TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025083713
公報種別
公開特許公報(A)
公開日
2025-06-02
出願番号
2023197260
出願日
2023-11-21
発明の名称
燃料電池の製造方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人 快友国際特許事務所
主分類
H01M
8/0286 20160101AFI20250526BHJP(基本的電気素子)
要約
【課題】感圧式の接着剤を採用した場合でも、接着層中に気泡が形成されることを抑制する。
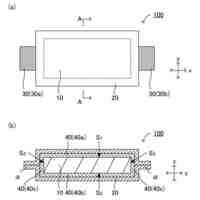
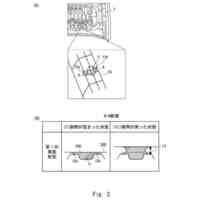
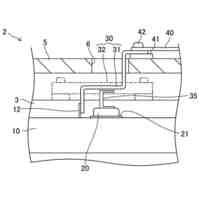
【解決手段】燃料電池の製造方法は、膜電極複合体を支持する支持フレームの表面に、既定されたシールラインに沿って感圧式の接着剤を塗布して、接着層を形成する工程と、支持フレームに塗布された接着層に接触するまで、セパレータを支持フレームの表面へ接近させる工程と、接着層を介して接触する支持フレーム及びセパレータに圧縮力を付与して、支持フレームとセパレータとを互いに接着する工程と、を備える。接近させる工程では、シールラインの長手方向に垂直な断面において、接着層の表面と、その表面に対向するセパレータの表面との間の距離が、特定の一箇所で最小となるとともに、当該一箇所から前記シールラインの幅方向へ離れるにつれて単調増加している。
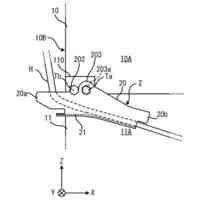
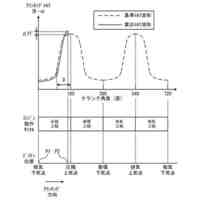
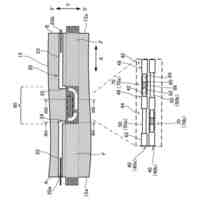
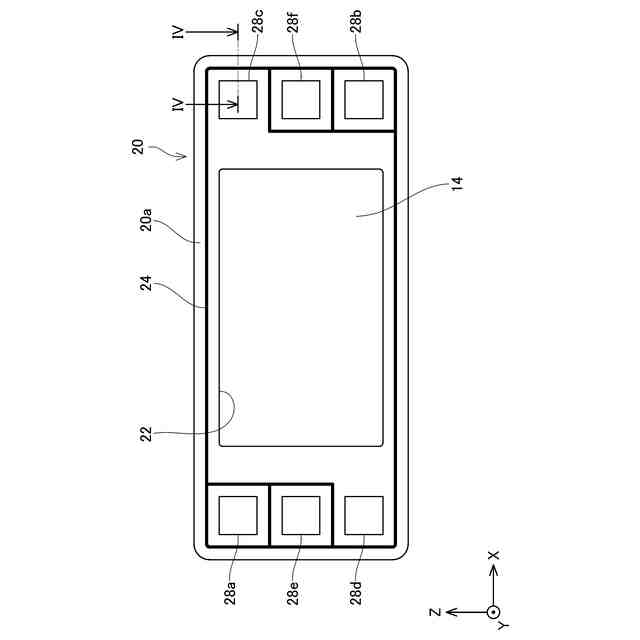
【選択図】図4
特許請求の範囲
【請求項1】
燃料電池の製造方法であって、
膜電極複合体を支持する支持フレームの表面に、既定されたシールラインに沿って感圧式の接着剤を塗布して、接着層を形成する工程と、
前記支持フレームに形成された前記接着層に接触するまで、セパレータを前記支持フレームの前記表面へ接近させる工程と、
前記接着層を介して接触する前記支持フレーム及び前記セパレータに圧縮力を付与して、前記支持フレームと前記セパレータとを互いに接着する工程と、
を備え、
前記接近させる工程では、前記シールラインの長手方向に垂直な断面において、前記接着層の表面と、その表面に対向する前記セパレータの表面との間の距離が、特定の一箇所で最小となるとともに、当該一箇所から前記シールラインの幅方向へ離れるにつれて単調増加している、
製造方法。
続きを表示(約 840 文字)
【請求項2】
前記接着層を形成する工程では、前記シールラインの長手方向に垂直な前記断面において、前記接着層の厚さが、前記一箇所で最大となるとともに、当該一箇所から前記シールラインの幅方向へ離れるにつれて単調減少するように、前記接着剤を塗布する、請求項1に記載の燃料電池の製造方法。
【請求項3】
前記接着層を形成する工程では、前記シールラインの長手方向に垂直な前記断面において、前記接着層が左右対称な形状を有するように、前記接着剤を塗布する、請求項2に記載の燃料電池の製造方法。
【請求項4】
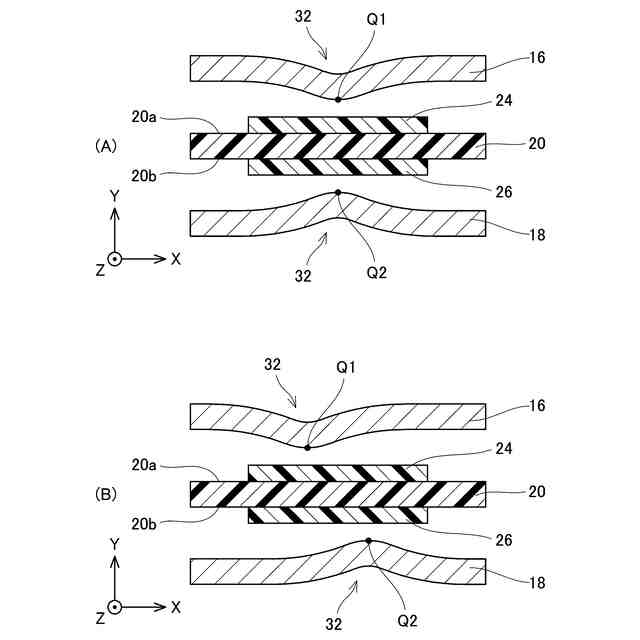
前記接近させる工程において、前記シールラインの長手方向に垂直な前記断面では、前記接着層に対向する前記セパレータの前記表面が前記接着層に向けて突出しており、その突出量は、前記一箇所で最大となるとともに、当該一箇所から前記シールラインの幅方向へ離れるにつれて単調減少している、請求項1から3のいずれか一項に記載の燃料電池の製造方法。
【請求項5】
燃料電池の製造方法であって、
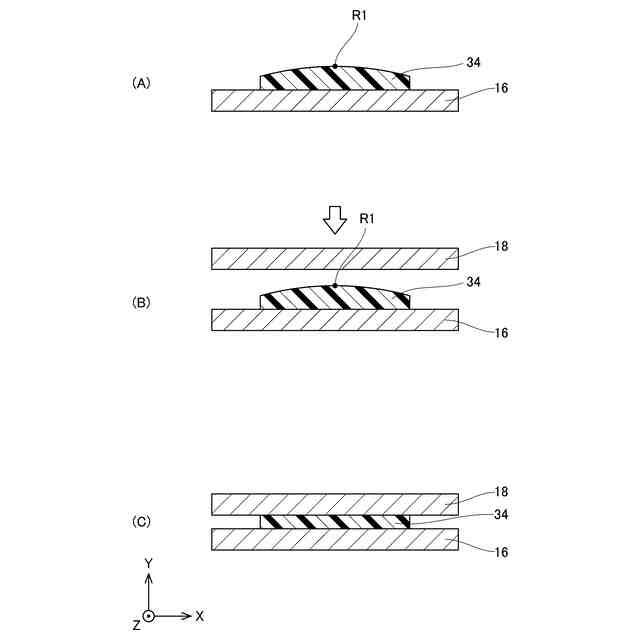
燃料電池セルを構成する第1セパレータの表面に、既定されたシールラインに沿って感圧式の接着剤を塗布して、接着層を形成する工程と、
前記第1セパレータに形成された前記接着層に接触するまで、他の燃料電池セルを構成する第2セパレータを前記第1セパレータの前記表面へ接近させる工程と、
前記接着層を介して接触する前記第1セパレータ及び前記第2セパレータに圧縮力を付与して、前記第1セパレータと前記第2セパレータとを互いに接着する工程と、
を備え、
前記接近させる工程では、前記シールラインの長手方向に垂直な断面において、前記接着層の表面と、その表面に対向する前記第2セパレータの表面との間の距離が、特定の一箇所で最小となるとともに、当該一箇所から前記シールラインの幅方向へ離れるにつれて単調増加している、
燃料電池の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書が開示する技術は、燃料電池の製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
特許文献1に、燃料電池の製造方法が記載されている。この製造方法では、膜電極複合体を支持する支持フレームの表面に、接着剤を用いてセパレータが接着される。
【先行技術文献】
【特許文献】
【0003】
特開2020-113391号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来、燃料電池の製造には、加熱式の接着剤が利用されてきた。これに代えて、感圧式の接着剤を採用することが考えられる。但し、加熱式の接着剤では、接着過程において固体から液体への相変化が生じるのに対して、感圧式の接着剤では、そのような相変化が生じない。そのため、感圧式の接着剤で形成された接着層とセパレータとの間に捕捉された気泡が、そのまま接着層中に残存するおそれがある。
【0005】
上記の実情を鑑み、本明細書は、感圧式の接着剤を採用した場合でも、接着層中に気泡が形成されることを抑制するための技術を提供する。
【課題を解決するための手段】
【0006】
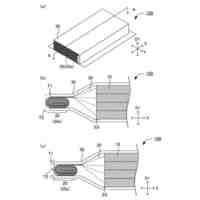
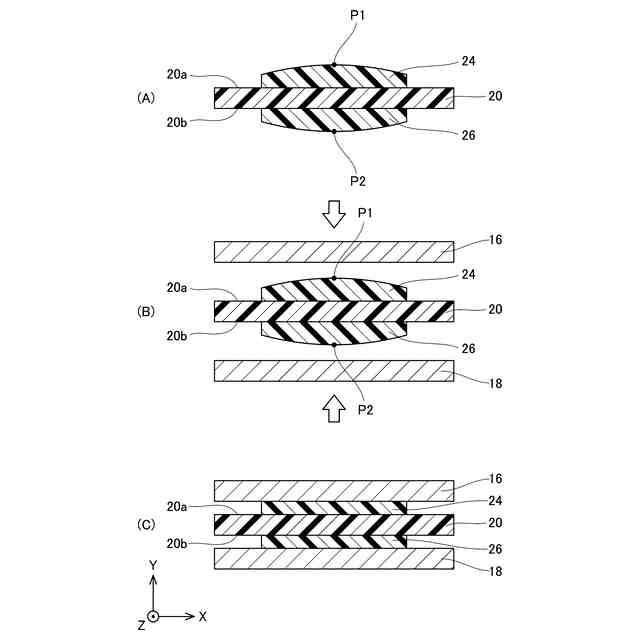
本明細書が開示する技術は、燃料電池の製造方法に具現化される。この燃料電池の製造方法は、膜電極複合体を支持する支持フレームの表面に、既定されたシールラインに沿って感圧式の接着剤を塗布して、接着層を形成する工程と、前記支持フレームに形成された前記接着層に接触するまで、セパレータを前記支持フレームの前記表面へ接近させる工程と、前記接着層を介して接触する前記支持フレーム及び前記セパレータに圧縮力を付与して、前記支持フレームと前記セパレータとを互いに接着する工程と、を備える。前記接近させる工程では、前記シールラインの長手方向に垂直な断面において、前記接着層の表面と、その表面に対向する前記セパレータの表面との間の距離が、特定の一箇所で最小となるとともに、当該一箇所から前記シールラインの幅方向へ離れるにつれて単調増加している。
【0007】
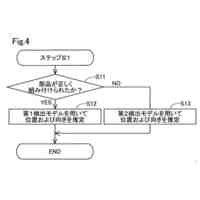
上記した燃料電池の製造方法では、感圧式の接着剤で形成された接着層を介して、支持フレームとセパレータとが互いに接着される。詳しくは、先ず、感圧式の接着剤が、既定されたシールラインに沿って支持フレームの表面に塗布されて、接着層が形成される。そして、セパレータが支持フレーム上の接着層に接触するまで、セパレータを支持フレームの表面へ接近させていく。このとき、シールラインの長手方向に垂直な断面では、接着層の表面と、その表面に対向するセパレータの表面との間の距離が、特定の一箇所で最小となるとともに、当該一箇所からシールラインの幅方向へ離れるにつれて単調増加している。その後、支持フレーム及びセパレータに圧縮力を付与することで、接着層を介して、支持フレームとセパレータとが互いに接着される。このような構成によると、接着層の表面とセパレータの表面との間の距離が最小となる特定の一箇所から、シールラインの幅方向に沿って、接着層とセパレータとが順に接触していく。そのため、接着層とセパレータとの間に気泡が捕捉されることを抑制することができる。また、接着層とセパレータとの間に気泡が捕捉されたとしても、特定の一箇所からシールラインの幅方向に沿って、気泡を外部へ押し出すことができる。これにより、感圧式の接着剤で形成された接着層中に、気泡が形成されることが抑制される。
【0008】
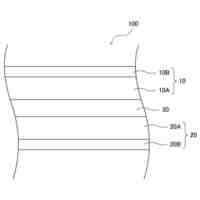
第2の態様では、前記第1の態様において、接着層を形成する工程では、シールラインの長手方向に垂直な断面において、接着層の厚さが、一箇所で最大となるとともに、当該一箇所からシールラインの幅方向へ離れるにつれて単調減少するように、接着剤を塗布してもよい。このような構成によると、シールラインの長手方向に垂直な断面における接着層の厚さを調整することで、接着層中に気泡が形成されることを抑制することができる。
【0009】
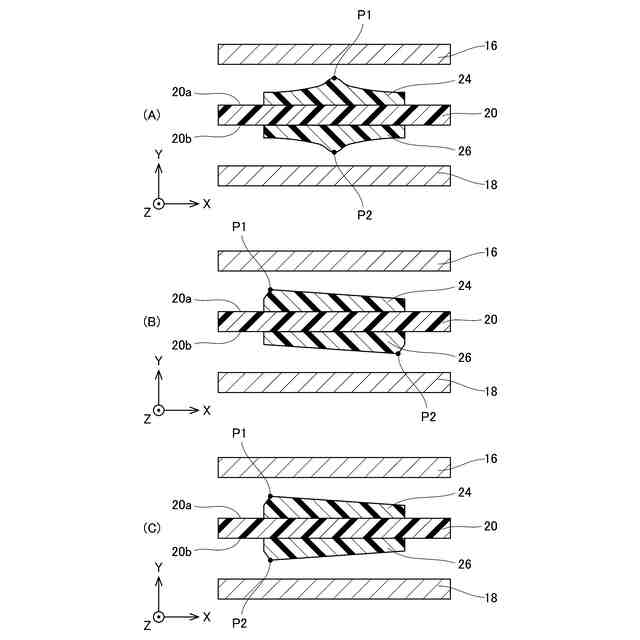
第3の態様では、前記第1又は前記第2の態様において、接着層を形成する工程では、シールラインの長手方向に垂直な断面において、接着層が左右対称な形状を有するように、接着剤を塗布してもよい。このような構成によると、シールラインの長手方向に垂直な断面において、接着層の中央から幅方向両側に向かって、接着層とセパレータとが徐々に接触していく。そのため、接着層とセパレータとの間に気泡が捕捉されることを抑制することができ、接着層とセパレータとの間に気泡が捕捉されたとしても、中央からシールラインの幅方向両側に向かって、気泡を外部へ押し出すことができる。
【0010】
あるいは、他の実施形態として、シールラインの長手方向に垂直な断面において、接着剤の厚さが最大となる一箇所は、シールラインの幅方向における一方の端部に位置してもよい。この場合、当該一箇所から他方の端部へ向かうにつれて、接着層の厚さが単調減少していてもよい。このような構成によっても、接着層とセパレータとの間に気泡が捕捉されることを抑制することができ、接着層とセパレータとの間に気泡が捕捉されたとしても、シールラインの一方の端部から他方の端部に向かって、気泡を外部へ押し出すことができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
電池
18日前
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
電池
10日前
トヨタ自動車株式会社
車両
7日前
トヨタ自動車株式会社
電池
18日前
トヨタ自動車株式会社
車両
17日前
トヨタ自動車株式会社
電池
9日前
トヨタ自動車株式会社
電池
14日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
電池
16日前
トヨタ自動車株式会社
モータ
4日前
トヨタ自動車株式会社
パネル
3日前
トヨタ自動車株式会社
モータ
4日前
トヨタ自動車株式会社
モータ
1日前
トヨタ自動車株式会社
モータ
3日前
トヨタ自動車株式会社
蓄電セル
4日前
トヨタ自動車株式会社
エンジン
8日前
トヨタ自動車株式会社
制御装置
1日前
トヨタ自動車株式会社
制御装置
18日前
トヨタ自動車株式会社
回転電機
4日前
トヨタ自動車株式会社
電動車両
18日前
トヨタ自動車株式会社
内燃機関
7日前
トヨタ自動車株式会社
ステータ
11日前
トヨタ自動車株式会社
二次電池
7日前
トヨタ自動車株式会社
情報機器
3日前
トヨタ自動車株式会社
制御装置
16日前
トヨタ自動車株式会社
電動車両
7日前
トヨタ自動車株式会社
電源装置
3日前
トヨタ自動車株式会社
正極合材
18日前
トヨタ自動車株式会社
制御装置
11日前
トヨタ自動車株式会社
蓄電装置
10日前
トヨタ自動車株式会社
ステータ
18日前
トヨタ自動車株式会社
内燃機関
4日前
トヨタ自動車株式会社
ドローン
8日前
トヨタ自動車株式会社
二次電池
9日前
トヨタ自動車株式会社
予測方法
9日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ