TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025076089
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023187795
出願日
2023-11-01
発明の名称
成形管理システム
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B29C
45/00 20060101AFI20250508BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】精度の高い生産計画を提供することができる成形管理システムを提供すること。
【解決手段】サーバーを含み、射出成形装置による生産品の射出成形工程を含む生産工程における生産品の生産を管理する成形管理システムであって、前記サーバーは、端末装置と通信可能に接続されており、前記端末装置から受け付けた操作に応じて、指定された第1生産品についての生産計画を示す生産計画情報を前記端末装置に表示させ、前記生産計画情報には、前記第1生産品を生産するために前記射出成形装置を稼働させる第1稼働時間帯を示す第1稼働時間帯情報とともに、少なくとも、前記第1生産品を生産するために前記射出成形装置を稼働させることができない稼働不可時間帯を示す稼働不可時間帯情報が含まれている、成形管理システム。
【選択図】図21
特許請求の範囲
【請求項1】
サーバーを含み、射出成形装置による生産品の射出成形工程を含む生産工程における生産品の生産を管理する成形管理システムであって、
前記サーバーは、端末装置と通信可能に接続されており、前記端末装置から受け付けた操作に応じて、指定された第1生産品についての生産計画を示す生産計画情報を前記端末装置に表示させ、
前記生産計画情報には、前記第1生産品を生産するために前記射出成形装置を稼働させる第1稼働時間帯を示す第1稼働時間帯情報とともに、少なくとも、前記第1生産品を生産するために前記射出成形装置を稼働させることができない稼働不可時間帯を示す稼働不可時間帯情報が含まれている、
成形管理システム。
続きを表示(約 1,600 文字)
【請求項2】
前記稼働不可時間帯情報には、前記第1生産品を生産するために前記射出成形装置を稼働させるための段取りを行う段取り時間帯を示す段取り時間帯情報と、前記第1生産品と異なる第2生産品を生産するために前記射出成形装置を稼働させる第2稼働時間帯を示す第2稼働時間帯情報とのうち少なくとも前記段取り時間帯情報が含まれている、
請求項1に記載の成形管理システム。
【請求項3】
前記サーバーは、前記第1生産品の生産についての前記射出成形装置の生産能力を示す生産能力情報を受け付け、受け付けた前記生産能力情報に基づいて、前記射出成形装置による単位時間あたりの前記第1生産品の生産数の計画値を示す単位時間生産数計画値情報を前記端末装置へ表示させる、
請求項1に記載の成形管理システム。
【請求項4】
前記生産能力情報には、前記第1生産品の生産についての前記射出成形装置の取り数を示す取り数情報と、前記第1生産品の生産についての前記射出成形装置の標準サイクルタイムを示す標準サイクルタイム情報とが含まれている、
請求項3に記載の成形管理システム。
【請求項5】
前記サーバーは、受け付けた操作に応じて、前記生産計画に関する生産計画関連情報を受け付ける受付画像を前記端末装置に表示させ、前記受付画像を介して受け付けた前記生産計画関連情報に基づいて、前記生産計画情報を前記端末装置に表示させる、
請求項1に記載の成形管理システム。
【請求項6】
前記受付画像には、時間帯を指定する操作を受け付ける時間帯指定部と、前記時間帯指定部により指定された時間帯についての前記射出成形装置による前記第1生産品の生産数を指定する操作を受け付ける生産数指定部とが含まれており、
前記生産数指定部には、前記時間帯指定部により指定された時間帯についての前記射出成形装置による前記第1生産品の生産数を示す情報が入力される入力欄と、前記入力欄に入力された情報が示す生産数を予め決められた数のぶん増減させる操作を受け付ける画像とが含まれており、
前記時間帯指定部により指定される時間帯と、前記生産数指定部により指定される生産数とは、前記生産計画関連情報に含まれる情報である、
請求項5に記載の成形管理システム。
【請求項7】
前記サーバーは、前記時間帯指定部により指定された時間帯についての前記射出成形装置による前記第1生産品の生産数の計画値として前記生産数指定部により指定された生産数を示す生産数情報を前記端末装置に表示させ、
前記生産数情報の表示態様は、前記時間帯指定部により指定された時間帯について前記生産数指定部により指定された生産数が編集中であるか否かに応じて異なる、
請求項6に記載の成形管理システム。
【請求項8】
前記サーバーは、前記生産計画の開始時刻を示す生産計画開始時刻を受け付ける生産計画開始時刻受付画像を前記端末装置に表示させ、前記端末装置に表示された前記生産計画開始時刻受付画像を介して前記生産計画開始時刻を受け付け、受け付けた前記生産計画開始時刻に基づいて前記生産計画情報を前記端末装置に表示させる、
請求項1に記載の成形管理システム。
【請求項9】
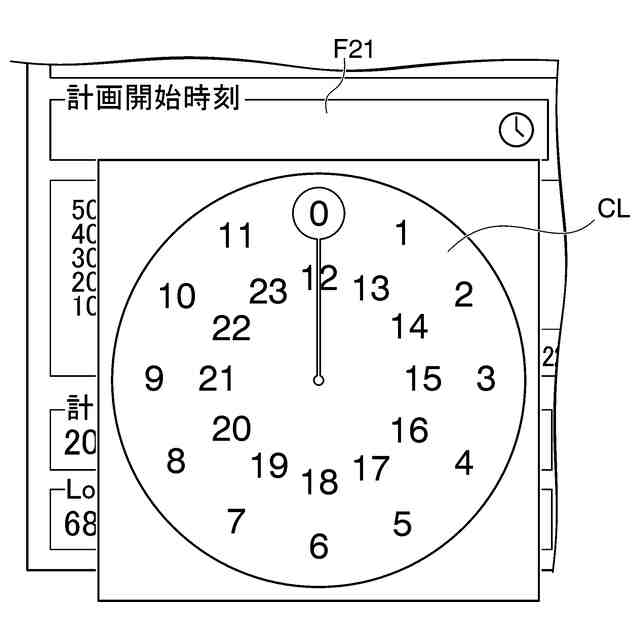
前記生産計画開始時刻受付画像は、受け付けた操作に応じて表示状態が変化し、前記生産計画開始時刻受付画像の表示状態毎に対応付けられた時刻を前記生産計画開始時刻として受け付ける、
請求項8に記載の成形管理システム。
【請求項10】
前記端末装置を含む、
請求項1に記載の成形管理システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
この開示は、成形管理システムに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
金属粉末を含む材料を用いた射出成形装置による生産品の射出成形工程を含む生産工程における生産品の生産を管理する技術についての研究、開発が行われている。
【0003】
これに関し、ある生産工程において生産すべき対象となる対象生産品の数量を示す情報、当該生産工程において対象生産品を生産する能力を示す情報等に基づいて、当該生産工程についての生産計画をコンピューターに立案させる生産計画立案プログラムが知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2006-018576号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載されたような生産計画立案プログラムは、射出成形装置に射出成形工程を行わせるための段取りの時間等の対象生産品の生産に必要だが対象生産品を生産させることができない時間、他の生産品の生産に割り当てられていて対象生産品を生産させることができない時間等を生産計画に含めることができず、精度の高い生産計画を立案することができないことがあった。
【課題を解決するための手段】
【0006】
上記課題を解決するために本開示の一態様は、サーバーを含み、射出成形装置による生産品の生産を管理する成形管理システムであって、前記サーバーは、端末装置と通信可能に接続されており、前記端末装置から受け付けた操作に応じて、指定された第1生産品についての生産計画を示す生産計画情報を前記端末装置に表示させ、前記生産計画情報には、前記第1生産品を生産するために前記射出成形装置を稼働させる時間帯を示す第1稼働時間帯情報とともに、少なくとも、前記第1生産品を生産するために前記射出成形装置を稼働させることができない時間帯を示す稼働不可時間帯情報が含まれている、成形管理システムである。
【図面の簡単な説明】
【0007】
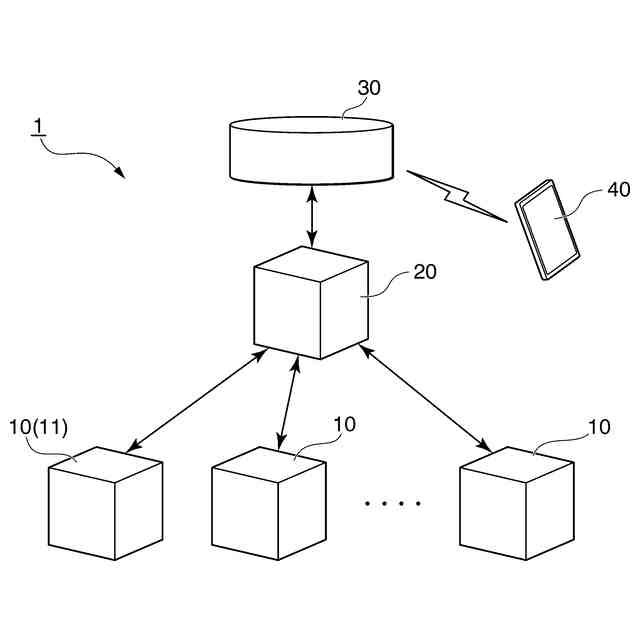
成形管理システム1の構成の一例を示す図である。
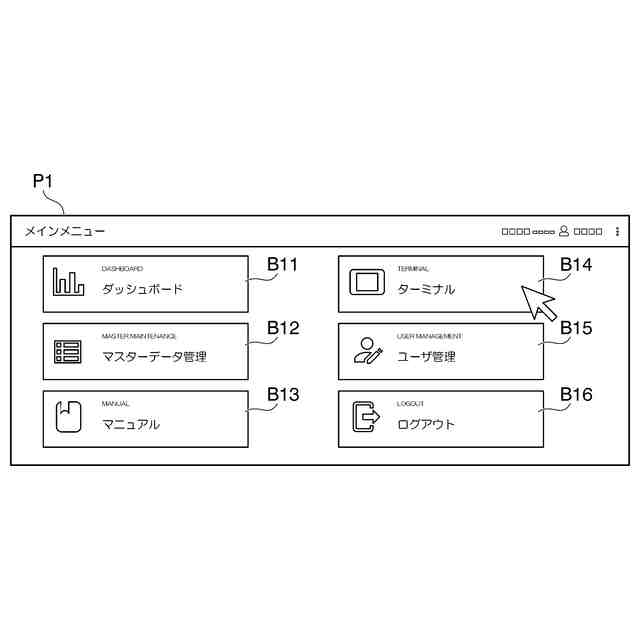
メインメニュー画像P1の一例を示す図である。
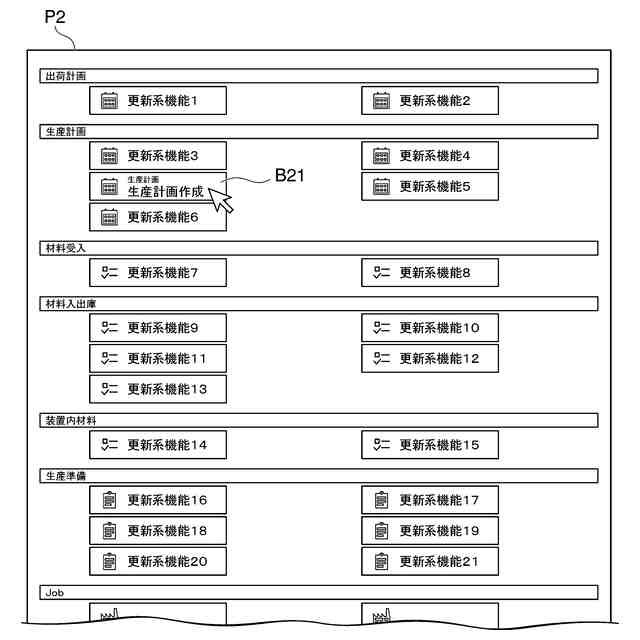
ターミナル画像P2の一例を示す図である。
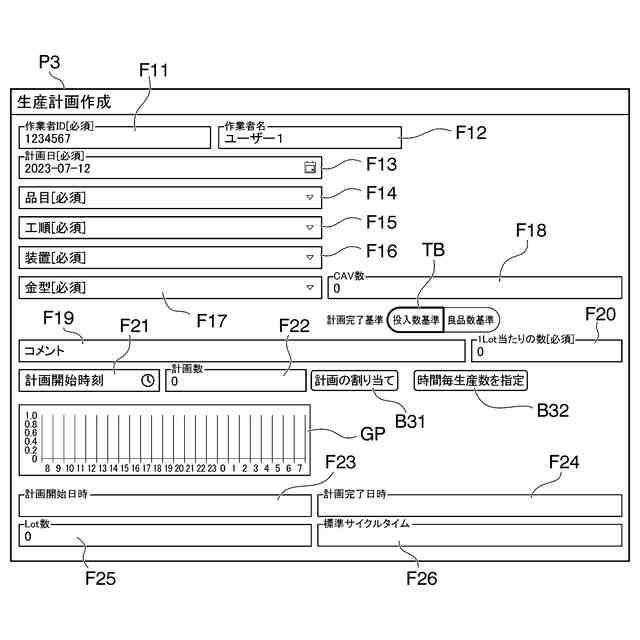
生産計画作成画像P3の一例を示す図である。
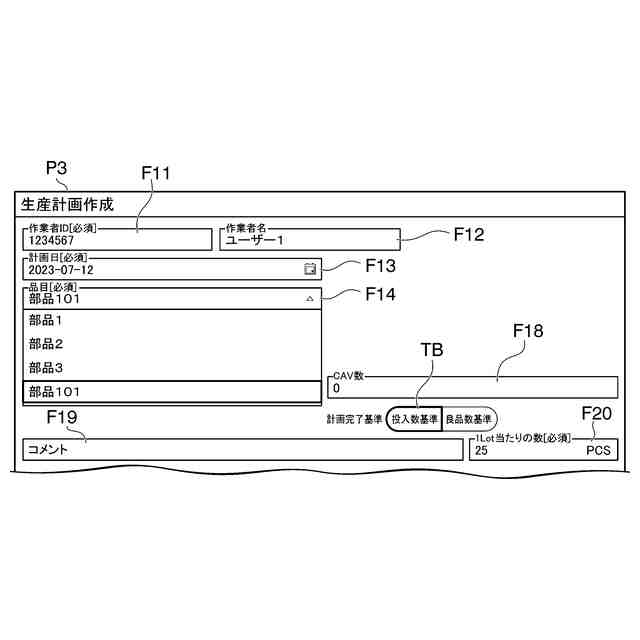
入力欄F14においてプルダウンメニューが表示されている様子の一例を示す図である。
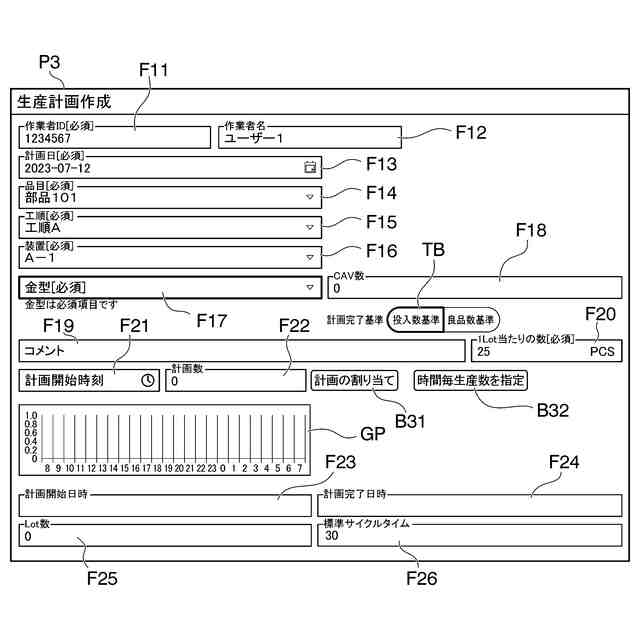
射出成形装置識別情報が入力欄F16に入力されたことによって入力欄F26に標準サイクルタイム情報が入力された様子の一例を示す図である。
金型識別情報が入力欄F17に入力されたことによって入力欄F18に取り数情報が入力された様子の一例を示す図である。
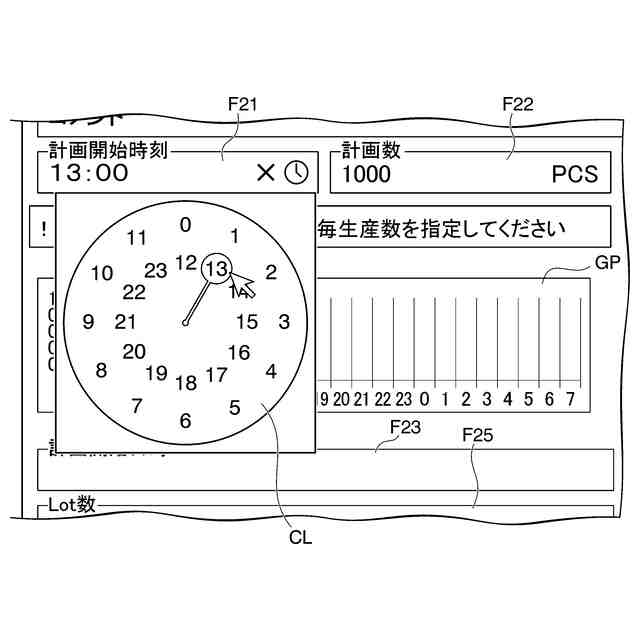
生産計画作成画像P3上に表示された生産計画開始時刻受付画像CLの一例を示す図である。
初期状態の生産計画開始時刻受付画像CLの一例を示す図である。
入力欄F13~入力欄F22のすべての情報が入力された場合において生産計画作成画像P3上に表示されるメッセージの一例を示す図である。
ボタンB31への選択操作が行われてグラフGPへのプロットが行われた後の生産計画作成画像P3の一例を示す図である。
エラーメッセージMG2が表示されている場合の生産計画作成画像P3の一例を示す図である。
生産計画作成画像P3上に表示された受付画像P4の一例を示す図である。
対象指定時間帯が段取り時間帯として指定された直後の受付画像P4の一例を示す図である。
入力欄F33へ単位時間生産数情報が入力された直後の受付画像P4の一例を示す図である。
図15に示した受付画像P4において対象指定時間帯を第19時間帯から第20時間帯へ変更した直後の受付画像P4の一例を示す図である。
ボタンB33が表示された状態の生産計画作成画像P3の一例を示す図である。
稼働不可時間帯受付画像P5の一例を示す図である。
グラフGPに第2稼働時間帯情報が表示されている様子と、グラフGP2に第2稼働時間帯情報が表示されている様子とのそれぞれを示す図である。
サーバー30のハードウェア構成の一例を示す図である。
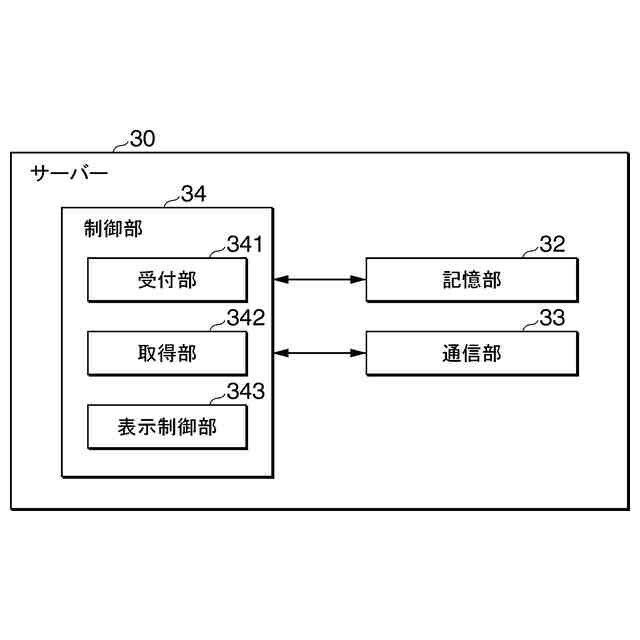
サーバー30の機能構成の一例を示す図である。
サーバー30が生産計画情報を生成する処理の流れの一例を示す図である。
【発明を実施するための形態】
【0008】
<実施形態>
以下、本開示の実施形態について、図面を参照して説明する。
【0009】
<成形管理システムの概要>
まず、実施形態に係る成形管理システムの概要について説明する。
【0010】
実施形態に係る成形管理システムは、射出成形装置による生産品の射出成形工程を含む生産工程における生産品の生産を管理する。当該成形管理システムは、サーバーを含む。サーバーは、端末装置と通信可能に接続されており、端末装置から受け付けた操作に応じて、指定された第1生産品についての生産計画を示す生産計画情報を端末装置に表示させる。そして、生産計画情報には、第1生産品を生産するために射出成形装置を稼働させる第1稼働時間帯を示す第1稼働時間帯情報とともに、少なくとも、第1生産品を生産するために射出成形装置を稼働させることができない稼働不可時間帯を示す稼働不可時間帯情報が含まれている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
セイコーエプソン株式会社
規制部材、および液体吐出装置
今日
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
28日前
シーメット株式会社
光造形装置
8か月前
CKD株式会社
型用台車
8か月前
東レ株式会社
プリプレグテープ
11か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社日本製鋼所
押出機
10か月前
個人
射出ミキシングノズル
10か月前
グンゼ株式会社
ピン
8か月前
株式会社FTS
ロッド
7か月前
日機装株式会社
加圧システム
4か月前
個人
樹脂可塑化方法及び装置
7か月前
東レ株式会社
フィルムの製造方法。
1か月前
株式会社カワタ
計量混合装置
3か月前
株式会社漆原
シートの成形方法
3か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
株式会社FTS
成形装置
8か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社シロハチ
真空チャンバ
10か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社コスメック
射出成形装置
3か月前
株式会社リコー
画像形成システム
8か月前
TOWA株式会社
成形型清掃用のブラシ
11か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
3か月前
三菱自動車工業株式会社
予熱装置
11か月前
株式会社神戸製鋼所
混練機
6か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
株式会社不二越
射出成形機
1日前
株式会社FTS
セパレータ
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































