TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025073597
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2023184520
出願日
2023-10-27
発明の名称
複合加工機
出願人
株式会社アマダ
,
株式会社アマダマシナリー
代理人
個人
,
個人
,
個人
主分類
B23P
23/02 20060101AFI20250502BHJP(工作機械;他に分類されない金属加工)
要約
【課題】装置に対する操作及び作業における作業者の負担が軽減される複合加工機を提供する。
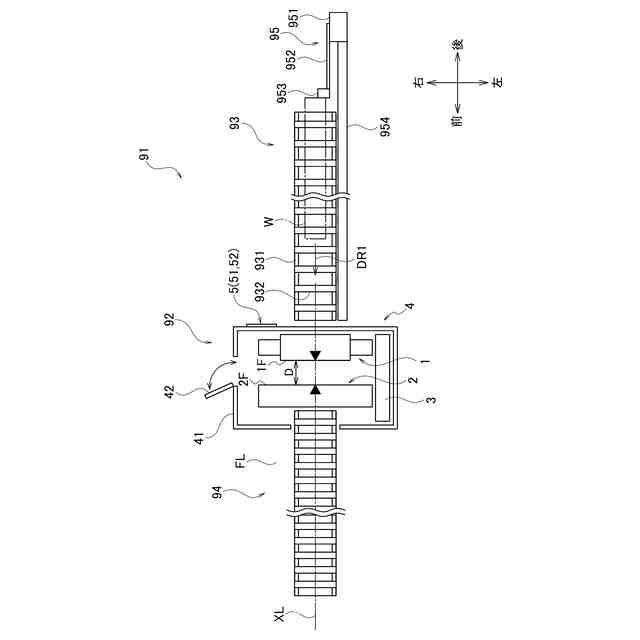
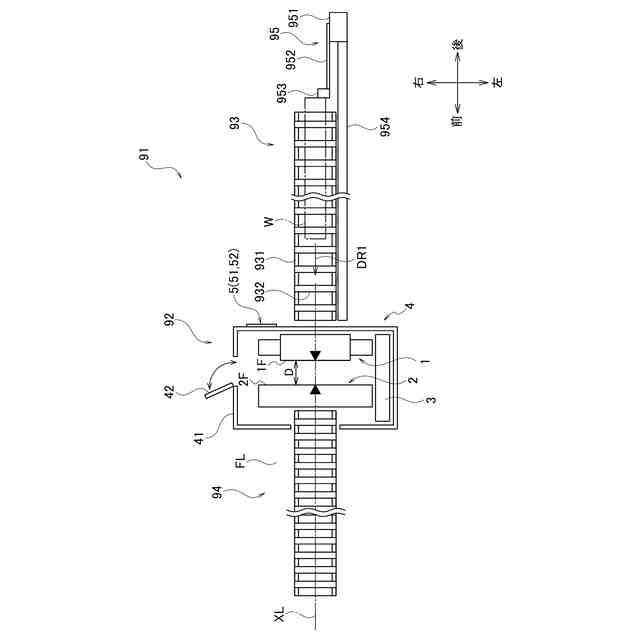
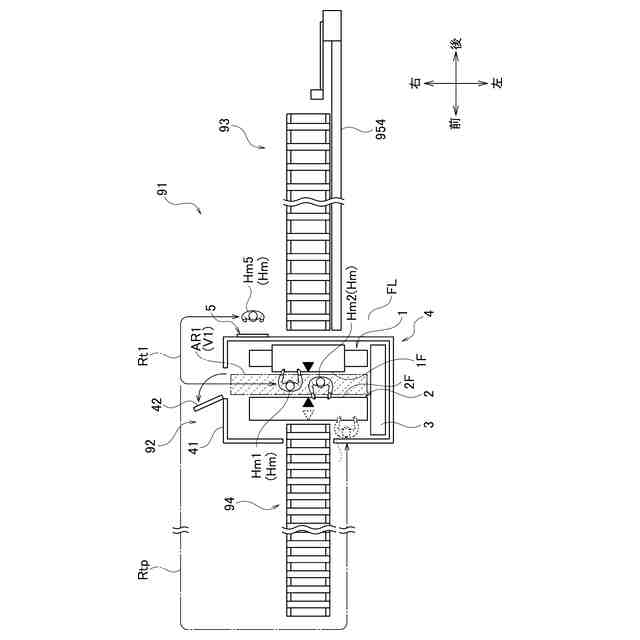
【解決手段】複合加工機(91)は、搬送ライン(XL)上に設置され、搬送される長尺のワーク(W)に対し、穴加工を行う穴加工装置(1)と切断加工を行う切断装置(2)とを備え、穴加工装置(1)と切断装置(2)とは、それぞれの保守点検作業面(1F,2F)が互いに向き合い、作業者(Hm)が歩行可能な間隔(D)をもって並設されている。
【選択図】図1
特許請求の範囲
【請求項1】
搬送ライン上に設置され、搬送される長尺のワークに対し、穴加工を行う穴加工装置と切断加工を行う切断装置とを備え、
前記穴加工装置と前記切断装置とは、それぞれの保守点検作業面が互いに向き合い、作業者が歩行可能な間隔をもって並設されている複合加工機。
続きを表示(約 310 文字)
【請求項2】
前記穴加工装置及び前記切断装置を囲い、内外に出入り可能な開閉ドアを有するパーテーションユニットを備え、前記開閉ドアが開状態で自動運転不能である請求項1記載の複合加工機。
【請求項3】
前記作業者は、同じ立ち位置で前記穴加工装置の保守点検作業面と前記切断装置の保守点検作業面とに対する作業が可能である請求項1記載の複合加工機。
【請求項4】
前記切断装置は横型の帯鋸盤である請求項1~3のいずれか1項に記載の複合加工機。
【請求項5】
前記切断装置は、帯鋸刃を走行させると共に切断基準位置から旋回可能なカッティングヘッドを備えている請求項4記載の複合加工機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、穴加工装置と切断装置とを備えた複合加工機に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1に、1ラインで長尺のワークに対する穴明け加工と切断加工とを行うことができる複合加工機が記載されている。特許文献1に記載された複合加工機は、ラインの上流側から順に、ワークに穴明け加工を行うドリルユニットとワークを切断する切断ユニットとが近接配置されている。ドリルユニットの上流側にはドリルユニットにワークを供給するワーク搬入装置が配置され、切断ユニットの下流側には切断ユニットで切断されたワークを搬出するワーク搬出装置が配置されている。ワーク搬入装置及びワーク搬出装置は、それぞれ長尺のローラコンベアであり、ワークはワーク搬送路としてのワーク搬入装置からワーク搬出装置へと搬送される。
【先行技術文献】
【特許文献】
【0003】
特開平7-108430号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
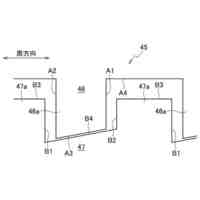
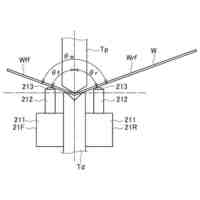
特許文献1に記載されたような従来の複合加工機において、ドリルユニットはアーチ型を呈し、例えばH形鋼のワークに対して上方及び幅方向の側方からドリルによって穴明け加工が可能となっている。また、切断ユニットは横型の帯鋸盤であって、ワークを、その長手方向に直交する方向に切断できる。
【0005】
従来の複合加工機において、ドリルユニットと切断ユニットとは比較的近い位置に並設されている。そのため、ドリルユニットの段取り及びメンテナンス作業は、ワーク搬送方向の上流側の面から行い、切断ユニットの段取り及びメンテナンス作業は下流側の面から行うようになっていた。また、ドリルユニット及び切断ユニットの操作は一つの操作盤から実行可能とされている。操作盤は、例えば、切断ユニットにおけるワーク搬送方向の下流側の面のワーク搬送路の第1の側に配置されていた。
【0006】
従って、例えば、ドリルユニットの段取り作業を、ワーク搬送路に対する第1の側とは反対の第2の側から行った後に、切断ユニットの段取り作業或いは操作盤での操作をワーク搬送路に対する第1の側で行う場合には、長尺の、ワーク搬入装置又はワーク搬出装置の先端をぐるりと回る長い距離を歩いて反対側に行かならければなかった。そのため、作業者の負担は大きく、複合加工機の操作及び作業における作業者の負担が軽減される工夫が望まれていた。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明の複合加工機の一態様は、搬送ライン上に設置され、搬送される長尺のワークに対し、穴加工を行う穴加工装置と切断加工を行う切断装置とを備え、前記穴加工装置と前記切断装置とは、それぞれの保守点検作業面が互いに向き合い、作業者が歩行可能な間隔をもって並設されている。
【発明の効果】
【0008】
本発明の複合加工機の一態様によれば、操作及び作業における作業者の負担が軽減される。
【図面の簡単な説明】
【0009】
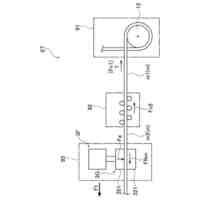
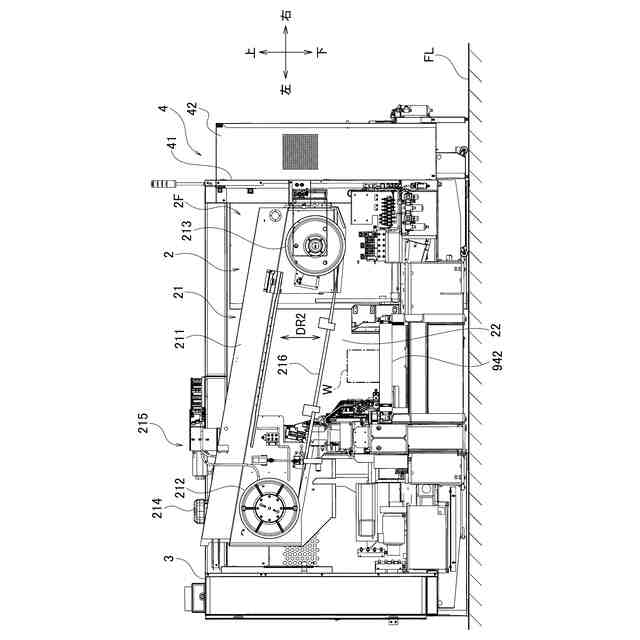
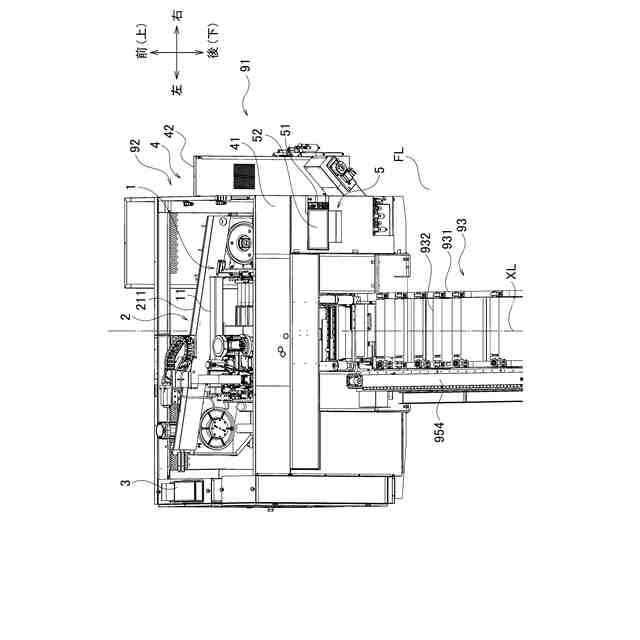
図1は、本発明の一態様の複合加工機91の全体構成を示す上面図である。
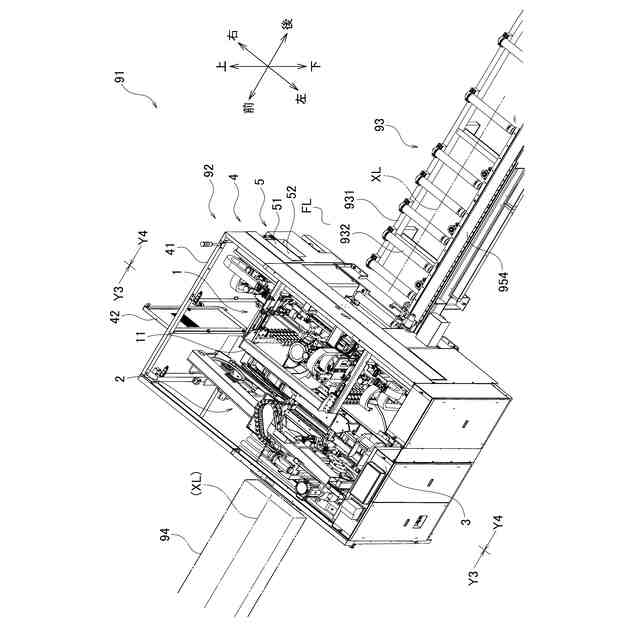
図2は、複合加工機91の本体加工部92を示す左後ろ斜め上方から見た斜視図である。
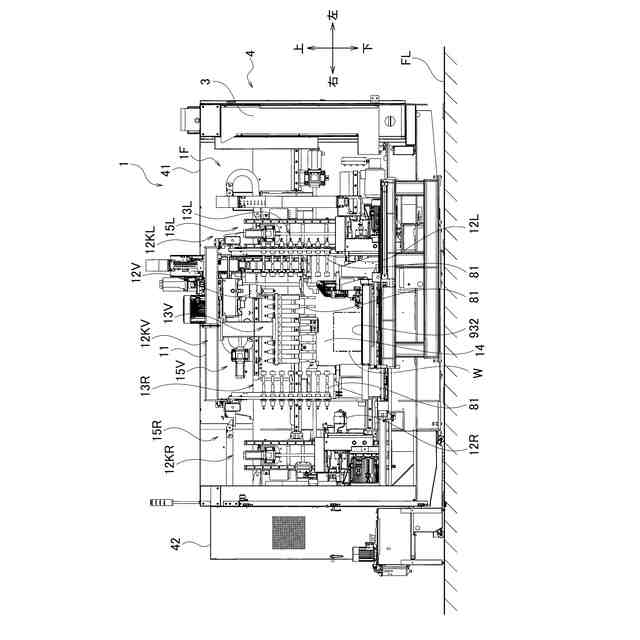
図3は、本体加工部92が備える穴加工装置1を示す図2における矢視Y3-Y3の前面図である。
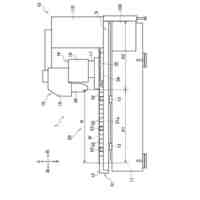
図4は、本体加工部92が備える切断装置2を示す図2における矢視Y4-Y4の後面図である。
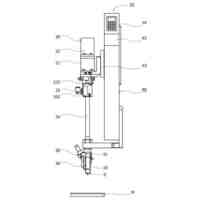
図5は、本体加工部92の操作盤5を示す後斜め上方から見た斜視図である。
図6は、複合加工機91における作業者Hmの動線Rt1を説明するための上面図である。
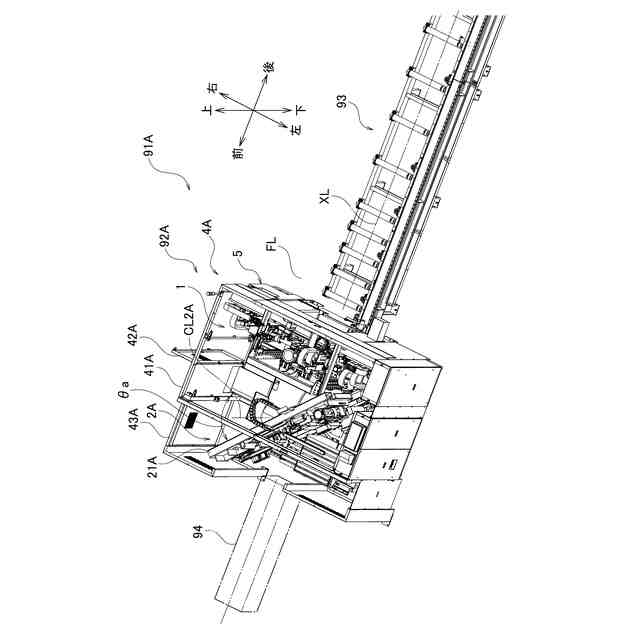
図7は、変形例の複合加工機91Aにおける本体加工部92Aを示す左後斜め上方から見た斜視図である。
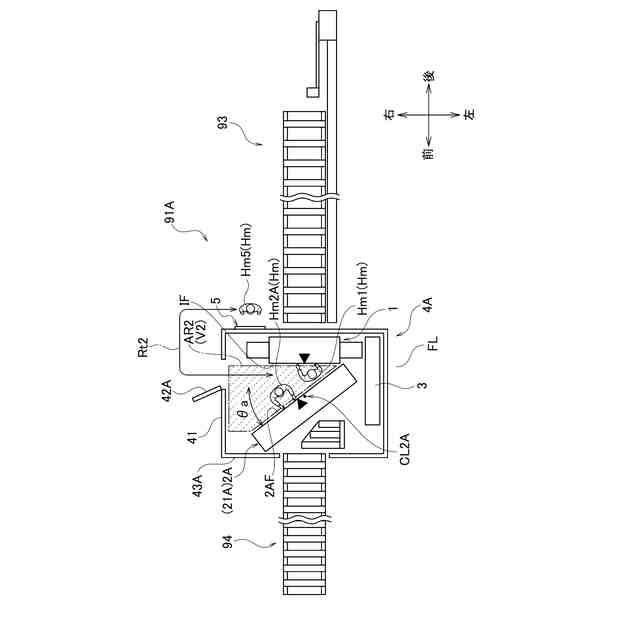
図8は、複合加工機91Aにおける作業者Hmの動線Rt2を説明するための上面図である。
【発明を実施するための形態】
【0010】
(実施例1)
本発明の複合加工機の第1態様である複合加工機91について、まず図1及び図2を参照して説明する。図1は、本発明の一態様の複合加工機91の全体構成を示す上面図である。図2は、複合加工機91の本体加工部92を示す左後ろ斜め上方から見た斜視図である。以下の説明において、前後左右の各方向を図1に示される矢印の方向に規定する。上方は紙面手前方で下方は紙面奥方となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
曲げ加工機
1か月前
株式会社アマダ
プレスブレーキ
1日前
株式会社アマダ
加工スケジュール設定装置
今日
株式会社アマダ
線材送り装置及び送材方法
1か月前
株式会社アマダ
板材保護シートの剥離用金型
21日前
株式会社アマダ
ワーク接合方法及びワーク接合体
2日前
株式会社アマダ
プレスブレーキ及びプレスブレーキ制御方法
8日前
株式会社アマダ
レーザ加工機
13日前
株式会社アマダ
デジタル投影機、工作機械及び投影像表示方法
27日前
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社不二越
ドリル
3か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社ダイヘン
溶接電源装置
5日前
株式会社ダイヘン
溶接電源装置
7日前
日東精工株式会社
ねじ締め装置
1か月前
日東精工株式会社
ねじ締め装置
4か月前
株式会社FUJI
工作機械
1か月前
有限会社 ナプラ
金属粒子
4か月前
株式会社FUJI
工作機械
22日前
株式会社FUJI
工作機械
3か月前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
日進工具株式会社
エンドミル
3か月前
村田機械株式会社
レーザ加工機
2か月前
ブラザー工業株式会社
工作機械
3か月前
ブラザー工業株式会社
工作機械
3か月前
村田機械株式会社
レーザ加工機
2か月前
株式会社FUJI
チャック装置
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ