TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025110080
公報種別
公開特許公報(A)
公開日
2025-07-28
出願番号
2024003801
出願日
2024-01-15
発明の名称
ワーク接合方法及びワーク接合体
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B23K
26/21 20140101AFI20250718BHJP(工作機械;他に分類されない金属加工)
要約
【課題】治具を使用しなくても位置決めできるようにして治具のコスト及び治具のセット時間を削減する。
【解決手段】ワーク接合方法は、板状の材料Wの表面に、材料Wから切り出される第1ワークW1の外形の位置Pを割り付け、割り付けられた第1ワークW1の外形の位置Pの内部に切り起こし突起Sを形成し、第1ワークW1の外形の位置Pを切断して第1ワークW1を切り出し、切り出された第1ワークW1の切り起こし突起Sに、板状の第2ワークW2の表面を当接させて第2ワークW2の端面を第1ワークW1の表面に突き合わせ、第2ワークW2を第1ワークW1に突き合わせた部分を溶接して接合する。
【選択図】図1
特許請求の範囲
【請求項1】
板状の材料の表面に、前記材料から切り出される第1ワークの外形の位置を割り付け、
割り付けられた前記第1ワークの外形の位置の内部に切り起こし突起を形成し、
前記第1ワークの外形の位置を切断して前記第1ワークを切り出し、
切り出された前記第1ワークの切り起こし突起に、板状の第2ワークの表面を当接させて前記第2ワークの端面を前記第1ワークの表面に突き合わせ、
前記第2ワークを前記第1ワークに突き合わせた部分を溶接して接合する
ワーク接合方法。
続きを表示(約 360 文字)
【請求項2】
前記切り起こし突起は、前記第1ワークの外形の位置から所定の距離だけ離れた位置に形成される
請求項1に記載のワーク接合方法。
【請求項3】
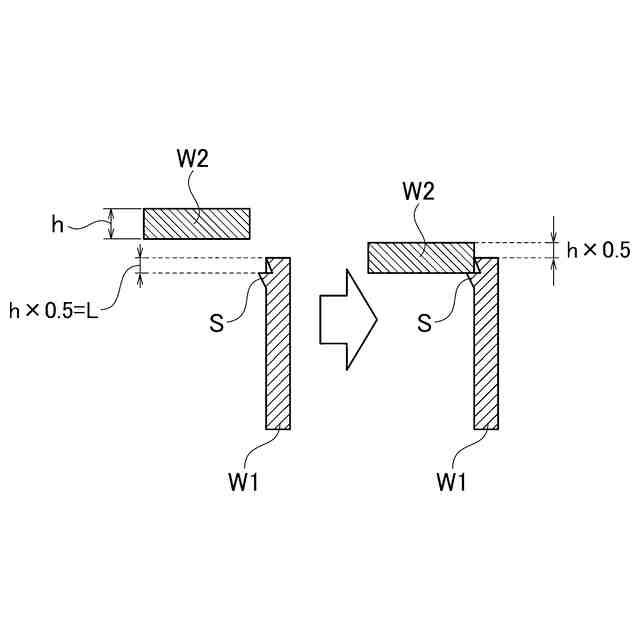
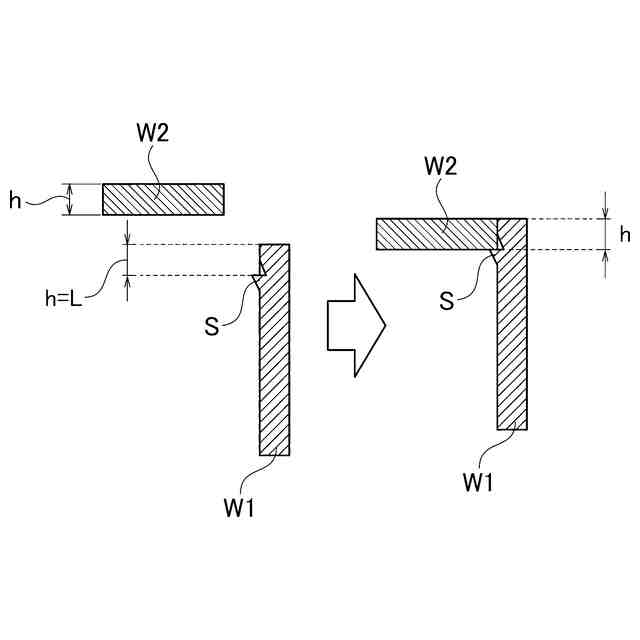
前記所定の距離は、前記第2ワークの板厚である
請求項2に記載のワーク接合方法。
【請求項4】
前記所定の距離は、前記第2ワークの板厚の半分である
請求項2に記載のワーク接合方法。
【請求項5】
切り起こし突起が表面に形成された板状の第1ワークと、
前記第1ワークに溶接して接合された板状の第2ワークとから形成され、
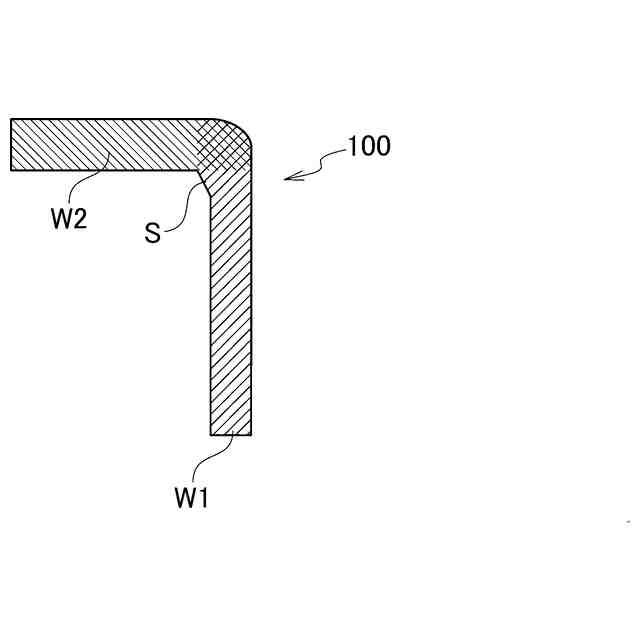
前記第2ワークの表面が前記切り起こし突起に当接し、前記第2ワークの端面を前記第1ワークの表面に突き合わせ、突き合せた部分を溶接して接合した
ワーク接合体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワーク接合方法及びワーク接合体に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来から金属板を突き合わせてレーザ溶接で接合することが行われており、特許文献1には、ワークをレーザ溶接で接合するレーザ溶接方法が記載されている。特許文献1に記載されたレーザ溶接方法では、一方のワークの表面に他方のワークの端面を突き合わせて直交するように治具を用いて位置決めし、突き合わせた部位にレーザビームを照射して溶接している。
【先行技術文献】
【特許文献】
【0003】
特開2018-187665号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した従来のレーザ溶接方法では、位置決めするために治具を用いているので、ワークの形状に応じた治具を用意する必要があり、治具のコスト及び治具のセット時間が必要になるという課題がある。
【課題を解決するための手段】
【0005】
一又はそれ以上の実施形態の第1の態様は、板状の材料の表面に、前記材料から切り出される第1ワークの外形の位置を割り付け、割り付けられた前記第1ワークの外形の位置の内部に切り起こし突起を形成し、前記第1ワークの外形の位置を切断して前記第1ワークを切り出し、切り出された前記第1ワークの切り起こし突起に、板状の第2ワークの表面を当接させて前記第2ワークの端面を前記第1ワークの表面に突き合わせ、前記第2ワークを前記第1ワークに突き合わせた部分を溶接して接合するワーク接合方法である。
【0006】
一又はそれ以上の実施形態の第2の態様は、切り起こし突起が表面に形成された板状の第1ワークと、前記第1ワークに溶接して接合された板状の第2ワークとから形成され、前記第2ワークの表面が前記切り起こし突起に当接し、前記第2ワークの端面を前記第1ワークの表面に突き合わせ、突き合せた部分を溶接して接合したワーク接合体である。
【発明の効果】
【0007】
一又はそれ以上の実施形態に係るワーク接合方法及びワーク接合体によれば、治具を使用しなくても位置決めすることができるので、治具のコスト及び治具のセット時間を削減することができる。
【図面の簡単な説明】
【0008】
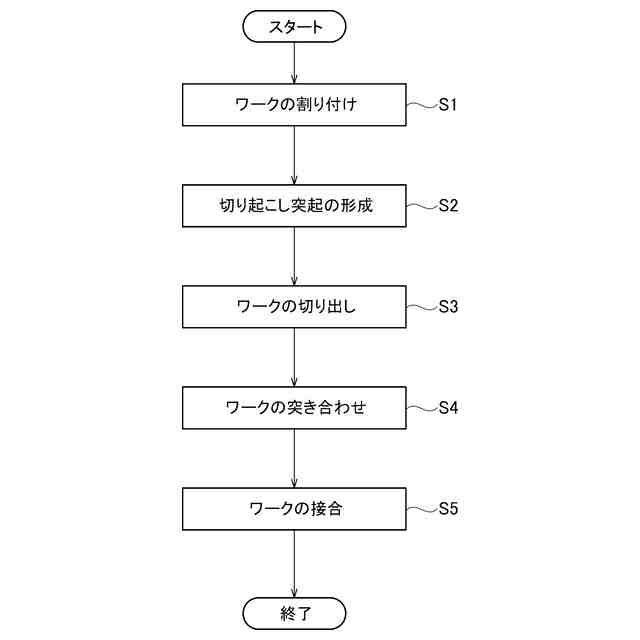
図1は、一実施形態に係るワーク接合方法の工程を示すフローチャートである。
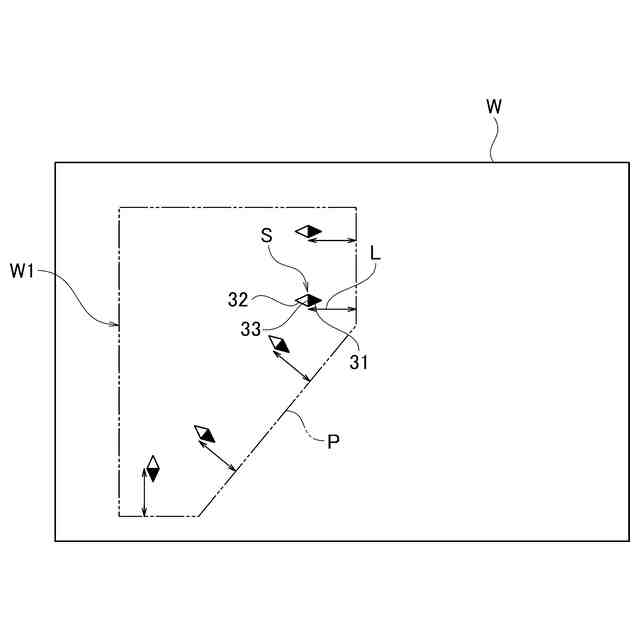
図2は、一実施形態に係るワーク接合方法によって材料に割り付けられた第1ワークを示す上面図である。
図3は、一実施形態に係るワーク接合方法によって第1ワークに形成された切り起こし突起を示す図である。
図4は、一実施形態に係るワーク接合方法によって第2ワークを第1ワークに突き合わせる方法を説明するための図である。
図5は、一実施形態に係るワーク接合方法によって第2ワークを第1ワークに突き合わせる方法を説明するための図である。
図6は、一実施形態に係るワーク接合方法によって製造されたワーク接合体の構造を示す断面図である。
【発明を実施するための形態】
【0009】
[ワーク接合方法]
以下、図面を参照し、本実施形態に係るワーク接合方法について説明する。図1は、本実施形態に係るワーク接合方法の工程を示すフローチャートである。図1に示すように、工程S1において、板状の材料の表面に、材料から切り出される第1ワークの外形の位置を割り付ける。レーザ加工機や曲げ加工機、あるいはレーザ加工と曲げ加工の両方の機能を備えたパンチレーザ複合機では、NC(数値制御:Numerical Control)装置などの制御装置が設けられている。この制御装置が、加工プログラムに基づいて、図2に示すように板状の材料Wの表面に、材料Wから切り出される第1ワークW1の外形の位置Pを割り付ける。
【0010】
工程S2において、割り付けられた第1ワークW1の外形の位置Pの内部に切り起こし突起Sを形成する。切り起こし突起Sは、パンチの先端に切り起こし刃を設けて、材料Wの表面を切り起こすことによって形成される突起である。そのため、図3に示すように、切り起こし突起Sは、材料Wの表面より凹んだ凹部31と、材料Wの表面から突出した突起部32とを含んでいる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アマダ
曲げ金型
1か月前
株式会社アマダ
レーザ発振器
22日前
株式会社アマダ
発注システム、発注方法及び発注プログラム
1か月前
株式会社アマダ
プレスブレーキ制御装置及び曲げ速度算出方法
今日
株式会社アマダ
スポット溶接機及びスポット溶接機のワーク溶接方法
1か月前
株式会社アマダ
タレットパンチプレス及びタレットパンチプレスの制御方法
3日前
株式会社アマダ
溶接加工プログラム設定装置、溶接加工制御装置及び溶接加工システム
1か月前
株式会社アマダ
図形データ作成装置、図形データ作成方法、及び図形データ作成プログラム
22日前
個人
タップ
4か月前
個人
フライス盤
22日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
22日前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社北川鉄工所
回転装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
13日前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
3か月前
株式会社アンド
半田付け方法
4か月前
株式会社アンド
半田付け方法
4か月前
株式会社アンド
半田付け方法
24日前
個人
型枠製造装置のフレーム
3日前
キヤノン電子株式会社
加工システム
1か月前
株式会社ツガミ
工作機械
1か月前
株式会社トヨコー
被膜除去方法
4か月前
村田機械株式会社
レーザ加工機
4か月前
村田機械株式会社
レーザ加工機
4か月前
大見工業株式会社
ドリル
2か月前
株式会社不二越
ブローチ盤
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ