TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025084412
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2023198296
出願日
2023-11-22
発明の名称
気体送給システム、造形ボックス、および積層造形方法
出願人
株式会社小松製作所
代理人
弁理士法人新樹グローバル・アイピー
主分類
B29C
64/35 20170101AFI20250527BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】砂型の清掃作業にかかる手間を低減することが可能な気体送給システムを提供すること。
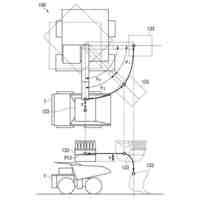
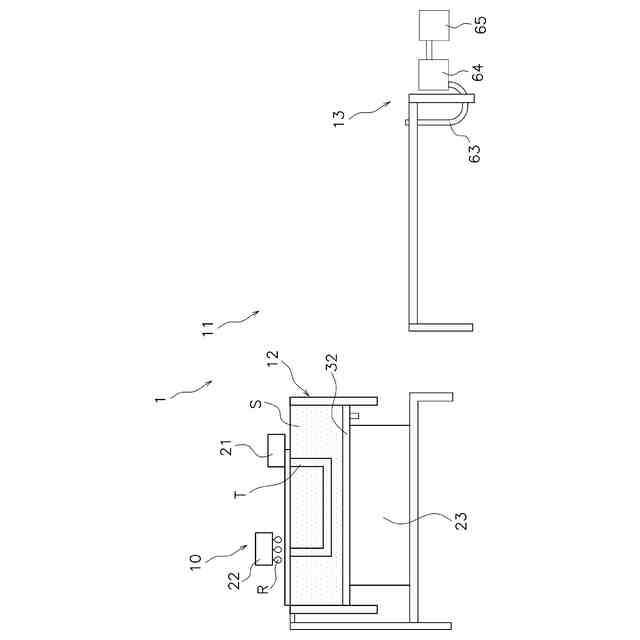
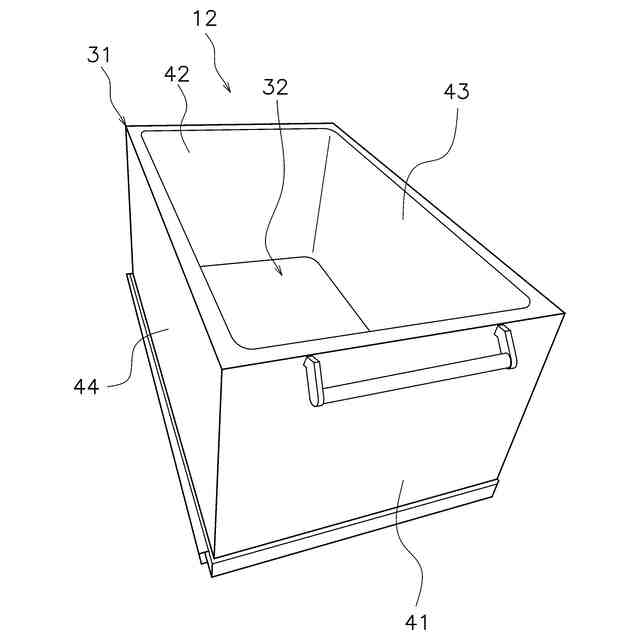
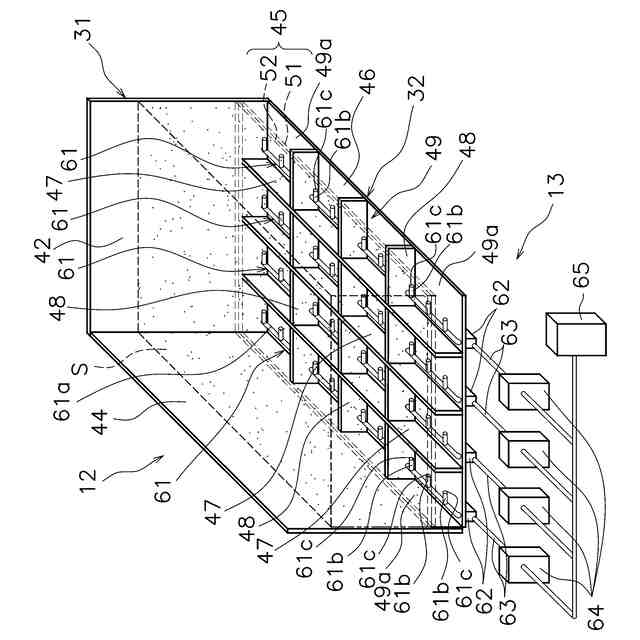
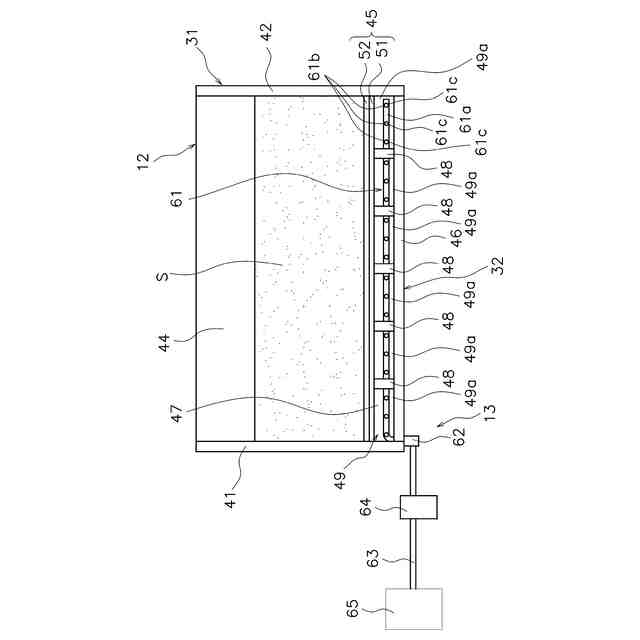
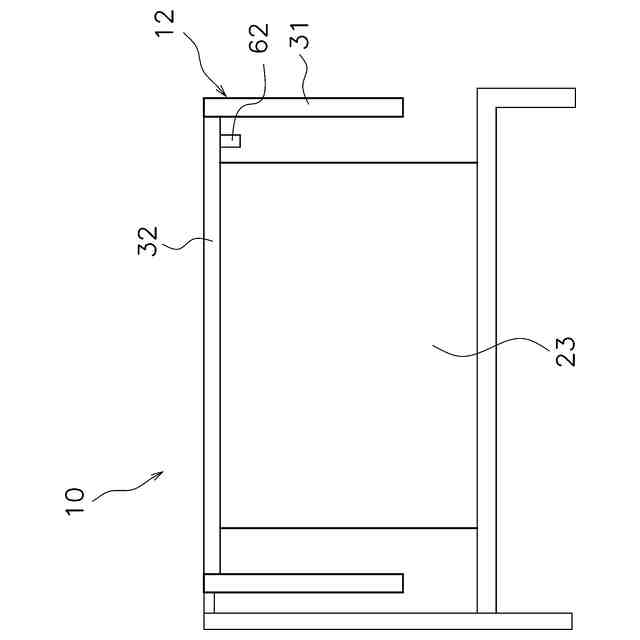
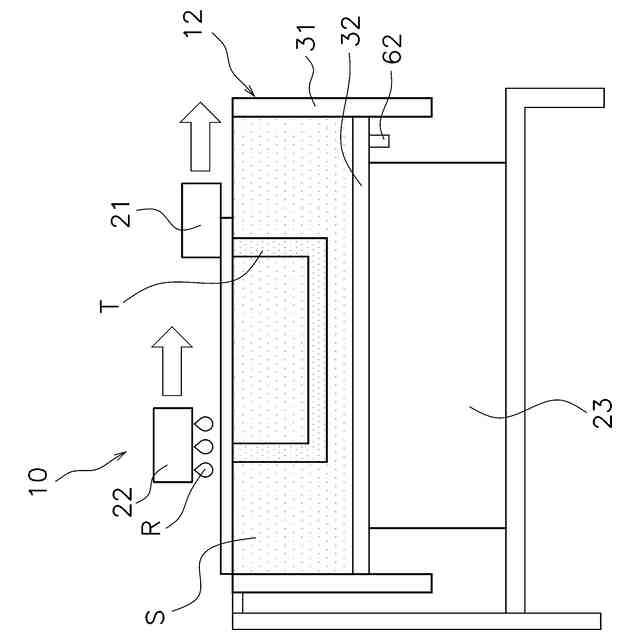
【解決手段】気体送給システム11は、造形ボックス12と、気体送給装置13と、を備える。造形ボックス12は、3Dプリンタ10によって積層される砂Sと、3Dプリンタ10によって吐出され、砂Sを結合させる樹脂Rと、によって砂型Tが内側に造形される。気体送給装置13は、造形ボックス12の内側に気体を供給する。
【選択図】図3
特許請求の範囲
【請求項1】
積層造形装置に用いられる気体送給システムであって、
3Dプリンタによって積層されるベース材料と、前記3Dプリンタによって吐出され、前記ベース材料を結合させる結合剤と、によって所望の形状が内側に造形される造形ボックスと、
前記造形ボックスの内側に気体を送給する気体送給装置と、を備えた
気体送給システム。
続きを表示(約 920 文字)
【請求項2】
前記気体送給装置からの前記気体が前記造形ボックスの内側に送り込まれる経路上に配置された気体流入部を有する、
請求項1に記載の気体送給システム。
【請求項3】
前記気体流入部は、前記造形ボックスの少なくとも一面に配置され、前記ベース材料を通さず前記気体を通すフィルタ部を有する、
請求項2に記載の気体送給システム。
【請求項4】
前記フィルタ部は、前記造形ボックスの底面と兼ねられている、
請求項3に記載の気体送給システム。
【請求項5】
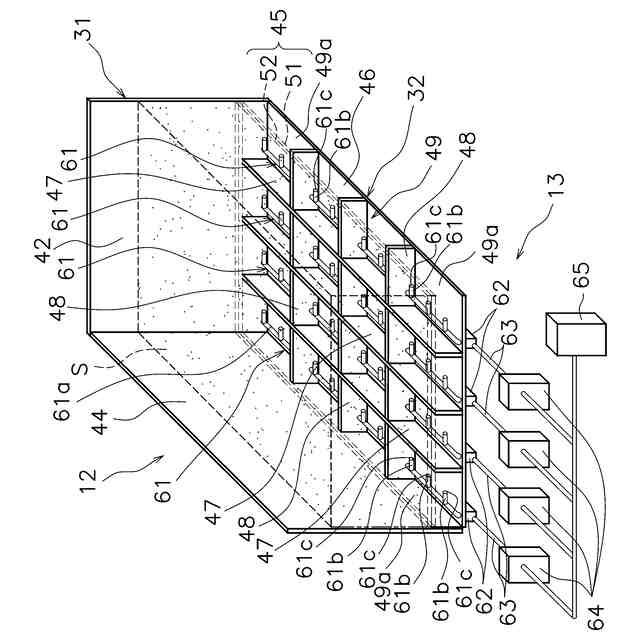
前記造形ボックスには、前記フィルタ部に隣接した気体送給空間が形成され、
前記気体送給装置は、前記気体送給空間に配置された気体配管を有し、
前記気体配管は、前記気体を吐出する吐出口を含む、
請求項3に記載の気体送給システム。
【請求項6】
前記気体送給空間には、前記気体配管が複数配置されており、
前記気体配管の各々には、前記吐出口が複数設けられている、
請求項5に記載の気体送給システム。
【請求項7】
前記気体送給空間は、複数の空間に区切られており、
各々の前記空間に、前記吐出口が複数設けられている、
請求項6に記載の気体送給システム。
【請求項8】
前記フィルタ部は、
板厚方向に貫通した貫通部を複数有するプレートと、
前記ベース材料を通さず、前記気体を通過するフィルタと、を有する、
請求項3に記載の気体送給システム。
【請求項9】
前記ベース材料は、砂を含む、請求項1に記載の気体送給システム。
【請求項10】
積層造形装置に用いられ、3Dプリンタによって積層されるベース材料と、前記3Dプリンタによって吐出され、前記ベース材料を結合させる結合剤と、によって所望の形状が造形される造形ボックスであって、
気体送給装置から気体が内側に送り込まれる気体流入部を有する、
造形ボックス。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、気体送給システム、造形ボックス、および積層造形方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
近年、鋳造の際に用いられる砂型を、砂型3Dプリンタを用いた積層造形方法によって造形することが開示されている(例えば、特許文献1参照)。
【0003】
特許文献1に示す砂型3Dプリンタでは、例えば、樹脂を硬化させるための触媒として硬化剤が砂に混錬されており、硬化剤が混錬された砂に樹脂を吐出することによって、所望の砂型を作成している。作成した砂型は、砂中から取り出され、付着している余分な砂を除去される。
【先行技術文献】
【特許文献】
【0004】
特開2015-205337号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、砂型の形状の複雑化に伴い、砂型に付着している砂を除去する清掃作業に非常に手間がかかっていた。
【0006】
本開示は、砂型の清掃作業にかかる手間を低減することが可能な気体送給システム、造形ボックス、および積層造形方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本開示の第1態様に係る気体送給システムは、積層造形装置に用いられる気体送給システムであって、造形ボックスと、気体送給装置と、を備える。造形ボックスは、3Dプリンタによって積層されるベース材料と、3Dプリンタによって吐出され、ベース材料を結合させる結合剤と、によって所望の形状が内側に造形される。気体送給装置は、造形ボックスの内側に気体を送給する。
【0008】
本開示の第2態様に係る造形ボックスは、積層造形装置に用いられ、3Dプリンタによって積層されるベース材料と、3Dプリンタによって吐出され、ベース材料を結合させる結合剤と、によって所望の形状が造形される造形ボックスであって、気体送給装置から気体が内側に送り込まれる気体流入部を有する。
【0009】
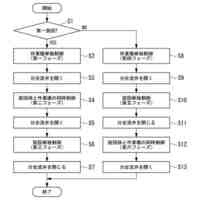
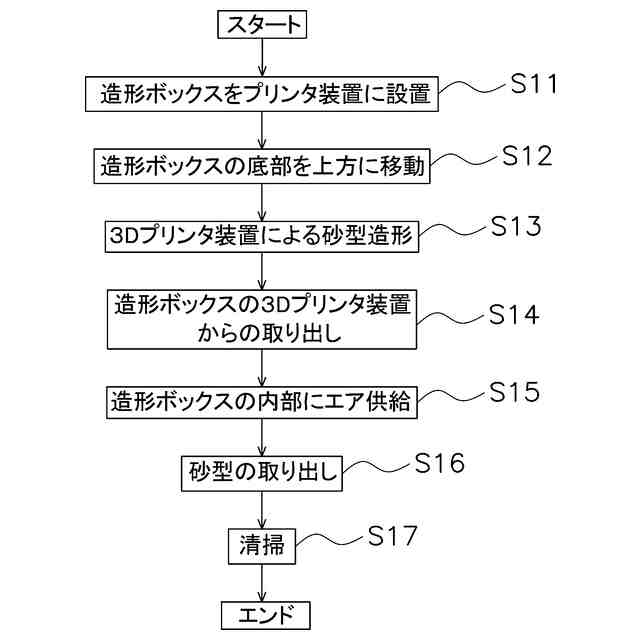
本開示の第3態様に係る積層造形方法は、造形ステップと、気体供給ステップと、を備える。造形ステップは、3Dプリンタによって、造形ボックスの内側にベース材料を積層しながら、所望の形状になるようにベース材料を結合剤により結合させる。気体供給ステップは、ベース材料が積層された造形ボックスの内側に気体を送給する。
【発明の効果】
【0010】
本開示によれば、砂型の清掃作業にかかる手間を低減することが可能な気体送給システム、造形ボックス、および積層造形方法を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社小松製作所
電装部品
今日
株式会社小松製作所
作業機械
26日前
株式会社小松製作所
作業機械
1か月前
株式会社小松製作所
作業機械
7日前
株式会社小松製作所
作業機械の履帯式走行装置
3日前
株式会社小松製作所
制御システムおよび作業機械
25日前
株式会社小松製作所
ステータ、回転電機及び作業機械
25日前
株式会社小松製作所
システム、方法およびプログラム
25日前
株式会社小松製作所
作業機械および作業機械の制御方法
27日前
株式会社小松製作所
作業機械、散水装置、及び散水システム
27日前
株式会社小松製作所
計画装置、作業機械、運搬車両および計画方法
26日前
株式会社小松製作所
加工機械、加工機械の制御装置および加工機械の制御方法
26日前
株式会社小松製作所
作業機械の遠隔操作システム及び作業機械の遠隔操作方法
26日前
株式会社小松製作所
作業機械を制御するためのシステム、方法、及び作業機械
26日前
株式会社小松製作所
作業機械を制御するためのシステム、方法、及び作業機械
26日前
株式会社小松製作所
作業機械、及び、作業機械用の電動パワートレインユニット
25日前
株式会社小松製作所
作業機械及び作業機械の制御方法
10日前
株式会社小松製作所
積込機械の制御装置及び制御方法
18日前
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
4日前
CKD株式会社
型用台車
7か月前
シーメット株式会社
光造形装置
7か月前
東レ株式会社
プリプレグテープ
10か月前
東レ株式会社
フィルムの製造方法
26日前
個人
射出ミキシングノズル
9か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社日本製鋼所
押出機
10か月前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法。
12日前
個人
樹脂可塑化方法及び装置
6か月前
株式会社カワタ
計量混合装置
2か月前
日機装株式会社
加圧システム
3か月前
株式会社FTS
ロッド
6か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社FTS
成形装置
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ