TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025076602
公報種別
公開特許公報(A)
公開日
2025-05-16
出願番号
2023188258
出願日
2023-11-02
発明の名称
レーザ加工機
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B23K
26/08 20140101AFI20250509BHJP(工作機械;他に分類されない金属加工)
要約
【課題】パイプ加工の段取りを効率的に行うことができるレーザ加工機を提供する。
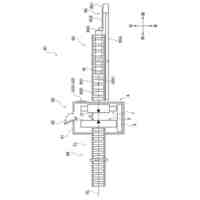
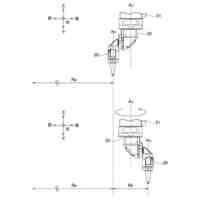
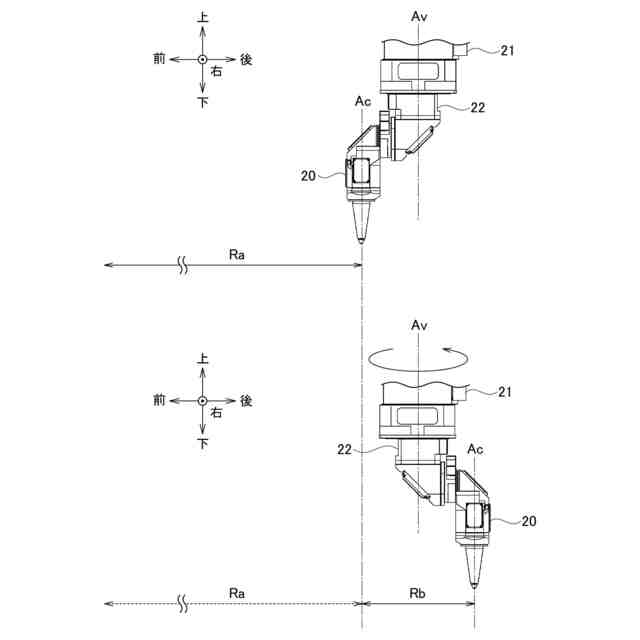
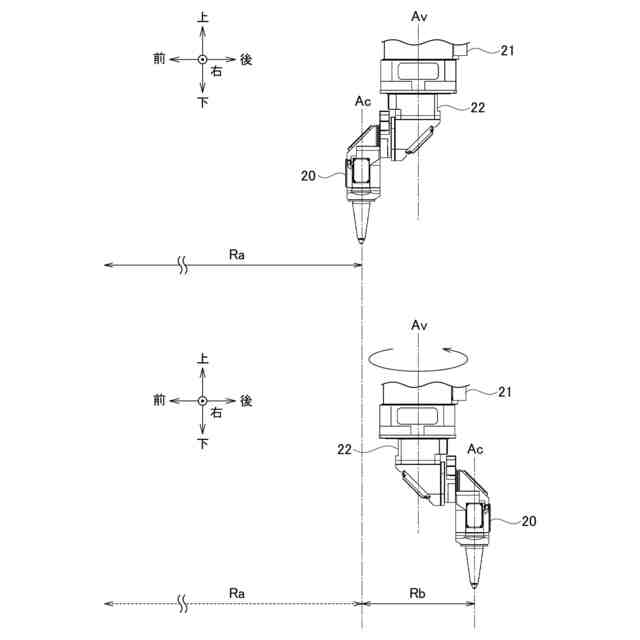
【解決手段】レーザ加工機1は、レーザビームを照射する加工ヘッド20と、少なくとも2次元で加工ヘッド20を移動させるヘッド移動機構21と、レーザビームの光軸と平行なV軸Avを中心に加工ヘッド20を回転させるヘッド回転機構22と、を備えている。加工ヘッド20が加工できる領域は、平板を加工する平板加工領域Raと、パイプを加工するパイプ加工領域Rbと、を含む。パイプ加工領域Rbは、平板加工領域Raと隣接する位置に平板加工領域Raとは独立して設けられている。パイプ加工領域Rbは、ヘッド回転機構22により加工ヘッド20を回転させることにより平板加工領域Raから切り替えられる。
【選択図】図2
特許請求の範囲
【請求項1】
レーザビームを照射する加工ヘッドと、
少なくとも2次元で前記加工ヘッドを移動させるヘッド移動機構と、
前記レーザビームの光軸と平行な回転軸を中心に前記加工ヘッドを回転させるヘッド回転機構と、を備え、
前記加工ヘッドが加工できる領域は、
平板を加工する平板加工領域と、
パイプを加工するパイプ加工領域と、を含み、
前記パイプ加工領域は、
前記平板加工領域と隣接する位置に前記平板加工領域とは独立して設けられており、前記ヘッド回転機構により前記加工ヘッドを回転させることにより前記平板加工領域から切り替えられる
レーザ加工機。
続きを表示(約 980 文字)
【請求項2】
展開位置と格納位置とに切り替え可能であり、前記展開位置のときに前記パイプ加工領域において前記パイプを支持するパイプ加工ユニットと、
前記平板加工領域において前記平板を支持する平板テーブルを設置するためのテーブルガイド部と、をさらに備え、
前記平板テーブルは、前記テーブルガイド部に対して選択的に設置される
請求項1記載のレーザ加工機。
【請求項3】
前記テーブルガイド部に設置された前記平板テーブルは、前記展開位置にあるパイプ加工ユニットと機械的に干渉する
請求項2記載のレーザ加工機。
【請求項4】
前記パイプ加工ユニットは、
前記パイプの軸方向に移動可能に構成され、前記パイプを支持する一対のパイプサポートと、
前記展開位置と前記格納位置との間で揺動するパイプトレイと、を有し、
前記パイプトレイは、
トレイ基端側が回動可能に連結されており、トレイ先端が円弧を描くように揺動し、前記展開位置において水平を向いた状態となり前記パイプの下方に位置し、前記格納位置において直立した状態となる
請求項2記載のレーザ加工機。
【請求項5】
前記一対のパイプサポートは、
前記パイプトレイの側方に位置するホームポジションに配置され、
前記パイプトレイが前記展開位置にある場合に、前記パイプの軸方向に移動可能となる
請求項4記載のレーザ加工機。
【請求項6】
前記パイプトレイは、
前記一対のパイプサポートが前記ホームポジションにある場合に、前記展開位置から前記格納位置へと揺動可能となる
請求項5記載のレーザ加工機。
【請求項7】
前記パイプ加工ユニットは、
前記パイプトレイを前記格納位置のままで固定するストッパーをさらに有する
請求項4記載のレーザ加工機。
【請求項8】
前記ヘッド移動機構及び前記ヘッド回転機構を制御する制御装置をさらに有し、
前記制御装置は、
前記パイプトレイが前記格納位置にあるのか前記展開位置にあるのかに応じて、制御パラメータを切り替える
請求項4記載のレーザ加工機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ加工機に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
レーザビームの熱エネルギーを用いてワークを加工するレーザ加工機が知られている。レーザ加工は、例えばレーザ切断加工である。例えば特許文献1には、平板加工用テーブルと、パイプ加工用テーブルとを備え、パイプを加工するパイプ加工の際にテーブルを切り替えるレーザ加工機が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2012-91180号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示されたレーザ加工機によれば、パイプ加工の加工領域と、平板加工の加工領域とが重畳している。このため、パイプ加工の段取りに煩雑な作業を要するという問題があった。
【課題を解決するための手段】
【0005】
1又はそれ以上の実施形態の一態様は、レーザビームを照射する加工ヘッドと、少なくとも2次元で加工ヘッドを移動させるヘッド移動機構と、レーザビームの光軸と平行な回転軸を中心に加工ヘッドを回転させるヘッド回転機構と、を備えるレーザ加工機である。加工ヘッドが加工できる領域は、平板を加工する平板加工領域と、パイプを加工するパイプ加工領域と、を含む。パイプ加工領域は、平板加工領域と隣接する位置に平板加工領域とは独立して設けられており、ヘッド回転機構により加工ヘッドを回転させることにより平板加工領域から切り替えられる。
【発明の効果】
【0006】
1又はそれ以上の実施形態に係るレーザ加工機は、パイプ加工の段取りを効率的に行うことができる。
【図面の簡単な説明】
【0007】
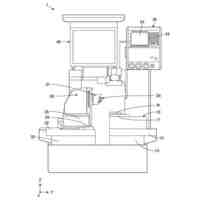
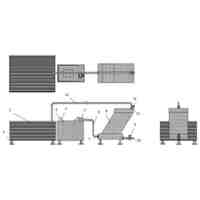
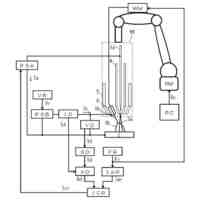
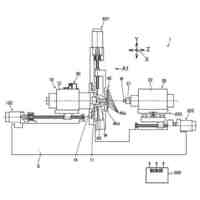
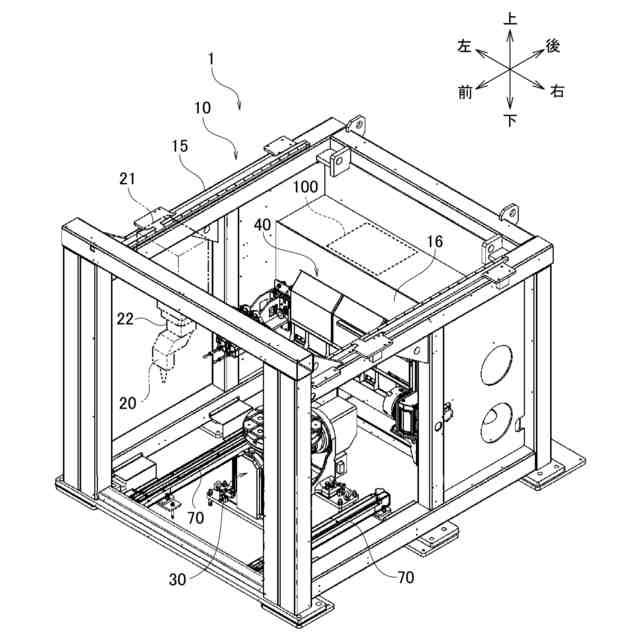
図1は、本実施形態に係るレーザ加工機の構造を模式的に示す正面図である。
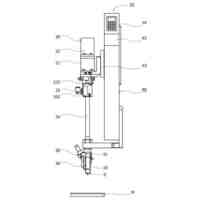
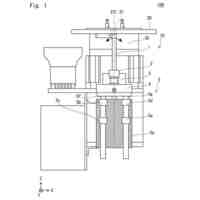
図2は、加工ヘッドを説明する側面図である。
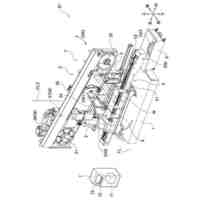
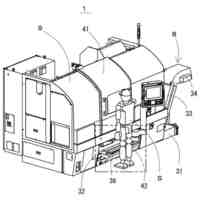
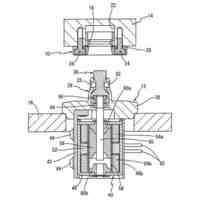
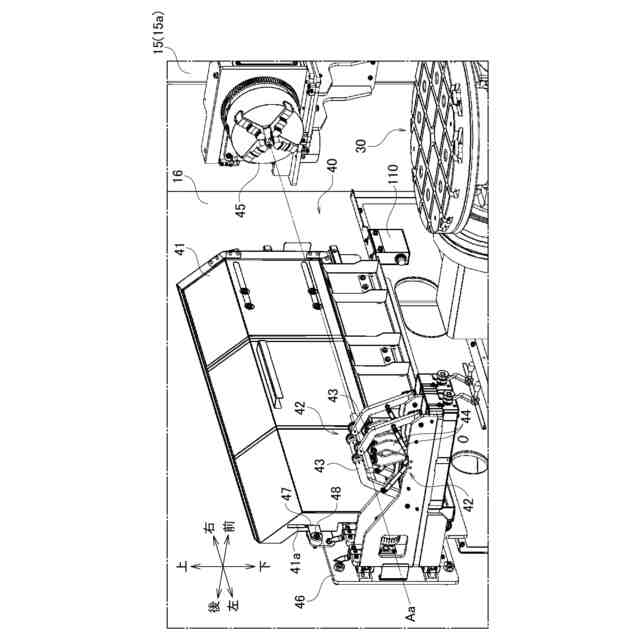
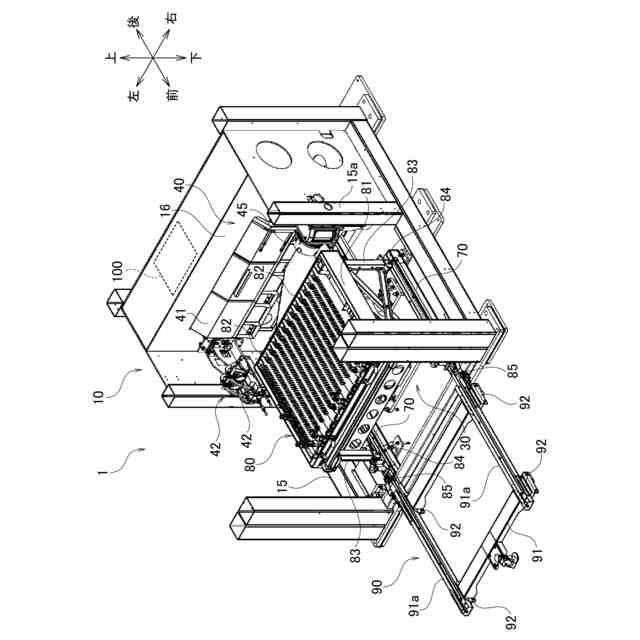
図3は、加工機本体の要部を示す斜視図である。
図4は、パイプ加工ユニットの構成を示す斜視図である。
図5は、パイプトレイの展開位置を示す斜視図である。
図6は、パイプサポートを可動させた状態を示す斜視図である。
図7は、加工機本体内に設置された平板テーブルを説明する図である。
図8は、台車から取り外された加工機本体内にある平板テーブルを説明する図である。
図9は、台車に載せられた平板テーブルを説明する図である。
図10は、平板加工領域とパイプ加工領域との関係を示す図である。
図11は、3D加工と平板加工との切り替え手順を示す図である。
図12は、3D加工とパイプ加工との切り替え手順を示す図である。
【発明を実施するための形態】
【0008】
以下、図面を参照し、本実施形態に係るレーザ加工機を説明する。本明細書では、方向の定義として、左右方向、前後方向、及び上下方向を用いる。左右方向及び前後方向は水平面において直交する2つの方向に対応し、上下方向は鉛直方向に対応する。
【0009】
図1は、本実施形態に係るレーザ加工機1の構造を模式的に示す正面図である。本実施形態に係るレーザ加工機1は、レーザビームをワークに照射することによってワークを切断するレーザ切断加工機である。レーザ加工機1は、立体形状を有するワークである立体ワークに対する3次元(3D)加工と、板金などの平板及び鋼管などのパイプに対する2次元(2D)加工とを行うことができる。なお、パイプとは、棒状のワークをいい、中空材でも中実材であってもよい。また、パイプの軸方向と直交する断面形状は、円形でもよく、多角形のような非円形であってもよい。
【0010】
レーザ加工機1は、加工機本体10と、後述する平板テーブル80(図7参照)と備えている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
複合加工機
4日前
株式会社アマダ
レーザ加工機
1日前
株式会社アマダ
レーザ加工機
17日前
株式会社アマダ
光学式倣い研削盤
3日前
株式会社アマダ
帯鋸盤の切粉処理方法及び帯鋸盤
4日前
株式会社アマダ
リングビーム整形素子及びレーザ加工機
15日前
個人
タップ
9日前
個人
加工機
3日前
個人
スラッジ除去装置
3か月前
株式会社不二越
ドリル
2日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め装置
2か月前
個人
複合金属回転式ホーン
3か月前
株式会社FUJI
工作機械
2か月前
有限会社 ナプラ
金属粒子
2か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社FUJI
工作機械
1か月前
エフ・ピー・ツール株式会社
リーマ
19日前
株式会社アンド
半田付け方法
2日前
株式会社ダイヘン
多層盛り溶接方法
17日前
株式会社ダイヘン
積層造形溶接方法
2か月前
株式会社アンド
半田付け方法
2日前
日進工具株式会社
エンドミル
19日前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
トヨタ自動車株式会社
接合方法
1か月前
株式会社FUJI
チャック装置
1か月前
トヨタ自動車株式会社
取付装置
3か月前
株式会社ナベヤ
締結装置
2か月前
株式会社ツガミ
工作機械
3か月前
株式会社不二越
超硬合金製ドリル
15日前
株式会社不二越
歯車研削盤
3か月前
大和ハウス工業株式会社
溶接方法
2か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社コスメック
クランプ装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ