TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025074905
公報種別
公開特許公報(A)
公開日
2025-05-14
出願番号
2023186032
出願日
2023-10-30
発明の名称
回転電機のステータの製造方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
主分類
H02K
15/12 20250101AFI20250507BHJP(電力の発電,変換,配電)
要約
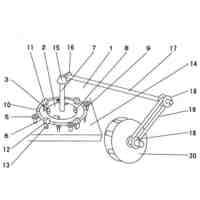
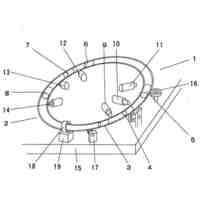
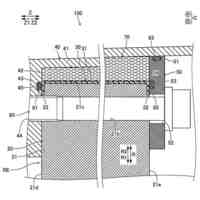
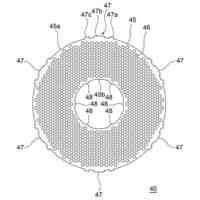
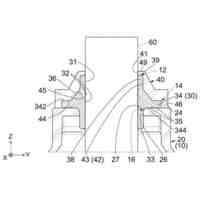
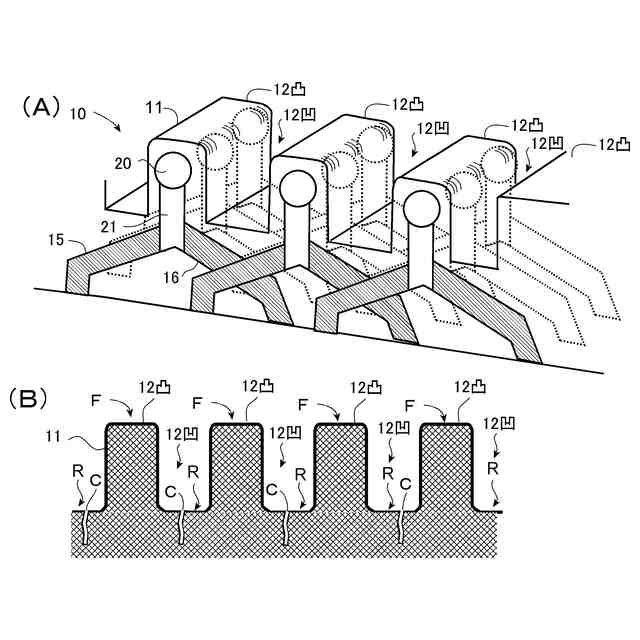
【課題】 回転電機のステータ1の製造方法に於いて、ステータの一方の軸線方向端面10にて、ステータの周方向に亙って、その半径方向に沿って整列する導線セグメント13の端部の溶接部分20を覆う領域12凸にて凸状に、それ以外の領域12凹にて凹状に、それぞれ象られた樹脂部分11を形成する際に、かかる凹凸形状の樹脂部分の成形を或る程度にて容易にする一方で、導線セグメント端部の溶接部分の絶縁性を担保できるようにする。
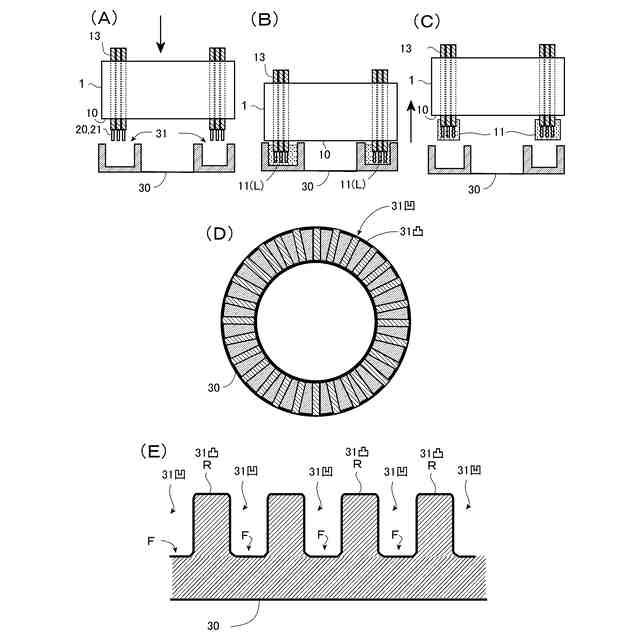
【解決手段】 ステータの製造方法に於けるステータ軸線方向端面上にて、導線セグメント端部の溶接部分を覆う領域にて凸状に、溶接部分のない領域にて凹状に象られた樹脂部分を形成する工程に於いて、樹脂部分の形状に相補的な形状を有する鋳型30内に於いて、溶接部分のない領域に対向する凸状部分31凸の表面が、導線セグメント端部の溶接部分を覆う領域に対向する凹状部分31凹の表面よりも粗く形成されている。
【選択図】 図2
特許請求の範囲
【請求項1】
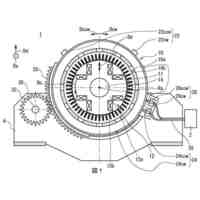
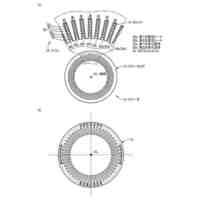
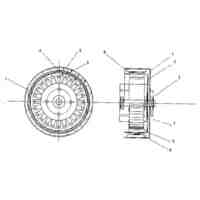
回転電機の、ステータコアの径方向内方に突出したステータ歯上にコイルが巻装されたステータにして、前記コイルが複数の環状の導線セグメントが一条に連結されてなるコイルであり、複数の前記導線セグメントの両端が、それぞれ、前記ステータの一方の軸線方向端面上にて、隣接する別の前記導線セグメントの端と溶接され、複数の前記導線セグメントの端の溶接部分が前記ステータ歯に沿って整列しているステータの製造方法であって、
前記ステータの前記軸線方向端面上にて、前記導線セグメント端部の溶接部分を覆う領域にて凸状に象られ、前記溶接部分のない領域にて凹状に象られた樹脂部分を形成する工程を含み、
前記樹脂部分を形成する工程に於いて、
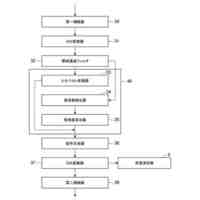
前記樹脂部分の形状に相補的な形状を有する鋳型内に前記軸線方向端面を配置する工程と、
前記鋳型内へ前記軸線方向端面の全域を覆うように液状の樹脂を注入し、前記樹脂を硬化させる工程と、
前記樹脂の硬化後に前記軸線方向端面上の硬化した樹脂部分を前記鋳型から離型する工程と
を含み、
前記鋳型に於いて、前記溶接部分のない領域に対向する凸状部分の表面が、前記導線セグメント端部の溶接部分を覆う領域に対向する凹状部分の表面よりも粗く形成されている方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転電機のステータの製造方法に係り、より詳細には、ステータコアの歯(ステータ歯)上にて複数の導線セグメントが連結されて構成されたコイルが巻装されているステータに於いて、ステータの軸線方向の端面上に位置する導線セグメントの溶接部分を覆うべくステータの端面に樹脂部分を形成する工程を含む方法に係る。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
回転電機のステータのステータコアの歯(ステータ歯)にコイルを巻装する手法の一つとして、複数の環状に湾曲された導線セグメントを、ステータ歯を囲繞するようにステータ歯の間のスロットへ差し込み、ステータコアの軸線方向の端面上にて、導線セグメントの先端どうしを順々に溶接して、一条のコイルがステータ歯に巻回された状態にする手法が採用されている。かかる構成に於いては、導線セグメントは、両端部を除いて絶縁被覆が施されているが、ステータコアの一方の軸線方向端面にて別の導線セグメントの端部に溶接される端部(溶接部分)は、裸線状態で露出することになるので、隣接する導線セグメントの溶接部分の間を絶縁するために、導線セグメントの溶接部分が並んだステータコアの端面を液状樹脂に浸漬した状態で樹脂を硬化させて、樹脂の被覆を形成する構成が採用される場合がある。このようなステータコアの端面の樹脂部分の形成工程に関して、例えば、特許文献1では、ステータコアの端面にて硬化される樹脂部分(モールド部)内に於けるボイドの発生を抑制するために、樹脂の硬化を正圧環境下で実施することが提案されている。
【先行技術文献】
【特許文献】
【0003】
特開2021-136787
【非特許文献】
【0004】
北田良二,電気加工学会誌, Vol.44, No.106 (2010)
【発明の概要】
【発明が解決しようとする課題】
【0005】
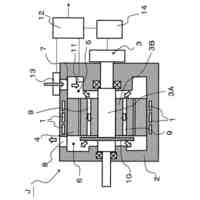
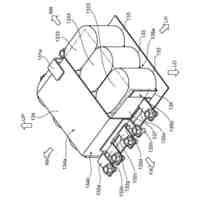
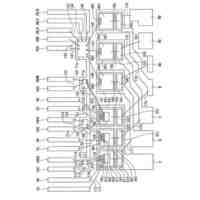
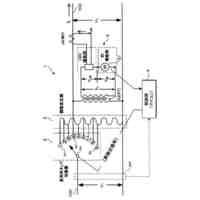
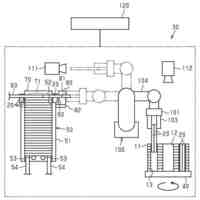
上記の如く、ステータの軸線方向端面にて、ステータ歯に囲繞された複数の環状の導線セグメントの端部の溶接部分を樹脂で被覆する構成に於いて、使用する樹脂量を節約するべく、樹脂部分が、ステータの周方向に亙って、その半径方向に沿って整列する導線セグメント端部の溶接部分を覆う領域にて凸状に、それ以外の領域にて凹状に象られた構成が採用される場合がある(図2(A)参照)。かかる構成に於いて樹脂部分をステータの軸線方向端面に形成する際には、上記の如く凹凸に象られる樹脂部分の形状に相補的な形状を有する鋳型をその開口面を上向きに置き、鋳型内へ導線セグメント端部の溶接部分の整列したステータ端面を下向きにして配置し、その状態で液状の樹脂が鋳型内のステータ端面の全域を覆うように注入され、しかる後、樹脂が硬化すると、樹脂で覆われたステータ端面上の樹脂部分から鋳型が取り外される(図3(A)~(C)参照)。
【0006】
ところで、一般に、鋳型からその内部で硬化した樹脂の形成物を外すのに要する力である「離型力」は、鋳型の内側の表面の粗さの度合を大きいほど、低くなるので(非特許文献1参照)、成形工程が容易となる。従って、上記のステータ端面に樹脂部分を形成する工程に於いても鋳型の内側の表面を適度に粗くすることにより、図2(A)に例示されている如き凹凸形状の樹脂部分の成形が容易となることが期待される。しかしながら、本発明の発明者等の研究によれば、上記のステータ端面に樹脂部分を形成する工程に於いて鋳型の内側の表面の全域を粗くした場合には、樹脂表面に微小な凹凸が形成され、回転電機の使用中などに応力集中により、微小な凹凸を起点に割れが発生し、かかる割れが、導体の露出した導線セグメント端部の溶接部分に達すると、かかる溶接部分の絶縁性が損なわれることが見出された。
【0007】
上記の事情を鑑み、本発明の主な課題は、回転電機のステータの製造方法に於いて、ステータの一方の軸線方向端面にて、ステータの周方向に亙って、その半径方向に沿って整列する導線セグメント端部の溶接部分を覆う領域にて凸状に、それ以外の領域にて凹状に、それぞれ象られた樹脂部分を形成する際に、かかる凹凸形状の樹脂部分の成形を或る程度にて容易にする一方で、導線セグメント端部の溶接部分の絶縁性を担保できるようにすることである。
【課題を解決するための手段】
【0008】
本発明によれば、上記の課題は、回転電機の、ステータコアの径方向内方に突出したステータ歯上にコイルが巻装されたステータにして、前記コイルが複数の環状の導線セグメントが一条に連結されてなるコイルであり、複数の前記導線セグメントの両端が、それぞれ、前記ステータの一方の軸線方向端面上にて、隣接する別の前記導線セグメントの端と溶接され、複数の前記導線セグメントの端の溶接部分が前記ステータ歯に沿って整列しているステータの製造方法であって、
前記ステータの前記軸線方向端面上にて、前記導線セグメント端部の溶接部分を覆う領域にて凸状に象られ、前記溶接部分のない領域にて凹状に象られた樹脂部分を形成する工程を含み、
前記樹脂部分を形成する工程に於いて、
前記樹脂部分の形状に相補的な形状を有する鋳型内に前記軸線方向端面を配置する工程と、
前記鋳型内へ前記軸線方向端面の全域を覆うように液状の樹脂を注入し、前記樹脂を硬化させる工程と、
前記樹脂の硬化後に前記軸線方向端面上の硬化した樹脂部分を前記鋳型から離型する工程と
を含み、
前記鋳型に於いて、前記溶接部分のない領域に対向する凸状部分の表面が、前記導線セグメント端部の溶接部分を覆う領域に対向する凹状部分の表面よりも粗く形成されている方法によって達成される。
【0009】
上記の構成に於いて、「回転電機」は、コイルの巻装されたステータを用いる任意の形式の回転電機(発電機、電動機、電動発電機)であってよい。「コイル」は、本発明に於いては、上記の如く、複数の導線セグメント、即ち、導電性の材料(銅、アルミニウムなど)で形成された線を順々に連結して一条の螺旋状に形成されたものである。導線セグメントは、それぞれ、両端の別の導線セグメントに溶接される部分を除き、全体的に絶縁性被覆が施されて、互いに接触しても導通しないよう形成される。なお、上記のステータコアに於いて、複数のコイルが巻装されていてよく、その場合には、それぞれのコイルが複数の導線セグメントを一条に螺旋状に連結して形成される(即ち、本発明のステータは、複数のコイルがステータコアに巻装されている場合も含む。)。また、ステータの、導線セグメントの溶接部分が整列する側の端面に適用される樹脂部分の樹脂材料は、液体状態から硬化される任意の絶縁性の樹脂であってよいところ、例えば、1液性の熱硬化型エポキシであってよい。鋳型は、この分野で使用される通常の材料から形成される鋳型であってよい。
【0010】
上記の本発明の構成に於いては、ステータの軸線方向端面上に形成される樹脂部分を、導線セグメント端部の溶接部分を覆う領域にて凸状に、溶接部分のない領域にて凹状に、それぞれ、象るための鋳型に於いて、溶接部分のない領域に対向する凸状部分の表面が、導線セグメント端部の溶接部分を覆う領域に対向する凹状部分の表面よりも粗く形成される。これにより、樹脂部分の凹状に象られる領域は、鋳型から容易に離型することが可能となる一方、導線セグメントの溶接部分の内包された樹脂部分の凸状に象られる領域では割れが発生しにくくなり、導線セグメントの絶縁性被覆のない溶接部分に於ける絶縁性が担保できることとなる。また、鋳型から容易に離型することのできる樹脂部分の凹状に象られる領域では、上記の如く、その表面上の微小な凹凸を起点に割れが発生し易くなるところ、その領域に内包される導線セグメントは絶縁性被覆で覆われているので、コイルの絶縁性が損なわれることがなく、また、樹脂部分の凹状に象られる領域で割れが発生すると、樹脂部分全体に作用する歪応力を逃すことが可能となる点でも有利である。なお、鋳型の凸状部分(樹脂部分の凹状領域に当接する部分)の表面の粗さと、鋳型の凹状部分(樹脂部分の凸状領域に当接する部分)の表面の滑らかとは、実験的に決定されてよい。即ち、鋳型の凹状部分の表面の滑らかは、電機の使用中に樹脂部分の凸状領域で割れが発生しない程度に設定され、鋳型の凸状部分の表面の粗さは、電機の使用中に樹脂部分の凹状領域に割れが発生する程度に設定される。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
発電機
18日前
個人
発電機
22日前
個人
発電システム
1日前
ニデック株式会社
モータ
14日前
西芝電機株式会社
回転電機
4日前
株式会社アイシン
車両用駆動装置
1か月前
日産自動車株式会社
発電機
今日
住友電装株式会社
電気接続箱
1日前
住友電装株式会社
電気接続箱
1日前
株式会社シマノ
電力供給装置
23日前
トヨタ自動車株式会社
充電システム
3日前
マツダ株式会社
電力変換装置
1日前
富士電機株式会社
半導体装置
22日前
新光電子株式会社
発振器
3日前
株式会社ダイヘン
電圧調整装置
14日前
株式会社ダイヘン
電力システム
24日前
株式会社ミツバ
回転電機
1日前
ダイハツ工業株式会社
モータ製造装置
7日前
トヨタ自動車株式会社
ステータ
1日前
ミネベアミツミ株式会社
モータ
3日前
株式会社浅羽製作所
通線用先端誘導具
29日前
トヨタ自動車株式会社
蓄電池制御装置
24日前
株式会社アイドゥス企画
負荷追従電動モータ
8日前
ミネベアミツミ株式会社
発電装置
3日前
株式会社アイドゥス企画
磁力トルクコンバータ
8日前
株式会社ダイヘン
蓄電池システム
29日前
株式会社デンソー
電気機器
3日前
株式会社ゲットクリーンエナジー
発電機
15日前
日本航空電子工業株式会社
シール構造体
1か月前
ミネベアミツミ株式会社
発電装置
3日前
株式会社アイシン
回転電機用ステータ製造方法
9日前
株式会社アイシン
回転電機用ステータ製造方法
9日前
トヨタ紡織株式会社
磁石挿入装置
14日前
キヤノン株式会社
電源装置、画像形成装置
23日前
株式会社ゲットクリーンエナジー
モーター
1日前
GX株式会社
可搬式太陽光発電用電源装置
22日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ