TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025073666
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2023184634
出願日
2023-10-27
発明の名称
樹脂フィルム製造装置及びその制御方法
出願人
株式会社日本製鋼所
代理人
個人
主分類
B29C
48/92 20190101AFI20250502BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂フィルムの製造開始時に巻取機による樹脂フィルムの巻き取りを自動的に開始可能な樹脂フィルム製造装置を提供すること。
【解決手段】一実施形態に係る樹脂フィルム製造装置は、巻取機の入口側に設けられ、搬送されてきた前記樹脂フィルムの通過を検出する巻取用フィルム通過センサを備える。樹脂フィルムの製造を開始した際、巻取用フィルム通過センサによって樹脂フィルムが通過したことを検出した後、巻取機の駆動を開始する。
【選択図】図2
特許請求の範囲
【請求項1】
投入された樹脂原料を溶融させて押し出す押出機と、
前記押出機に連結され、溶融樹脂をフィルム状に成形するダイと、
前記ダイから押し出されたフィルム状の前記溶融樹脂を冷却しつつ、前記溶融樹脂が固化した樹脂フィルムを搬出するキャストロールを含むキャスティング機と、
製造された前記樹脂フィルムを巻き取る巻取機と、
前記巻取機の入口側に設けられ、搬送されてきた前記樹脂フィルムの通過を検出する巻取用フィルム通過センサと、
前記樹脂フィルムの製造を制御するコントローラと、を備え、
前記樹脂フィルムの製造を開始した際、前記コントローラは、
前記巻取用フィルム通過センサによって前記樹脂フィルムが通過したことを検出した後、前記巻取機の駆動を開始する、
樹脂フィルム製造装置。
続きを表示(約 1,600 文字)
【請求項2】
前記巻取用フィルム通過センサと前記巻取機との間に設けられ、フィルム同士を接続する巻取用フィルム接続装置をさらに備え、
前記樹脂フィルムの製造を開始した際、前記コントローラは、
前記巻取用フィルム通過センサによって検出された前記樹脂フィルムと、前記巻取機に予め固定された巻取用ダミーフィルムとを、前記巻取用フィルム接続装置によって接続させた後、前記巻取機の駆動を開始する、
請求項1に記載の樹脂フィルム製造装置。
【請求項3】
前記巻取用フィルム接続装置は、前記巻取用ダミーフィルムと前記樹脂フィルムとを溶着させる、
請求項2に記載の樹脂フィルム製造装置。
【請求項4】
前記コントローラは、
前記巻取機の駆動を開始した際、前記巻取機の制御を定回転制御とし、
前記巻取機において張力を検出した後、前記巻取機の制御を定張力制御に切り換える、
請求項1~3のいずれか一項に記載の樹脂フィルム製造装置。
【請求項5】
前記キャスティング機の後段に設けられ、前記樹脂フィルムを長手方向に延伸する縦延伸機と、
前記縦延伸機の入口側に設けられ、搬送されてきた前記樹脂フィルムの通過を検出する縦延伸用フィルム通過センサと、をさらに備え、
前記樹脂フィルムの製造を開始した際、前記コントローラは、
前記縦延伸用フィルム通過センサによって前記樹脂フィルムが通過したことを検出した後、前記縦延伸機の駆動を開始する、
請求項1~3のいずれか一項に記載の樹脂フィルム製造装置。
【請求項6】
前記縦延伸用フィルム通過センサと前記縦延伸機との間に設けられ、フィルム同士を接続する縦延伸用フィルム接続装置をさらに備え、
前記樹脂フィルムの製造を開始した際、前記コントローラは、
前記縦延伸用フィルム通過センサによって検出された前記樹脂フィルムと、前記縦延伸機に予め固定された縦延伸用ダミーフィルムとを、前記縦延伸用フィルム接続装置によって接続させた後、前記縦延伸機の駆動を開始する、
請求項5に記載の樹脂フィルム製造装置。
【請求項7】
前記縦延伸用フィルム接続装置は、前記縦延伸用ダミーフィルムと前記樹脂フィルムとを溶着させる、
請求項6に記載の樹脂フィルム製造装置。
【請求項8】
前記縦延伸機の後段に設けられ、前記樹脂フィルムを幅方向に延伸する横延伸機と、
前記横延伸機の入口側に設けられ、搬送されてきた前記樹脂フィルムの通過を検出する横延伸用フィルム通過センサと、をさらに備え、
前記樹脂フィルムの製造を開始した際、前記コントローラは、
前記横延伸用フィルム通過センサによって前記樹脂フィルムが通過したことを検出した後、前記横延伸機による前記樹脂フィルムの把持を開始する、
請求項5に記載の樹脂フィルム製造装置。
【請求項9】
前記横延伸用フィルム通過センサと前記横延伸機との間に設けられ、フィルム同士を接続する横延伸用フィルム接続装置をさらに備え、
前記樹脂フィルムの製造を開始した際、前記コントローラは、
前記横延伸用フィルム通過センサによって検出された前記樹脂フィルムと、前記横延伸機の入口まで延設された横延伸用ダミーフィルムとを、前記横延伸用フィルム接続装置によって接続させた後、前記横延伸機による前記樹脂フィルムの把持を開始する、
請求項8に記載の樹脂フィルム製造装置。
【請求項10】
前記横延伸用フィルム接続装置は、前記横延伸用ダミーフィルムと前記樹脂フィルムとを溶着させる、
請求項9に記載の樹脂フィルム製造装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂フィルム製造装置及びその制御方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
特許文献1及び2等に開示されているように、発明者らは樹脂フィルム製造装置及びその制御方法を開発してきた。
【先行技術文献】
【特許文献】
【0003】
特開2022-092768号公報
特開2023-082321号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
例えば樹脂フィルムの製造開始時に巻取機による樹脂フィルムの巻き取りを開始する際、上流側から搬送されてきた樹脂フィルムの先端部を手作業で巻取機に固定した後、オペレータが巻取機の駆動を手動で開始させていた。
そこで、発明者らは、樹脂フィルムの製造開始時に巻取機による樹脂フィルムの巻き取りを自動的に開始する技術の開発を目指している。
その他の課題と新規な特徴は、本明細書の記述及び添付図面から明らかになるだろう。
【課題を解決するための手段】
【0005】
一実施形態に係る樹脂フィルム製造装置は、巻取機の入口側に設けられ、搬送されてきた前記樹脂フィルムの通過を検出する巻取用フィルム通過センサを備える。樹脂フィルムの製造を開始した際、巻取用フィルム通過センサによって樹脂フィルムが通過したことを検出した後、巻取機の駆動を開始する。
【0006】
一実施形態に係る樹脂フィルム製造装置の制御方法では、樹脂フィルムの製造を開始した際、コンピュータは、(a)巻取機の入口側に設けられた巻取用フィルム通過センサによって、前記樹脂フィルムが通過したことを検出した後、巻取機の駆動を開始する工程を実行する。
【発明の効果】
【0007】
前記一実施形態によれば、樹脂フィルムの製造開始時に巻取機による樹脂フィルムの巻き取りを自動的に開始可能な樹脂フィルム製造装置を提供できる。
【図面の簡単な説明】
【0008】
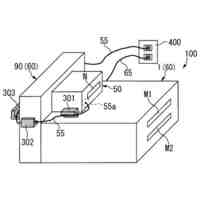
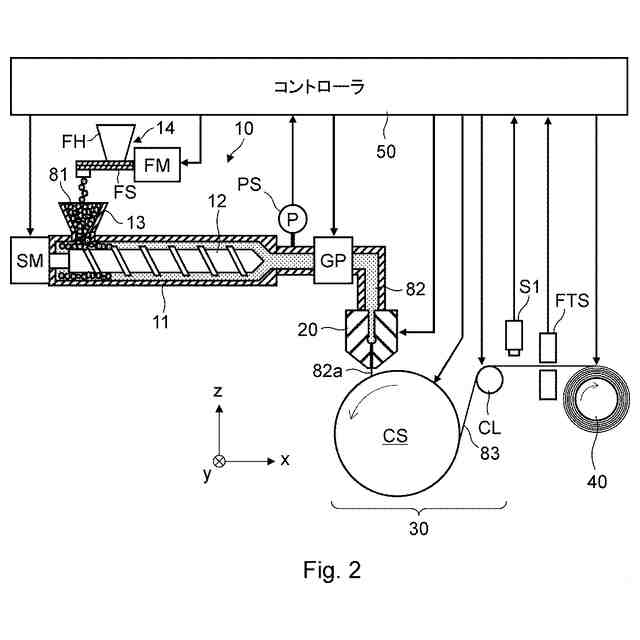
第1の実施形態に係る樹脂フィルム製造装置の全体構成を示す模式的斜視図である。
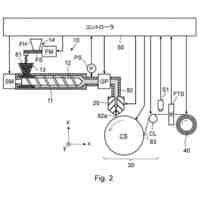
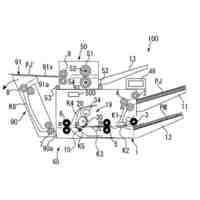
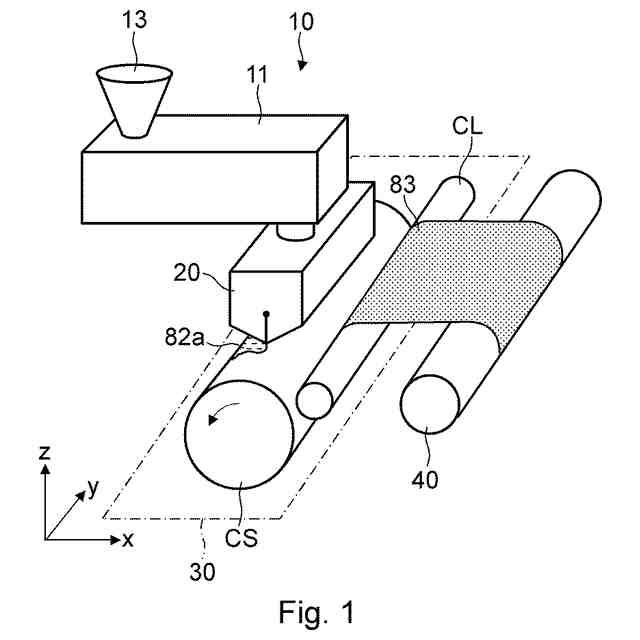
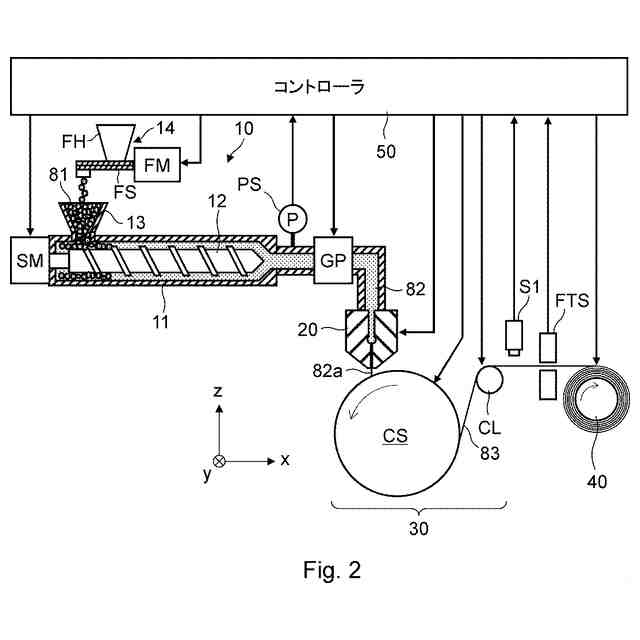
第1の実施形態に係る樹脂フィルム製造装置の全体構成を示す模式的断面図である。
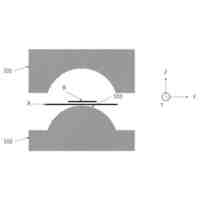
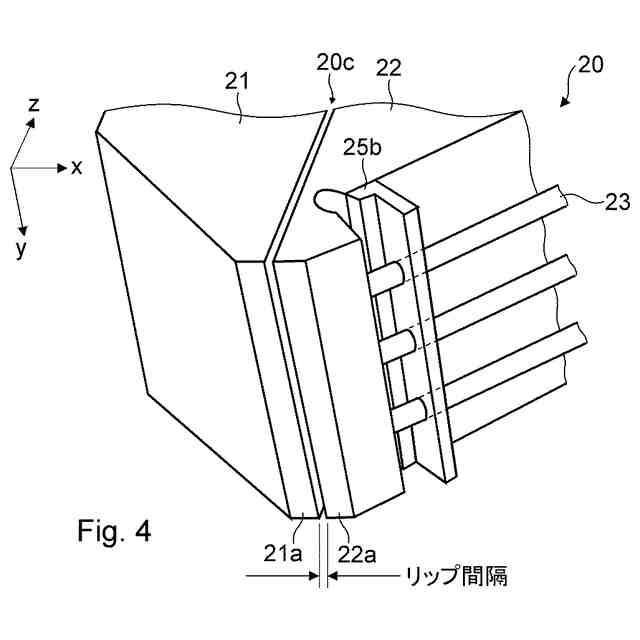
Tダイ20の断面図である。
Tダイ20の下側(リップ側)の部分斜視図である。
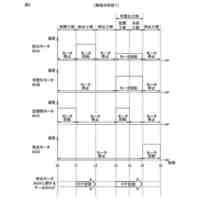
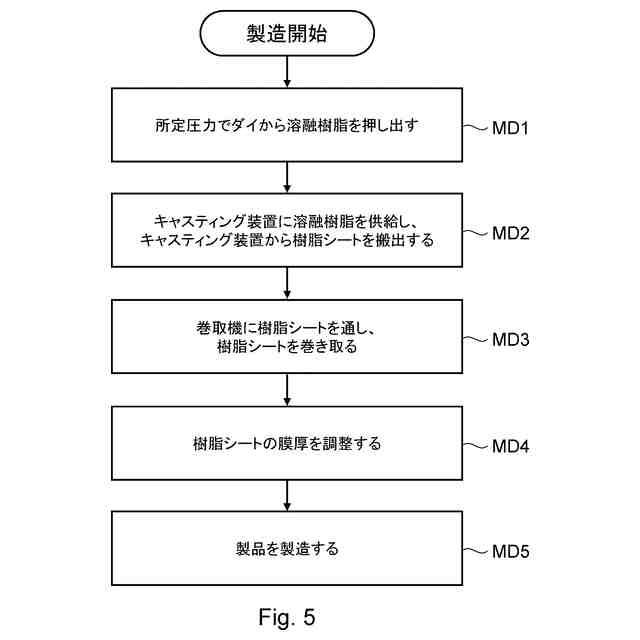
樹脂フィルムの製造開始時における第1の実施形態に係る樹脂フィルム製造装置の制御方法の全体構成を示すフローチャートである。
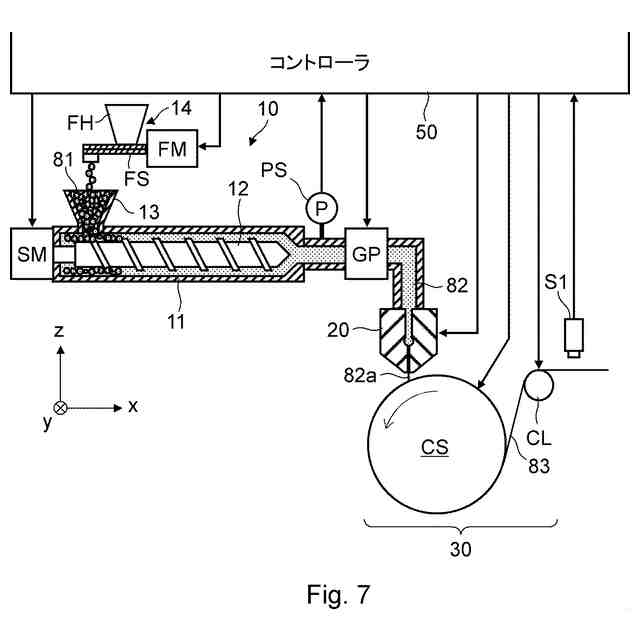
図5における制御モードMD1における樹脂フィルム製造装置を示す模式的断面図である。
図5における制御モードMD2における樹脂フィルム製造装置を示す模式的断面図である。
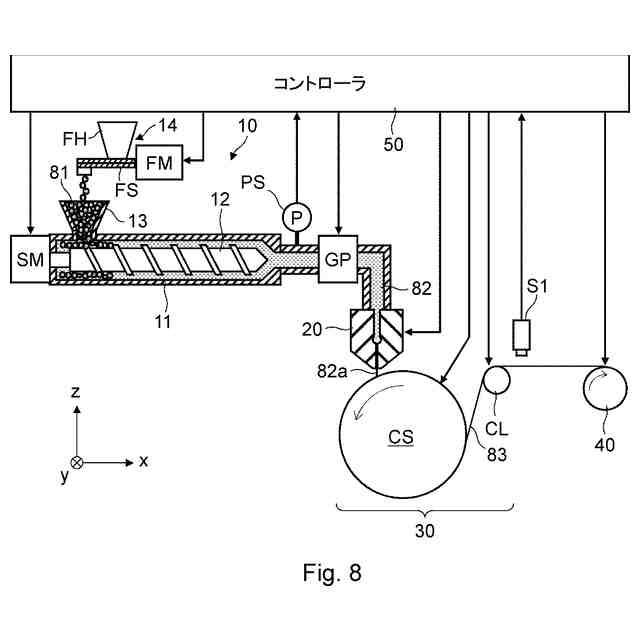
図5における制御モードMD3における樹脂フィルム製造装置を示す模式的断面図である。
図5における制御モードMD4における樹脂フィルム製造装置を示す模式的断面図である。
図5における制御モードMD1の詳細を示すフローチャートである。
図5における制御モードMD2の詳細を示すフローチャートである。
図11におけるステップS21でのキャスティング機30を示す模式的断面図である。
図5における制御モードMD3の詳細を示すフローチャートである。
図13におけるステップS31でのキャスティング機30及び巻取機40を示す模式的断面図である。
図5における制御モードMD4の詳細を示すフローチャートである。
図5における制御モードMD5の詳細を示すフローチャートである。
第2の実施形態に係る樹脂フィルム製造装置の全体構成を示す模式的斜視図である。
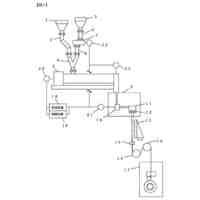
第2の実施形態に係る樹脂フィルム製造装置の全体構成を示す模式的断面図である。
樹脂フィルムの製造開始時における第2の実施形態に係る樹脂フィルム製造装置の制御方法の全体構成を示すフローチャートである。
図19における制御モードMD6における樹脂フィルム製造装置を示す模式的断面図である。
図19における制御モードMD7における樹脂フィルム製造装置を示す模式的断面図である。
図19における制御モードMD3における樹脂フィルム製造装置を示す模式的断面図である。
図19における制御モードMD4における樹脂フィルム製造装置を示す模式的断面図である。
図19における制御モードMD6の詳細を示すフローチャートである。
図24におけるステップS61でのキャスティング機30及び縦延伸機60を示す模式的断面図である。
図19における制御モードMD7の詳細を示すフローチャートである。
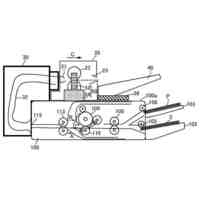
図26におけるステップS71での縦延伸機60及び横延伸機70を示す模式的断面図である。
第2の実施形態における図13のステップS31での横延伸機70及び巻取機40を示す模式的断面図である。
【発明を実施するための形態】
【0009】
以下、具体的な実施形態について、図面を参照しながら詳細に説明する。但し、以下の実施形態に限定される訳ではない。また、説明を明確にするため、以下の記載及び図面は、適宜簡略化されている。
【0010】
(第1の実施形態)
<樹脂フィルム製造装置の全体構成>
まず、図1及び図2を参照して、第1の実施形態に係る樹脂フィルム製造装置の全体構成について説明する。図1は、第1の実施形態に係る樹脂フィルム製造装置の全体構成を示す模式的斜視図である。図2は、第1の実施形態に係る樹脂フィルム製造装置の全体構成を示す模式的断面図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本製鋼所
樹脂フィルム製造装置及びその制御方法
4日前
株式会社日本製鋼所
射出成形機、制御方法、および制御プログラム
2日前
東レ株式会社
溶融紡糸設備
11か月前
東レ株式会社
吹出しノズル
5か月前
CKD株式会社
型用台車
4か月前
シーメット株式会社
光造形装置
4か月前
東レ株式会社
プリプレグテープ
7か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
射出ミキシングノズル
7か月前
グンゼ株式会社
ピン
5か月前
株式会社日本製鋼所
押出機
7か月前
個人
樹脂可塑化方法及び装置
4か月前
株式会社FTS
ロッド
3か月前
日機装株式会社
加圧システム
24日前
株式会社リコー
シート剥離装置
9か月前
東レ株式会社
一体化成形品の製造方法
9か月前
株式会社FTS
成形装置
4か月前
株式会社シロハチ
真空チャンバ
6か月前
トヨタ自動車株式会社
射出装置
2か月前
帝人株式会社
成形体の製造方法
10か月前
株式会社リコー
画像形成システム
5か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社不二越
射出成形機
1か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社神戸製鋼所
混練機
3か月前
株式会社FTS
セパレータ
3か月前
TOWA株式会社
成形型清掃用のブラシ
7か月前
株式会社不二越
射出成形機
1か月前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社不二越
射出成形機
1か月前
株式会社リコー
シート処理システム
8か月前
トヨタ自動車株式会社
真空成形方法
11か月前
KTX株式会社
シェル型の作製方法
10か月前
トヨタ自動車株式会社
真空成形装置
16日前
株式会社リコー
シート処理システム
9か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ