接金属により溶着された溶接用裏当て材を備えること
を特徴とする突合せ継手構造。
続きを表示(約 700 文字)
【請求項2】
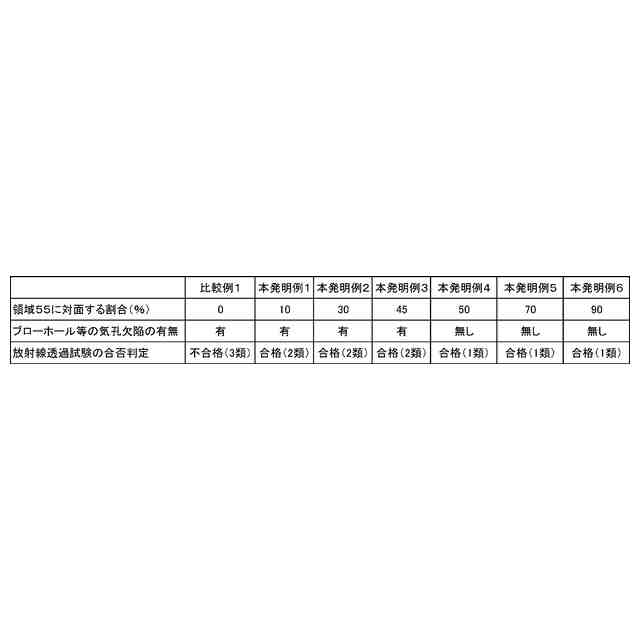
上記溶接用裏当て材は、上記裏当て面に対する上記開先部間のルートギャップを含む領域の割合が50%以上であること
を特徴とする請求項1記載の突合せ継手構造。
【請求項3】
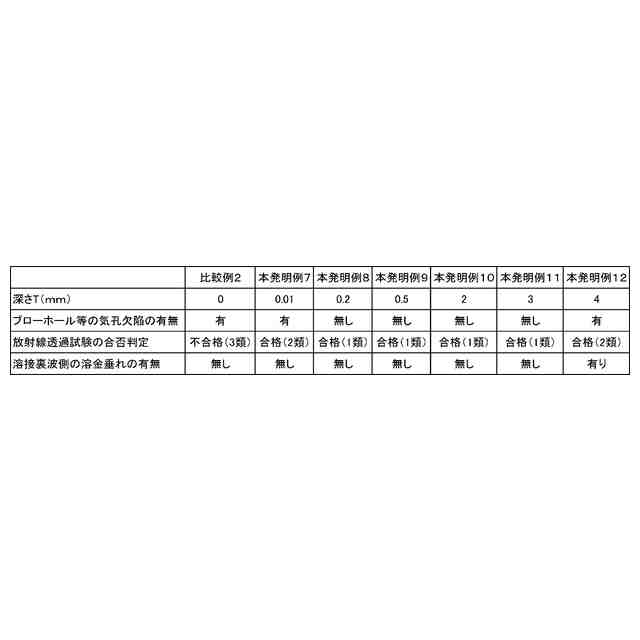
上記溶接用裏当て材は、上記凹凸を構成する凹部の深さが、0.2~3mmであること
を特徴とする請求項1又は2記載の突合せ継手構造。
【請求項4】
上記溶接用裏当て材は、上記凹凸を構成する凸部がエンボス加工により形成されてなること
を特徴とする請求項1記載の突合せ継手構造。
【請求項5】
2つの接合部材の互いの開先部を溶接により接合する突合せ継手構造の製造方法において、
溶接用裏当て材における凹凸が形成された裏当て面を、上記開先部間を跨ぐように上記接合部材の裏面に当接させて溶接する工程を有すること
を特徴とする突合せ継手構造の製造方法。
【請求項6】
上記裏当て面における上記開先部間のルートギャップを含む領域に対面する割合が50%以上である上記溶接用裏当て材を溶接すること
を特徴とする請求項5記載の突合せ継手構造の製造方法。
【請求項7】
上記凹凸を構成する凹部の深さが、0.2~3mmである上記溶接用裏当て材を溶接すること
を特徴とする請求項5又は6記載の突合せ継手構造の製造方法。
【請求項8】
上記凹凸を構成する凸部がエンボス加工により形成されてなる上記溶接用裏当て材を溶接すること
を特徴とする請求項5記載の突合せ継手構造の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鉄鋼構造物を構成する鋼管柱等からなる2つの接合部材が互いに溶接金属を介して接合されている突合せ継手構造、並びにその2つの接合部材の互いの開先部を溶接により接合する突合せ継手構造の製造方法に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
鉄鋼構造物を構成する鋼管柱等は、予め工場において製作された後に建築現場で搬入して組み立てられる。この鋼管柱が長尺である場合には、建築現場への搬送が困難になることから、搬送制限内の長さまで短尺化した後に建築現場に搬入し、これらを突合せ溶接することにより所望の長さの鋼管柱を得る場合が多い。
【0003】
実際に突合せ溶接を行う場合には、図14に示すように、2つの鋼管柱を構成する各接合部材7、8における突合せ部9の各裏面7a、8aに溶接用裏当て材10を当接させて溶接を行う。このとき、この各接合部材7、8それぞれに対して開先加工を施すことにより開先部7b、8bをそれぞれ形成しておき、この開先部7b、8bの表面に、防錆剤75を塗布する。この防錆剤75は、有機物や低融点金属粉末等が含まれることから、開先部7b、8bの表面に一度塗布した後、溶接前までに除去することが望ましい。
【0004】
しかしながら、この防錆剤を開先部7b、8bから完全に除去することは困難であり、特に溶接用裏当て材10との隙間に侵入した防錆剤75の除去は非常に困難を極める。このため、施工効率の観点からは、この防錆剤75を完全に除去することなく溶接せざるを得ないのが現状である。
【0005】
そして、この防錆剤75が残存したまま溶接を行うと、防錆剤75に含まれる有機物や低融点金属等がこの溶接熱により分解される結果、ガスが発生する。この発生したガスは、図15に示すように溶接金属76内において気泡77となり、最終的にはブローホール等の溶接欠陥として残留してしまう。溶接金属76中に溶接欠陥が生じると、突合せ継手としての機械的特性の面における健全性を損なうことにもなる。
【0006】
なお、従来においても鉄骨部材の継手の溶接時に発生するガスを排出する各種技術が開示されており、例えば特許文献1には、凸部と凹部を交互に形成した溶接用歯付きタブが開示されている。この特許文献1の開示技術は、溶接時に発生するガスを凹部を介して排出することで初期的な溶接欠陥を防止することを念頭に置いたものである。また、特許文献2には、溶接によって生じたガスの外部への排出を促すことを目的としてガス抜き路を設けた溶接用エンドタブが開示されている。しかしながら、この特許文献1、2の開示技術は、図14、15に示すような、各接合部材7、8における突合せ部9に溶接金属を形成する際の溶接欠陥の除去を目的とした技術ではなく、溶接用裏当て材に焦点をあてた技術ではない。
【0007】
また、特許文献3には、鋼管からなるコラム突き合わせ溶接する際に使用する溶接用裏当て金が開示されており、溶接時発生したガスを逃がす複数のガス抜きスリットを裏当て金本体の長手方向に間隔を置いて形成した技術が開示されている。しかしながら、この特許文献3の開示技術は、コラムの内周面に外周面が当接するように、輪状のコラムの断面形状に合わせて裏当て金本体を形成することを前提としており、コラムに限られない、接合部材間の突合せ継手に対しては対応できないという問題点があった。
【先行技術文献】
【特許文献】
【0008】
特開2001-30094号公報
特開2013-215759号公報
特許第4157429号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで、本発明は、上述した問題点に鑑みて案出されたものであり、その目的とするところは、2つの接合部材が互いに溶接金属を介して接合されている突合せ継手構造において、鉄鋼構造物を構成する鋼管柱(コラム)に限ることなく、あらゆる接合部材間の突合せ継手溶接を行う上で、溶接用裏当て材に焦点を当て、接合部材間の開先部に塗布される防錆剤に含まれる有機物等に基づくガスが溶接金属内において残存することなく溶接欠陥が生じるの防止する上で好適な突合せ継手構造、突合せ継手構造の製造方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明者らは、凹凸が形成された裏当て面を、接合部材の互いの開先部間を跨ぐように当接させて溶接することで、上述した課題の解決を図ることとした。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日鉄溶接工業株式会社
突合せ継手構造、突合せ継手構造の製造方法
3か月前
日鉄溶接工業株式会社
ガスシールドアーク溶接用フラックス入りワイヤ
3日前
日鉄溶接工業株式会社
非消耗電極式溶接装置および非消耗電極式溶接方法
11日前
日鉄溶接工業株式会社
サブマージアーク溶接用溶融型フラックス
3日前
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
2か月前
株式会社ダイヘン
溶接電源装置
10日前
株式会社ダイヘン
溶接電源装置
12日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
27日前
日進工具株式会社
エンドミル
3か月前
株式会社アンド
半田付け方法
2か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
株式会社アンド
半田付け方法
2か月前
ブラザー工業株式会社
工作機械
3か月前
村田機械株式会社
レーザ加工機
2か月前
村田機械株式会社
レーザ加工機
2か月前
大見工業株式会社
ドリル
5日前
株式会社トヨコー
被膜除去方法
2か月前
トヨタ自動車株式会社
接合方法
3か月前
ブラザー工業株式会社
工作機械
3か月前
株式会社FUJI
チャック装置
4か月前
ビアメカニクス株式会社
レーザ加工装置
3か月前
住友重機械工業株式会社
加工装置
1か月前
株式会社不二越
管用テーパタップ
3か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ