TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025072127
公報種別
公開特許公報(A)
公開日
2025-05-09
出願番号
2023182669
出願日
2023-10-24
発明の名称
ロータ及びロータの製造方法
出願人
ヤマハ発動機株式会社
代理人
弁理士法人タス・マイスター
主分類
H02K
1/276 20220101AFI20250430BHJP(電力の発電,変換,配電)
要約
【課題】永久磁石の保持力を維持又は向上させつつロータの製造を容易にする。
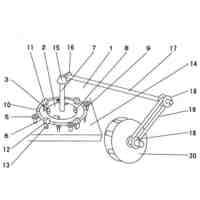
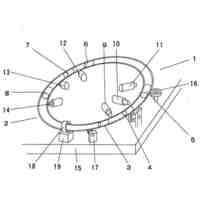
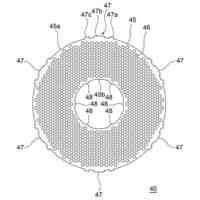
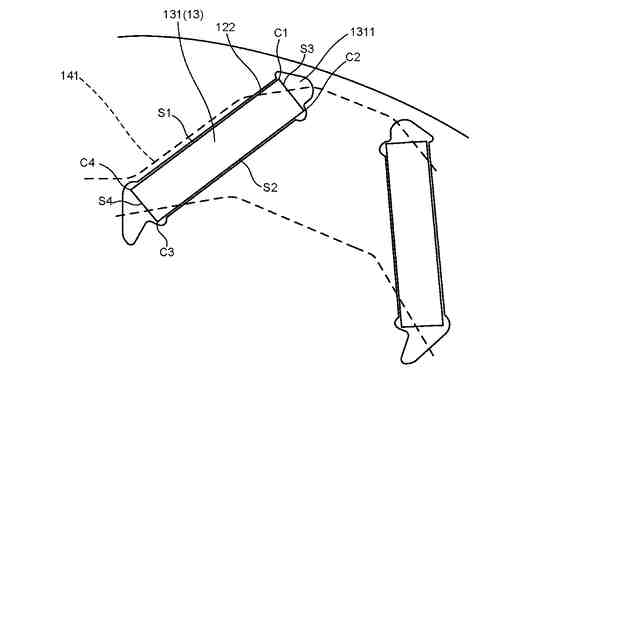
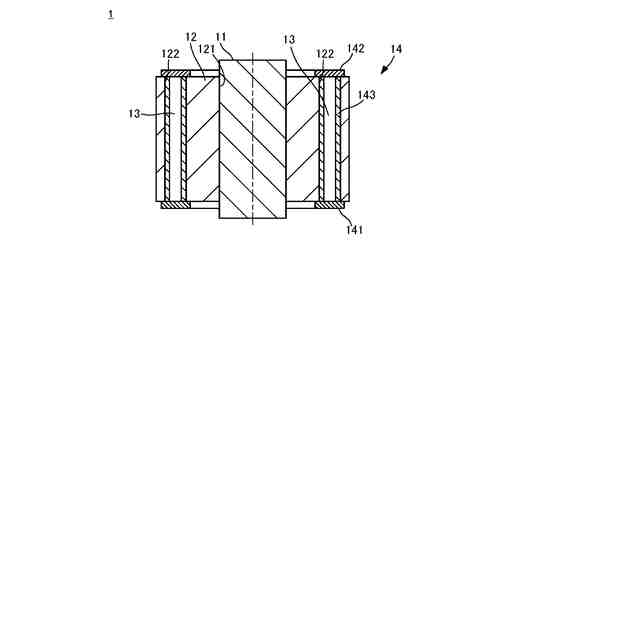
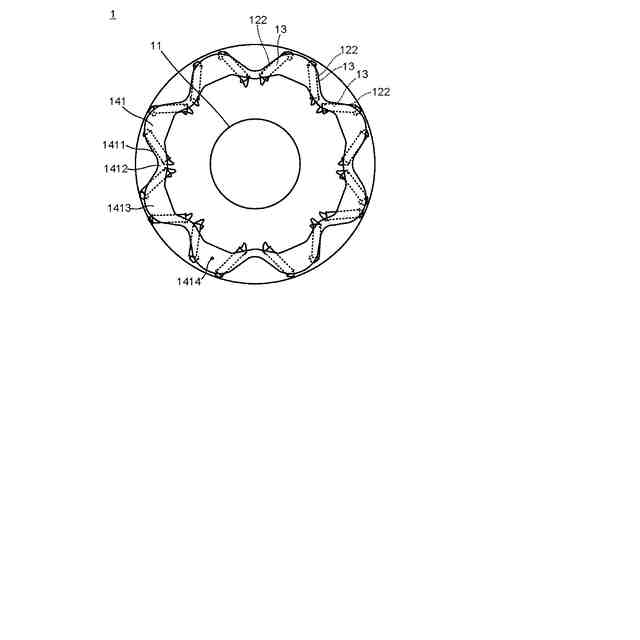
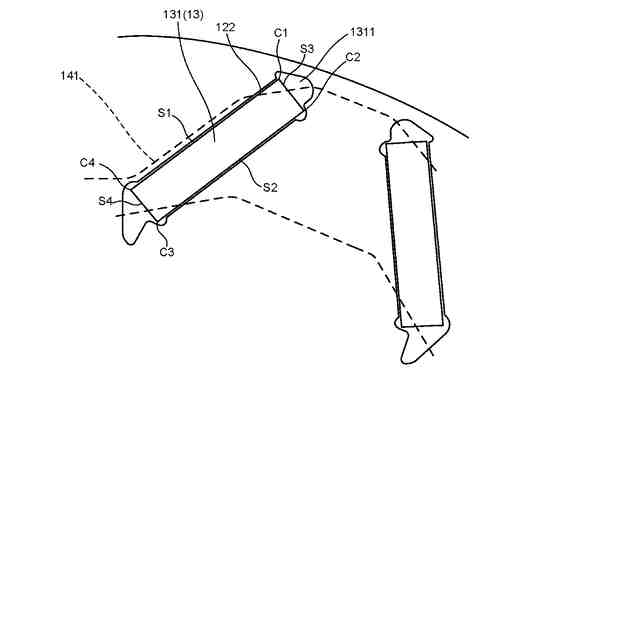
【解決手段】ロータ1は、ロータ軸11と、磁石収容孔122を含むロータコア12と、磁石収容孔に隙間を空けて収容される永久磁石13と、永久磁石を固定する樹脂部14と、を備える。樹脂部14は、ロータコアの端面上に設けられるコア端面樹脂部141と、永久磁石と磁石収容孔との隙間を埋めるように設けられるコア内樹脂部143と、を含む。コア端面樹脂部141は、軸方向視で、磁石収容孔122の一部を覆うことで永久磁石13の端面131の一部を覆うとともに、永久磁石13の端面131の少なくとも2つの角C1,C3を、それぞれの角を画定する長辺S1,S2及び短辺S3,S4の一部を覆わないことで露出させるように構成される。
【選択図】図3
特許請求の範囲
【請求項1】
ロータ軸と、
前記ロータ軸の軸方向に貫通する磁石収容孔を含み、前記ロータ軸に固定されるロータコアと、
前記磁石収容孔に隙間を空けて収容され、前記軸方向における少なくとも一方の端面にそれぞれが前記端面を構成する長辺及び短辺によって画定される4つの角が設けられる永久磁石と、
前記永久磁石を固定する樹脂部と、を備えるモータ用のロータであって、
前記樹脂部は、
前記軸方向における前記ロータコアの少なくとも一方の端面上に設けられるコア端面樹脂部と、
前記隙間を埋めるように設けられ、前記コア端面樹脂部と繋がれるコア内樹脂部と、を含み、
前記コア端面樹脂部は、
前記軸方向視で、前記磁石収容孔の一部を覆うことで前記永久磁石の端面の一部を覆うとともに、前記永久磁石の端面の少なくとも2つの角を、それぞれの角を画定する長辺及び短辺の一部を覆わないことで露出させるように構成される、ロータ。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載のロータであって、
前記コア端面樹脂部は、
前記軸方向視で、前記永久磁石の端面において少なくとも対角上に位置する2つの角を、それぞれの角を画定する長辺及び短辺の一部を覆わないことで露出させるように構成される、ロータ。
【請求項3】
請求項1又は2に記載のロータであって、
前記コア端面樹脂部は、
前記永久磁石の端面の露出面積が、前記コア端面樹脂部が前記磁石収容孔を覆う面積よりも小さくなるように構成される、ロータ。
【請求項4】
請求項1~3のいずれか1項に記載のロータであって、
前記コア端面樹脂部は、
前記少なくとも2つの角を、それぞれの角を画定する前記長辺の1/4以下及び前記短辺の1/2以下を覆わないことで露出させるように構成される、ロータ。
【請求項5】
請求項1~4のいずれか1項に記載のロータであって、
前記軸方向視で、前記隙間は、前記磁石収容孔の内面と前記永久磁石の端面における少なくとも一方の短辺との間に少なくとも設けられ、
前記コア端面樹脂部は、
前記軸方向視で、前記一方の短辺の一部を覆い、且つ、前記隙間の少なくとも一部を覆うように構成される、ロータ。
【請求項6】
請求項1~5のいずれか1項に記載のロータであって、
前記コア端面樹脂部は、
環形状を有し、前記ロータコアの端面上に前記ロータコアの周方向にわたって設けられ、更に、
前記ロータ軸の周方向に沿って連続して凹凸形状の外周縁を有する、ロータ。
【請求項7】
請求項1~6のいずれか1項に記載のロータであって、
前記コア端面樹脂部は、
前記軸方向における端面に、前記ロータの重量バランスを調整するための切削基準位置となる基準部を含む、ロータ。
【請求項8】
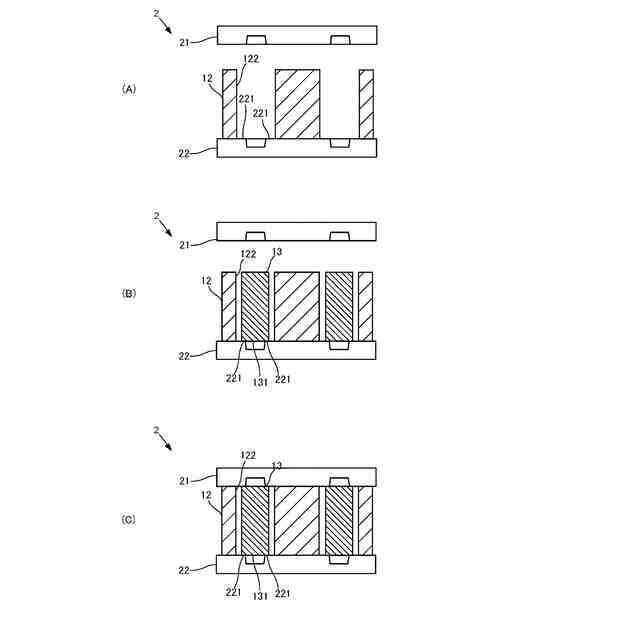
上型及び下型を含む金型を準備する工程と、
前記下型にロータ軸を取り付けるロータ軸貫通孔の軸方向に貫通する磁石収容孔を含むロータコアを配置する工程と、
前記軸方向における少なくとも一方の端面にそれぞれが前記端面を構成する長辺及び短辺によって画定される4つの角が設けられる永久磁石を、前記端面を前記下型に向け、前記下型に配置された前記ロータコアの前記磁石収容孔に隙間を空けて収容する工程と、
前記上型を前記下型に組み合わせ、前記金型内に樹脂を注入し、前記磁石収容孔に収容された前記永久磁石を固定する工程と、を備えるモータ用のロータの製造方法であって、
前記金型を準備する工程では、
前記永久磁石の端面を支持する支持部を含み、前記下型と当接する前記ロータコアの端面上に設けられるコア端面樹脂部の形状が彫られた前記下型を準備し、
前記永久磁石を固定する工程では、
前記樹脂を前記金型に注入することで前記隙間を介して前記樹脂を前記磁石収容孔に充填させ、前記ロータにおいて前記隙間を埋めるように設けられ、前記コア端面樹脂部と繋がれるコア内樹脂部を前記コア端面樹脂部と一体的に成形し、
前記永久磁石を収容する工程では、
前記軸方向視で、前記磁石収容孔の一部と前記下型との間に空間を設けることで前記永久磁石の端面の一部を前記下型に当接させない一方、前記永久磁石の端面の少なくとも2つの角を、それぞれの角を画定する長辺及び短辺の一部を前記支持部で支持するように前記下型に当接させる、ロータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、モータを構成するロータ及びそのロータの製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
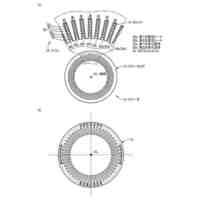
モータを構成する主要部品として、ステータ及びロータがある。例えば、ステータには電流を流すことで磁場を発生させるコイルが設けられる。ロータにはコイルが発生させる磁場と反応する永久磁石が設けられる。ロータは、永久磁石がコイルによる磁場と反応することで回転する。ロータに永久磁石を取り付ける方法は様々なものがある。取付方法の一つとして永久磁石をロータコア内部に樹脂によって埋設する方法が知られている。この種のロータは、例えば特許文献1に開示される。
【0003】
特許文献1のロータは、電磁鋼板を積層して形成されたロータコアに磁石収容孔が設けられる。磁石収容孔は、ロータ軸方向視で長円形状であり、ロータ軸方向にロータコアを貫通する。磁石収容孔の内部には永久磁石が収容されるとともに樹脂が充填される。充填された樹脂は、成形品のロータにおいて永久磁石を保持する磁石固定用樹脂部を形成する。ロータコアの軸方向における両端面には、ロータコアの外周縁に沿うように概ね円環状のロータコア挟持用樹脂部が設けられる。ロータコア挟持用樹脂部は、磁石収容孔の開口の両端部を覆うように設けられる。磁石収容孔の開口の中央部には、ロータコア挟持用樹脂部は設けられず、永久磁石の中央部分が露出する。
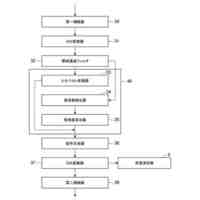
【0004】
このロータは、次のように製造される。まず、一方のロータコア挟持用樹脂部の形状が彫られた下型にロータコアを設置する。次に、磁石収容孔に永久磁石を挿入し、他方のロータコア挟持用樹脂部の形状が彫られた上型を設置する。上型及び下型は、永久磁石の上下面それぞれの中央部分に接触し、永久磁石を挟み込んで位置決めする。この接触部分が、成形されたロータにおける永久磁石の露出部分に相当する。次に、金型内に樹脂を注入し、2つのロータコア挟持用樹脂部及び磁石固定用樹脂部を射出成形する。金型内において、2つのロータコア挟持用樹脂部を成形する空間及び磁石固定用樹脂部を成形する空間は磁石収容孔の両端部を介して繋がっている。そのため、2つのロータコア挟持用樹脂部及び磁石固定用樹脂部は一体的に成形される。
【先行技術文献】
【特許文献】
【0005】
特開2010-142038号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1のロータによれば、2つのロータコア挟持用樹脂部及び磁石固定用樹脂部が同時に成形されるため、ロータの製造効率向上、製造コスト低減、軽量化を図ることができる。また、特許文献1のロータの製造方法では、永久磁石の上下面それぞれの中央部分と金型とを当接させ、永久磁石を上下で挟み込み、位置決めする。この方法では永久磁石の位置決めピン等を設ける必要がないため、ロータコア挟持用樹脂部に位置決めピンの抜き孔が設けられない。これにより、2つのロータコア挟持用樹脂部及び磁石固定用樹脂部といった永久磁石を保持する部分を樹脂で構成しても、永久磁石の保持力を維持又は向上させることができる。本発明者は、特許文献1とは異なる方法により、永久磁石の保持力を維持又は向上させつつ、ロータの製造を容易にする方法について検討した。
【0007】
本発明の目的は、永久磁石の保持力を維持又は向上させつつロータの製造を容易にするロータ及びロータの製造方法を提供することである。
【課題を解決するための手段】
【0008】
(1)本発明のロータは、ロータ軸と、ロータ軸の軸方向に貫通する磁石収容孔を含み、ロータ軸に固定されるロータコアと、磁石収容孔に隙間を空けて収容され、軸方向における少なくとも一方の端面にそれぞれが端面を構成する長辺及び短辺によって画定される4つの角が設けられる永久磁石と、永久磁石を固定する樹脂部と、を備えるモータ用のロータである。樹脂部は、軸方向におけるロータコアの少なくとも一方の端面上に設けられるコア端面樹脂部と、隙間を埋めるように設けられ、コア端面樹脂部と繋がれるコア内樹脂部と、を含む。コア端面樹脂部は、軸方向視で、磁石収容孔の一部を覆うことで永久磁石の端面の一部を覆うとともに、永久磁石の端面の少なくとも2つの角を、それぞれの角を画定する長辺及び短辺の一部を覆わないことで露出させるように構成される。
【0009】
上記のロータでは、永久磁石の端面において少なくとも2つの角が露出する。これらの露出部分は、樹脂部を形成する際に、永久磁石と金型とが当接することで形成される。すなわち、製造工程において、樹脂部を成形する前に磁石収容孔に永久磁石が収容されると、永久磁石の端面(下面)における少なくとも2つの露出部分が下型に支持される。例えば、永久磁石の端面において対角に位置する2つの角が金型に支持されたり、当該端面における1つの長辺の両端の角及びもう1つの長辺の一部が金型に支持されたりする。そのため、小さい支持面積であっても金型が永久磁石を支持することができ、樹脂部の成形が容易になる。また、軸方向視で、永久磁石の露出面積を小さくすることができるため、コア端面樹脂部の面積を大きくすることができ、永久磁石を保持する部分を樹脂で構成したとしても、永久磁石の保持力が低下しにくい。したがって、上記ロータによれば、永久磁石の保持力を維持又は向上させつつロータの製造を容易にすることができる。
【0010】
(2)上記(1)のロータにおいて、コア端面樹脂部は、軸方向視で、永久磁石の端面において少なくとも対角上に位置する2つの角を、それぞれの角を画定する長辺及び短辺の一部を覆わないことで露出させるように構成されてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
発電機
18日前
個人
発電機
22日前
個人
発電システム
1日前
ニデック株式会社
モータ
14日前
西芝電機株式会社
回転電機
4日前
日産自動車株式会社
発電機
今日
株式会社アイシン
車両用駆動装置
1か月前
住友電装株式会社
電気接続箱
1日前
トヨタ自動車株式会社
充電システム
3日前
住友電装株式会社
電気接続箱
1日前
富士電機株式会社
半導体装置
22日前
株式会社シマノ
電力供給装置
23日前
マツダ株式会社
電力変換装置
1日前
株式会社ダイヘン
電力システム
24日前
株式会社ミツバ
回転電機
1日前
トヨタ自動車株式会社
蓄電池制御装置
24日前
株式会社アイドゥス企画
負荷追従電動モータ
8日前
トヨタ自動車株式会社
ステータ
1日前
新光電子株式会社
発振器
3日前
ミネベアミツミ株式会社
モータ
3日前
株式会社浅羽製作所
通線用先端誘導具
29日前
株式会社ダイヘン
電圧調整装置
14日前
ダイハツ工業株式会社
モータ製造装置
7日前
株式会社ゲットクリーンエナジー
発電機
15日前
ミネベアミツミ株式会社
発電装置
3日前
株式会社デンソー
電気機器
3日前
株式会社アイシン
回転電機用ステータ製造方法
9日前
株式会社ダイヘン
蓄電池システム
29日前
株式会社アイドゥス企画
磁力トルクコンバータ
8日前
トヨタ紡織株式会社
磁石挿入装置
14日前
株式会社アイシン
回転電機用ステータ製造方法
9日前
ミネベアミツミ株式会社
発電装置
3日前
株式会社ダイヘン
無線給電システム
14日前
トヨタ自動車株式会社
充電制御装置
22日前
GX株式会社
可搬式太陽光発電用電源装置
22日前
株式会社ゲットクリーンエナジー
モーター
1日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ