TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025125475
公報種別
公開特許公報(A)
公開日
2025-08-27
出願番号
2024021553
出願日
2024-02-15
発明の名称
射出成形機
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B29C
45/76 20060101AFI20250820BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形後の熱可塑性材料の品質の安定性を向上できる射出成形機を提供する。
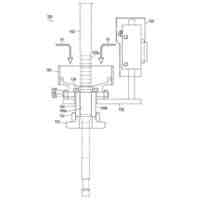
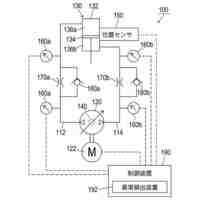
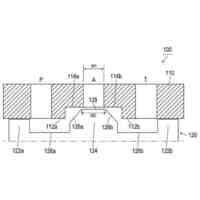
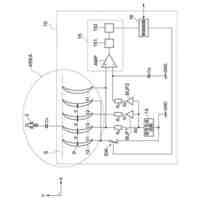
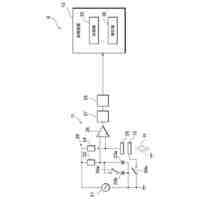
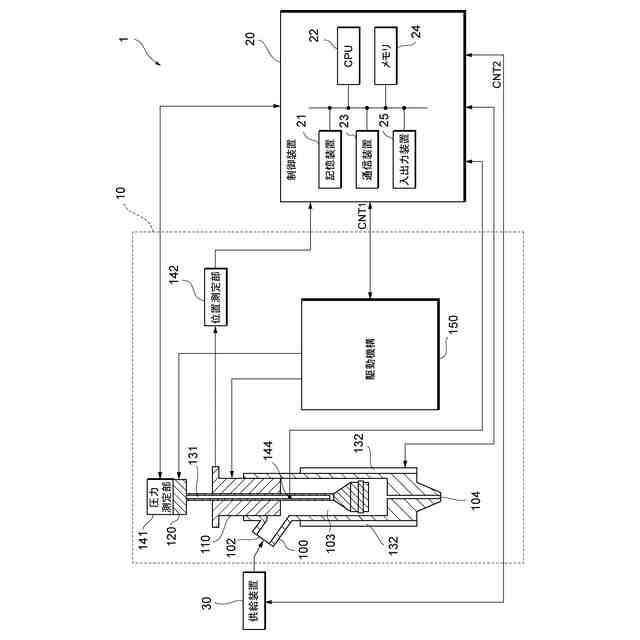
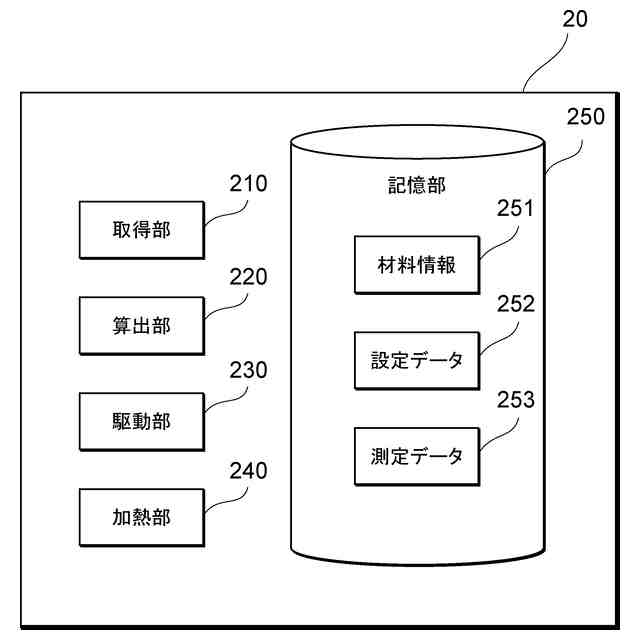
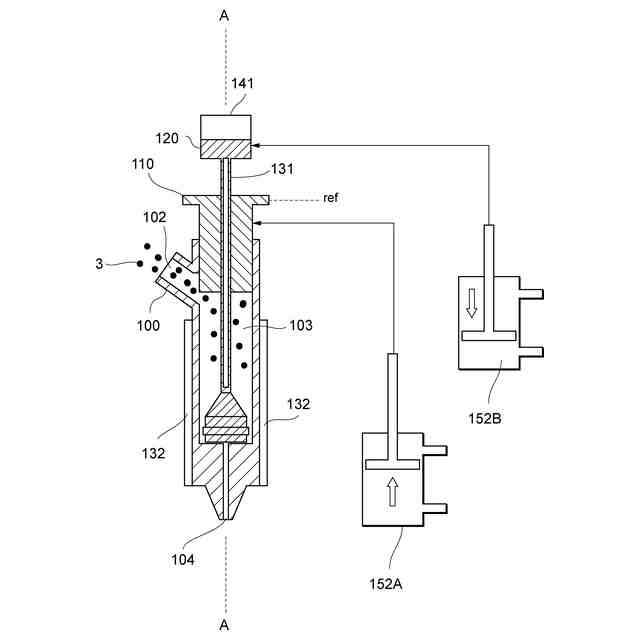
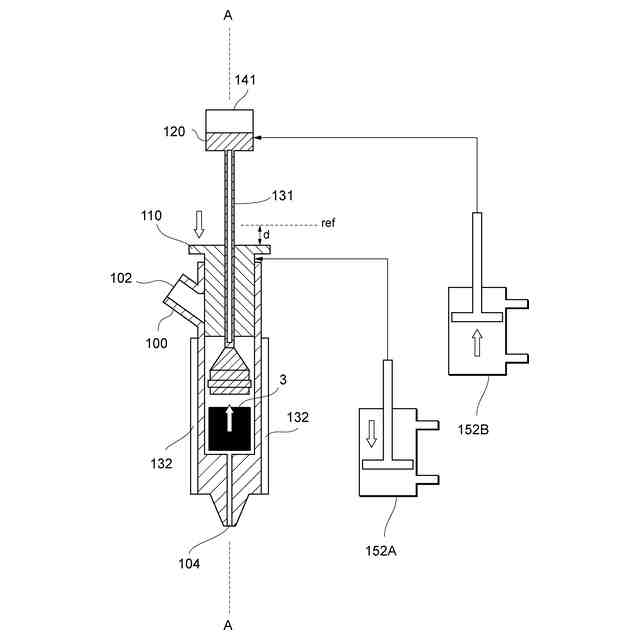
【解決手段】射出成形機は、軸方向に延在し内部に熱可塑性材料が供給されるバレル(100)と、軸方向に延在しバレル内に挿入されるトーピード(120)と、バレルとトーピードとの少なくとも一方に設けられるヒータ(132)と、バレルの内壁面及びトーピードの外周面に囲まれる空間内に熱可塑性材料を供給する供給装置(30)と、バレルとトーピードとの間に介挿されヒータによる加熱下において供給装置から供給された熱可塑性材料を押し込んで溶融させる中空状のプランジャ(110)と、トーピード及びプランジャを独立して軸方向に進退するように駆動する駆動機構(150)と、射出動作の単位であるショット又は複数回のショット毎にプランジャによる押圧力を更新するように駆動機構を動作制御する制御装置(20)とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
軸方向に延在し、内部に熱可塑性材料が供給されるバレルと、
前記軸方向に延在するとともに前記バレル内に挿入されるトーピードと、
前記バレルと前記トーピードとの少なくとも一方に設けられるヒータと、
前記バレルの内壁面及び前記トーピードの外周面に囲まれる空間内に前記熱可塑性材料を供給する供給装置と、
前記バレルと前記トーピードとの間に介挿され、前記ヒータによる加熱下において前記供給装置から供給された前記熱可塑性材料を押し込んで溶融させる中空状のプランジャと、
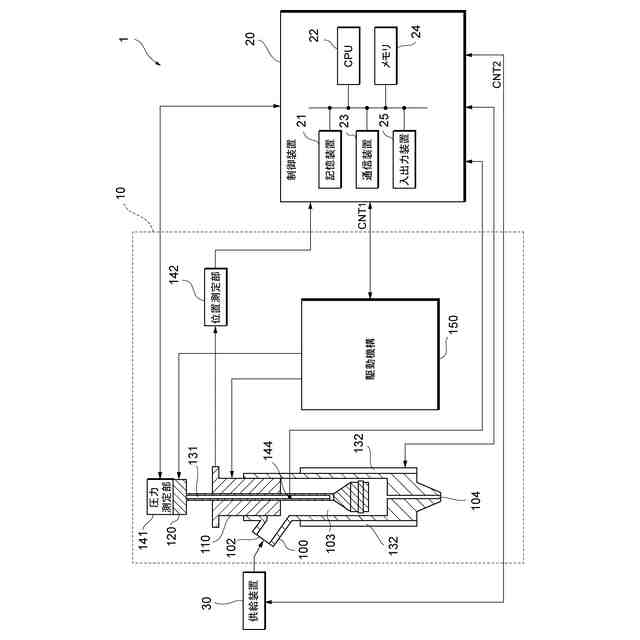
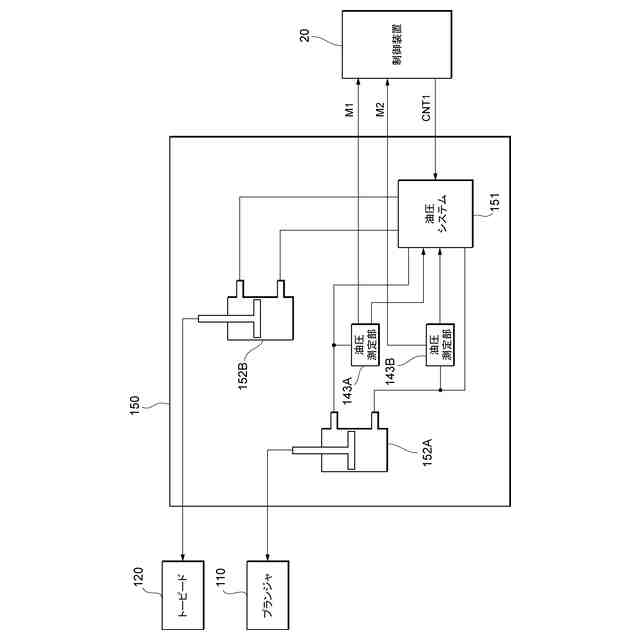
前記トーピード及び前記プランジャを独立して前記軸方向に進退するように駆動する駆動機構と、
射出動作の単位であるショット毎又は複数回のショット毎に、前記プランジャによる押圧力を更新するように前記駆動機構を動作制御する制御装置と、
を備えることを特徴とする射出成形機。
続きを表示(約 760 文字)
【請求項2】
前記トーピードの前記軸方向の端部に設けられており、前記トーピードに加わる圧力を測定する圧力測定部をさらに備え、
前記制御装置は、少なくとも前記プランジャの押し込み動作の際に前記圧力測定部によって測定された圧力に基づいて前記押圧力を更新することを特徴とする請求項1に記載の射出成形機。
【請求項3】
前記プランジャの位置を測定する位置測定部をさらに備え、
前記制御装置は、少なくとも前記プランジャの押し込み動作の際に前記位置測定部によって測定された位置又は位置の時間変化量に基づいて前記押圧力を更新することを特徴とする請求項1に記載の射出成形機。
【請求項4】
前記バレル又は前記トーピードの温度を測定する温度測定部をさらに備え、
前記制御装置は、少なくとも前記プランジャの押し込み動作の際に前記温度測定部によって測定された温度に基づいて前記押圧力を更新することを特徴とする請求項1~3のいずれか一項に記載の射出成形機。
【請求項5】
前記トーピードの前記軸方向の端部に設けられており前記トーピードに加わる圧力を測定する圧力測定部と、前記プランジャの位置を測定する位置測定部と、前記トーピードの温度を測定する温度測定部とをさらに備え、
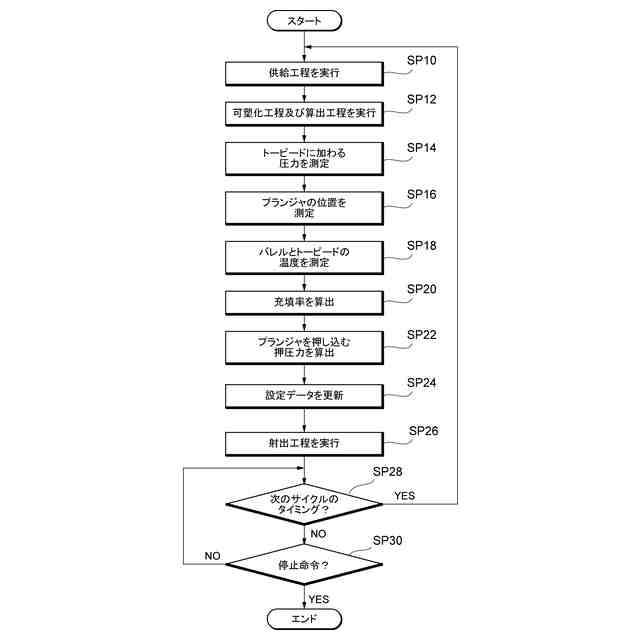
前記制御装置は、前記プランジャの押し込み動作の際に前記圧力測定部が測定した圧力及び前記位置測定部が測定した位置に基づいて前記バレル内における前記熱可塑性材料の充填率を算出し、前記プランジャの押し込み動作の際に前記温度測定部が測定した温度、前記充填率、及び予め定められている前記熱可塑性材料の種類又は大きさを示す情報に基づいて前記押圧力を更新することを特徴とする請求項1に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱可塑性材料を射出成形する射出成形機に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
従来から、熱可塑性材料を加熱、押し込み及び溶融して射出する射出成形機が知られている。
【0003】
これに関し、特許文献1に、バレルと、熱可塑性材料をプランジャと、プランジャの貫通孔を貫通して軸方向に移動可能なロッドと、ロッドに接続されたトーピードとを備える射出成形機が開示されている。
【先行技術文献】
【特許文献】
【0004】
特許第6657550号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の技術では、プランジャによって熱可塑性材料を押し込んで溶融する際の押圧力を一段階にしか設定できず、材料の品質が不安定になってしまうという問題があった。
【0006】
本発明はこのような問題に鑑みてなされたものであり、その目的は、成形後の熱可塑性材料の品質の安定性を向上できる射出成形機を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明の射出成形機は、軸方向に延在し、内部に熱可塑性材料が供給されるバレルと、前記軸方向に延在するとともに前記バレル内に挿入されるトーピードと、前記バレルと前記トーピードとの少なくとも一方に設けられるヒータと、前記バレルの内壁面及び前記トーピードの外周面に囲まれる空間内に前記熱可塑性材料を供給する供給装置と、前記バレルと前記トーピードとの間に介挿され、前記ヒータによる加熱下において前記供給装置から供給された前記熱可塑性材料を押し込んで溶融させる中空状のプランジャと、前記トーピード及び前記プランジャを独立して前記軸方向に進退するように駆動する駆動機構と、射出動作の単位であるショット毎又は複数回のショット毎に、前記プランジャによる押圧力を更新するように前記駆動機構を動作制御する制御装置と、を備える。
【0008】
また、本発明の射出成形機は、前記トーピードの前記軸方向の端部に設けられており、前記トーピードに加わる圧力を測定する圧力測定部をさらに備え、前記制御装置は、少なくとも、前記プランジャの押し込み動作の際に前記圧力測定部によって測定された圧力に基づいて前記押圧力を更新する。
【0009】
また、本発明の射出成形機は、前記プランジャの位置を測定する位置測定部をさらに備え、前記制御装置は、少なくとも、前記プランジャの押し込み動作の際に前記位置測定部によって測定された位置又は位置の時間変化量に基づいて前記押圧力を更新する。
【0010】
また、本発明の射出成形機は、前記バレル又は前記トーピードの温度を測定する温度測定部をさらに備え、前記制御装置は、少なくとも、前記プランジャの押し込み動作の際に前記温度測定部によって測定された温度に基づいて前記押圧力を更新する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社不二越
硬質材料
25日前
株式会社不二越
ロボット
12日前
株式会社不二越
ブローチ盤
25日前
株式会社不二越
電磁切替弁
1か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
駆動伝達装置
1か月前
株式会社不二越
アクチュエータ
1か月前
株式会社不二越
熱処理システム
1か月前
株式会社不二越
ロボットシステム
1か月前
株式会社不二越
ロボット操作装置
1か月前
株式会社不二越
ロボットシステム
1か月前
株式会社不二越
ロボットシステム
1か月前
株式会社不二越
エッジ仕上げ装置
25日前
株式会社不二越
油圧駆動システム
1か月前
株式会社不二越
ノンリーク三方弁
15日前
株式会社不二越
垂直多関節ロボット
26日前
株式会社不二越
スカイビング加工機
1か月前
株式会社不二越
複合アクチュエータ
15日前
株式会社不二越
スカイビング加工機
1か月前
株式会社不二越
斜板式ピストンポンプ
6日前
株式会社不二越
移動ロボットシステム
15日前
株式会社不二越
可変容量制御ピストンポンプ
15日前
株式会社不二越
X線回折測定装置及びプログラム
15日前
株式会社不二越
センサ及びセンサを備えるロボット
1か月前
株式会社不二越
マルテンサイト系ステンレス鋼焼結体
1か月前
株式会社不二越
マルテンサイト系ステンレス鋼焼結体
1か月前
株式会社不二越
データ修復機能を有する回路システム
1か月前
株式会社不二越
歯車加工用合金鋼およびそれを用いた歯車
25日前
株式会社不二越
転がり軸受用転動体およびそれを用いた転がり軸受
1か月前
株式会社不二越
転がり軸受用軌道輪およびそれを用いた転がり軸受
1か月前
国立大学法人 東京大学
静電容量式センサ及びロボットシステム
1か月前
個人
気泡緩衝材減容装置
20日前
東レ株式会社
吹出しノズル
10か月前
豊田鉄工株式会社
金型
2か月前
シーメット株式会社
光造形装置
9か月前
CKD株式会社
型用台車
9か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ