TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025073642
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2023184600
出願日
2023-10-27
発明の名称
帯鋸盤の切粉処理方法及び帯鋸盤
出願人
株式会社アマダ
,
株式会社アマダマシナリー
代理人
個人
,
個人
,
個人
主分類
B23D
55/00 20060101AFI20250502BHJP(工作機械;他に分類されない金属加工)
要約
【課題】作業者の負担低減と長時間の自動運転を可能とする帯鋸盤の切粉処理方法を提供する。
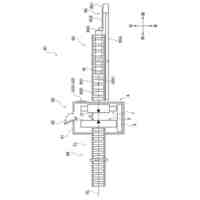
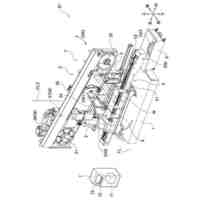
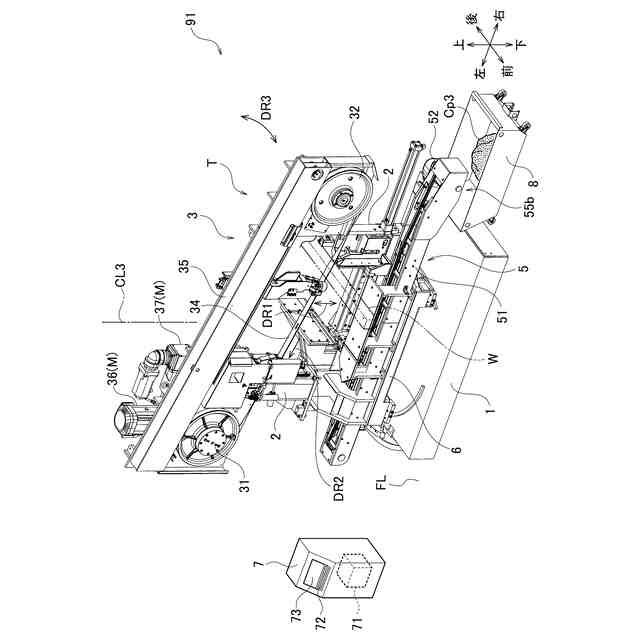
【解決手段】帯鋸盤の切粉処理方法は、駆動ホイール(31)と従動ホイール(32)による連続的な回転で帯鋸刃(34)を循環させるカッティングヘッド(3)と、ワーク(W)に向いた前記帯鋸刃(34)の歯先の鉛直方向に配置され切削加工中に生じる切粉(Cp1)を収容して蓄積し、または排出可能に動作するコンベアユニット(5)とを含む旋回部材(T)を、所定の角度で旋回させてワーク(W)を斜め切りできる帯鋸盤(91)を用い、旋回部材(T)が第1の旋回角度にあるときに、コンベアユニット(5)を動作させて収容して蓄積した切粉を排出し、旋回部材(T)が第1の旋回角度とは異なる第2の旋回角度にあるときに、コンベアユニット(5)の動作を停止して切粉を収容して蓄積させる。
【選択図】図1
特許請求の範囲
【請求項1】
駆動ホイールと従動ホイールによる連続的な回転で帯鋸刃を循環させるカッティングヘッドと、ワークに向いた前記帯鋸刃の歯先の鉛直方向に配置され切削加工中に生じる切粉を収容して蓄積し、または排出可能に動作するコンベアユニットとを含む旋回部材を、所定の角度で旋回させて前記ワークを斜め切りできる帯鋸盤を用い、
前記旋回部材が第1の旋回角度にあるときに、前記コンベアユニットを動作させて前記収容して蓄積した切粉を排出し、
前記旋回部材が前記第1の旋回角度とは異なる第2の旋回角度にあるときに、前記コンベアユニットの動作を停止して切粉を収容して蓄積させる、
帯鋸盤の切粉処理方法。
続きを表示(約 950 文字)
【請求項2】
前記ワークが長手を有する形状の場合に、
前記第1の旋回角度を、前記ワークの長手の方向に対し直交方向に切断する位置とする請求項1記載の帯鋸盤の切粉処理方法。
【請求項3】
前記コンベアユニットに蓄積可能な切粉の体積量を許容切粉積算体積として予め把握しておき、
次加工で生じる切粉体積量を推定すると共に推定した前記切粉体積量と前記許容切粉積算体積とを比較し、
比較した結果に応じて前記次加工を実行する前に前記コンベアユニットを動作させて収容されている切粉を排出させるか否かを判定する請求項1又は請求項2記載の帯鋸盤の切粉処理方法。
【請求項4】
駆動ホイールと従動ホイールによる連続的な回転で帯鋸刃を循環させるカッティングヘッドと、ワークに向いた前記帯鋸刃の歯先の鉛直方向に配置され切削加工中に生じる切粉を収容して蓄積し、または排出可能に動作するコンベアユニットとを含み、所定の角度で旋回可能な旋回部材と、
前記帯鋸刃の循環及び前記コンベアユニットの動作を制御する制御部と、
を備え、
前記制御部は、前記コンベアユニットを、
前記旋回部材が第1の旋回角度にあるときに動作させて前記収容して蓄積した切粉を排出させ、前記旋回部材が前記第1の旋回角度とは異なる第2の旋回角度にあるときは、動作を停止して切粉を収容して蓄積させるよう制御する帯鋸盤。
【請求項5】
前記ワークが長手を有する形状の場合に、
前記第1の旋回角度は、前記ワークの長手の方向に対し直交方向に切断する位置である請求項4記載の帯鋸盤。
【請求項6】
前記制御部は、記憶部及び切粉量推定部を有し、
前記記憶部には、予め把握された、前記コンベアユニットに蓄積可能な切粉の体積量が許容切粉積算体積として記憶されており、
前記切粉量推定部は、次加工で生じる切粉体積量を推定し、前記推定した切粉体積量と前記許容切粉積算体積とを比較した結果に応じて、前記次加工を実行する前に前記コンベアユニットを動作させて収容して蓄積されている切粉を排出させるか否かを判定する、請求項4又は請求項5記載の帯鋸盤。
発明の詳細な説明
【技術分野】
【0001】
本発明は、帯鋸盤の切粉処理方法及び帯鋸盤に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
特許文献1に、横型の帯鋸盤における帯鋸刃の下方に配置され、帯鋸刃がワークを切断する際に生じて落下する切粉を収容して外部に排出するチップコンベアが記載されている。
【先行技術文献】
【特許文献】
【0003】
特許第4602439号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般に、帯鋸盤の切断加工では、チップコンベアの一端部の下方に、搬送ベルトで搬送され一端部から落下した切粉を収容する収容箱(以下、チップボックス)を設置しておき、切粉がチップボックスに一定量溜まったら、作業者がチップボックスを排出場所に移動して切粉を排出している。
【0005】
一方、帯鋸盤には、駆動ホイールと従動ホイールによる連続的な回転で帯鋸刃を循環させるカッティングヘッドを、長尺ワークの延びる方向に対して斜めに切断できるように、旋回できるものがある。斜め切りができる帯鋸盤では、一般にカッティングヘッドとチップコンベアとが一体化されている。そのため、作業者は、チップボックスが必ずチップコンベアの搬送先端の下方に位置するように、カッティングヘッドの旋回角度が変わる度にチップボックスの位置変えをする必要がある。そのため、作業者の負担が大きく、チップボックスの位置変えの度に帯鋸盤の動作を停止させるので、加工効率が低下し長時間の自動運転の妨げとなっている。
【0006】
そこで、帯鋸盤の切粉処理方法及び帯鋸盤において、作業者の負担低減と長時間の自動運転を可能とする工夫が望まれている。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明の帯鋸盤の切粉処理方法の一態様は、駆動ホイールと従動ホイールによる連続的な回転で帯鋸刃を循環させるカッティングヘッドと、ワークに向いた前記帯鋸刃の歯先の鉛直方向に配置され切削加工中に生じる切粉を収容して蓄積し、または排出可能に動作するコンベアユニットとを含む旋回部材を、所定の角度で旋回させて前記ワークを斜め切りできる帯鋸盤を用い、前記旋回部材が第1の旋回角度にあるときに、前記コンベアユニットを動作させて前記収容して蓄積した切粉を排出し、前記旋回部材が前記第1の旋回角度とは異なる第2の旋回角度にあるときに、前記コンベアユニットの動作を停止して切粉を収容して蓄積させる。
【0008】
また、本発明の帯鋸盤の一態様は、駆動ホイールと従動ホイールによる連続的な回転で帯鋸刃を循環させるカッティングヘッドと、ワークに向いた前記帯鋸刃の歯先の鉛直方向に配置され切削加工中に生じる切粉を収容して蓄積し、または排出可能に動作するコンベアユニットとを含み、所定の角度で旋回可能な旋回部材と、前記帯鋸刃の循環及び前記コンベアユニットの動作を制御する制御部と、を備え、前記制御部は、前記コンベアユニットを、前記旋回部材が第1の旋回角度にあるときに動作させて前記収容して蓄積した切粉を排出させ、前記旋回部材が前記第1の旋回角度とは異なる第2の旋回角度にあるときは、動作を停止して切粉を収容して蓄積させるよう制御する。
【発明の効果】
【0009】
本発明の帯鋸盤の切粉処理方法及び帯鋸盤の一態様によれば、作業者の負担が軽減し、長時間の自動運転が可能となる。
【図面の簡単な説明】
【0010】
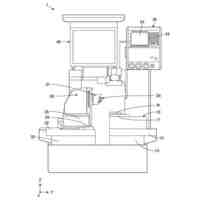
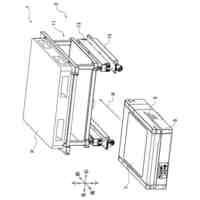
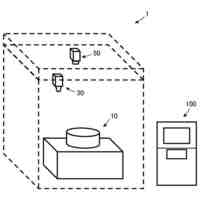
図1は、本発明の帯鋸盤の切粉処理方法の一態様を実行する帯鋸盤91を示す斜視図である。
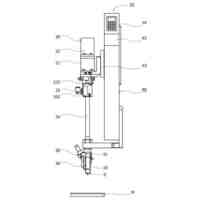
図2は、帯鋸盤91が備えるコンベアユニット5及びチップボックス8を示す斜視図である。
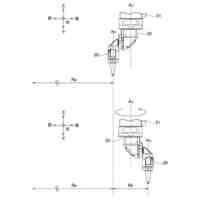
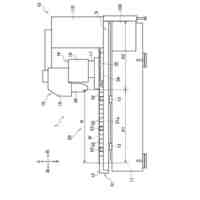
図3は、帯鋸盤91の第1旋回角度における上面図である。
図4は、帯鋸盤91の第2旋回角度における上面図である。
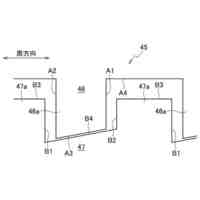
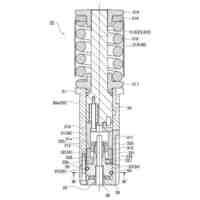
図5は、コンベアユニット5及びそれに収容された切粉蓄積体CpGを説明するための縦断面図である。
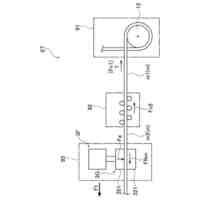
図6は、帯鋸盤91のブロック図である。
図7は、切粉体積率αを説明するための図である。
図8は、長尺ワークWの切断例を示す模式図である。
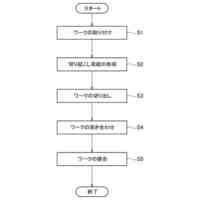
図9は、本発明の帯鋸盤の切粉処理方法の一態様における基本となる切粉処理方法のフローFAを示す図である。
図10Aは、本発明の帯鋸盤の切粉処理方法の一態様における自動運転での切粉処理方法のフローFBの前段を示す図である。
図10Bは、フローFBの後段である。
図11は、コンベアユニット5の変形例であるコンベアユニット5Aを示す斜視図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
複合加工機
2か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社アマダ
レーザ加工機
3か月前
株式会社アマダ
レーザ加工機
2か月前
株式会社アマダ
プレスブレーキ
今日
株式会社アマダ
光学式倣い研削盤
2か月前
株式会社アマダ
搬送物ステーション
3か月前
株式会社アマダ
線材送り装置及び送材方法
1か月前
株式会社アマダ
アンコイラ及びマンドレル
2か月前
株式会社アマダ
板材保護シートの剥離用金型
20日前
株式会社アマダ
ワーク接合方法及びワーク接合体
1日前
株式会社アマダ
帯鋸盤の切粉処理方法及び帯鋸盤
2か月前
株式会社アマダ
リングビーム整形素子及びレーザ加工機
2か月前
株式会社アマダ
プレスブレーキ及びプレスブレーキ制御方法
7日前
株式会社アマダ
レーザ加工機及び光学素子の中心位置補正方法
1か月前
株式会社アマダ
レーザ加工機
12日前
株式会社アマダ
溶接位置特定システム、溶接位置特定方法及び溶接位置特定プログラム
3か月前
株式会社アマダ
板金の溶接方法、加工プログラムの作成方法及び加工プログラム作成装置
2か月前
株式会社アマダ
デジタル投影機、工作機械及び投影像表示方法
26日前
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社北川鉄工所
回転装置
1か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社ダイヘン
溶接電源装置
6日前
日東精工株式会社
ねじ締め装置
4か月前
株式会社ダイヘン
溶接電源装置
4日前
日東精工株式会社
ねじ締め装置
29日前
株式会社FUJI
工作機械
21日前
日東精工株式会社
多軸ねじ締め機
3か月前
有限会社 ナプラ
金属粒子
4か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
1か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ