TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025088277
公報種別
公開特許公報(A)
公開日
2025-06-11
出願番号
2023202879
出願日
2023-11-30
発明の名称
樹脂供給装置、樹脂成形品の製造装置および樹脂成形品の製造方法
出願人
TOWA株式会社
代理人
弁理士法人深見特許事務所
主分類
B29C
43/34 20060101AFI20250604BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂成形品の品質および生産性の向上を企図可能な樹脂供給装置を得る。
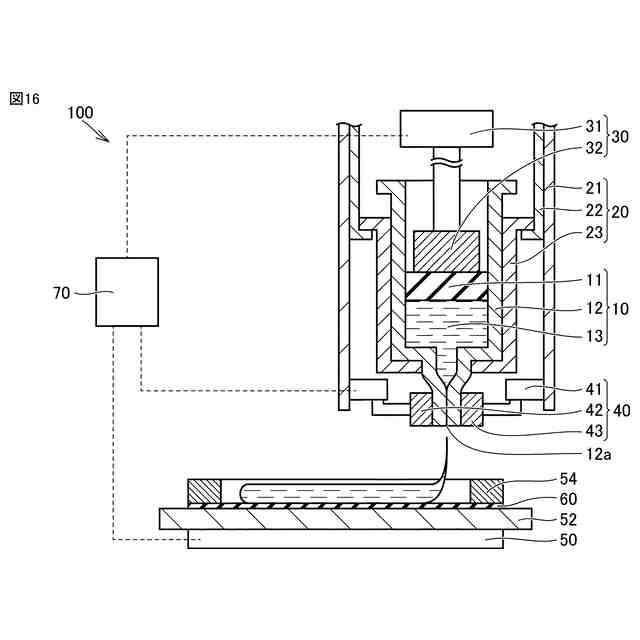
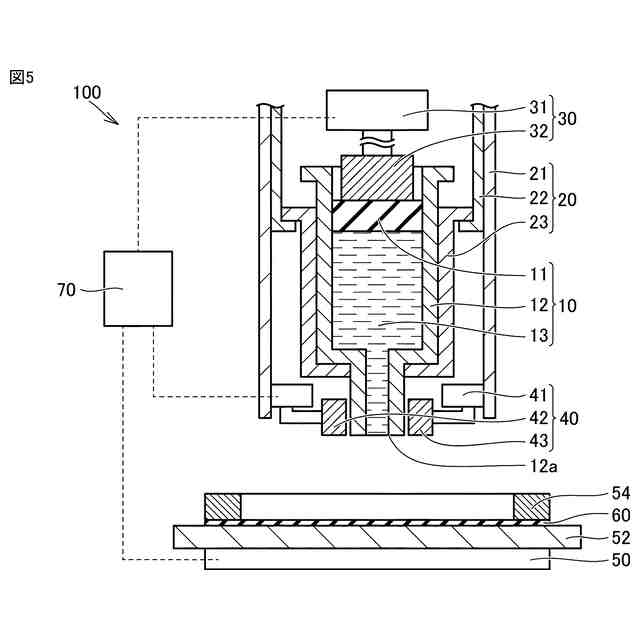
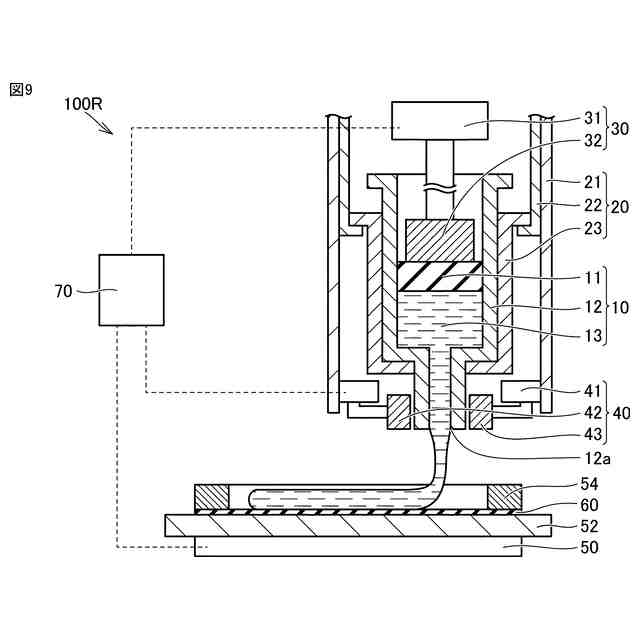
【解決手段】樹脂供給装置100は、吐出部12aを有する収容部14と、収容部14に挿入される押圧部32を有し、押圧部32が移動することにより樹脂材料13を吐出部12aから押し出す押圧機構30と、供給対象物60上に供給された樹脂材料13の重量を検出する検出部50と、開状態および閉状態を形成可能に構成されたチャック42,43を有する開閉機構40とを備え、検出部50によって検出された、吐出部12aから押し出され供給対象物60上に供給された樹脂材料13の重量を検出重量とすると、制御部70は、検出重量が第1の所定値以上となった場合に押圧部32の移動を停止させ、押圧部32の移動停止後に検出重量が第2の所定値以上となった場合にチャック42,43を開状態から閉状態に変更させる。
【選択図】図16
特許請求の範囲
【請求項1】
供給対象物に樹脂材料を供給する樹脂供給装置であって、
樹脂材料を収容し、前記樹脂材料を吐出する吐出部を有する収容部と、
前記収容部に挿入される押圧部を有し、前記押圧部が移動することにより前記樹脂材料を前記吐出部から押し出す押圧機構と、
前記吐出部から押し出され前記供給対象物上に供給された前記樹脂材料の重量を検出する検出部と、
開状態および閉状態を形成可能に構成されたチャックを有し、前記吐出部から押し出された前記樹脂材料が前記供給対象物に到達することを前記チャックの前記開状態において許容し、前記吐出部から押し出された前記樹脂材料が前記供給対象物に到達することを前記チャックの前記閉状態において遮断する、開閉機構と、
前記押圧部の移動と前記チャックの開閉動作とを制御するための制御部と、を備え、
前記検出部によって検出された、前記吐出部から押し出され前記供給対象物上に供給された前記樹脂材料の重量を検出重量とすると、
前記制御部は、
前記検出重量が第1の所定値以上となった場合に前記押圧部の移動を停止させ、
前記押圧部の移動停止後に前記検出重量が第2の所定値以上となった場合に前記チャックを前記開状態から前記閉状態に変更させる、
樹脂供給装置。
続きを表示(約 1,200 文字)
【請求項2】
前記制御部は、前記チャックが前記開状態から前記閉状態に変更することによって前記樹脂材料が前記供給対象物上に供給されなくなった後の前記検出重量を取得し、取得した値と予め設定されていた目標重量値との差分に応じて、前記第1の所定値および前記第2の所定値のうちの少なくとも一方を変更する、
請求項1に記載の樹脂供給装置。
【請求項3】
前記制御部は、前記押圧部に第1の移動を行なわせるように前記押圧機構を制御するとともに、前記第1の移動の後に、前記押圧部に第2の移動を行なわせるように前記押圧機構を制御し、
前記検出部は、前記吐出部から押し出され前記供給対象物上に供給された前記樹脂材料の重量を、前記第1の移動および前記第2の移動のうちの少なくとも前記第2の移動が行なわれている間に検出する、
請求項1または2に記載の樹脂供給装置。
【請求項4】
前記制御部は、前記押圧部が前記第1の移動を行なうことで前記押圧部が予め定められた距離を移動した後に、前記押圧部に前記第2の移動を行なわせる、
請求項3に記載の樹脂供給装置。
【請求項5】
前記吐出部から押し出され前記供給対象物上に単位時間あたりに供給される前記樹脂材料の重量を基準重量とすると、
前記制御部は、前記押圧部が前記第1の移動を行なっている間の前記基準重量よりも、前記押圧部が前記第2の移動を行なっている間の前記基準重量の方が小さくなるように、前記押圧機構を制御する、
請求項3または4に記載の樹脂供給装置。
【請求項6】
前記押圧部が前記第1の移動を行なう時間を第1時間とし、
前記押圧部が前記第2の移動を行なう時間を第2時間とすると、
前記制御部は、前記第1時間よりも前記第2時間の方が短くなるように前記押圧機構を制御する、
請求項3から5のいずれか1項に記載の樹脂供給装置。
【請求項7】
前記制御部が前記押圧部の移動を停止させてから、前記制御部が前記チャックを前記開状態から前記閉状態に変更させるまでの時間を第3時間とすると、
前記制御部は、前記第2時間よりも前記第3時間の方が短くなるように、前記押圧機構および/または前記チャックを制御する、
請求項6に記載の樹脂供給装置。
【請求項8】
請求項1から請求項7のいずれか1項に記載の樹脂供給装置を備える、
樹脂成形品の製造装置。
【請求項9】
請求項8に記載の樹脂成形品の製造装置を用いた樹脂成形品の製造方法であって、
前記樹脂供給装置が供給対象物に前記樹脂材料を供給する工程と、
前記樹脂材料を用いて前記供給対象物に樹脂成形を行う工程と、を含む、
樹脂成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、樹脂供給装置、樹脂成形品の製造装置および樹脂成形品の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特開2018-134846号公報(特許文献1)に開示されているように、供給対象物に樹脂材料を供給する樹脂供給装置が知られている。特許文献1に記載の装置は、シリンジ、ノズル、プランジャおよびピンチバルブを備える。ピンチバルブは、ノズルを挟むことによりノズルの開閉を行なう。プランジャの下動が停止すると共にピンチバルブが閉じることにより、ノズルからの液状樹脂の吐出が停止される。
【先行技術文献】
【特許文献】
【0003】
特開2018-134846号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
樹脂供給装置においては、樹脂を収容する収容部(シリンジ等)の内部において押圧部(プランジャ等)の移動が停止することによって、収容部内の樹脂はもはや加圧されなくなる。押圧部の移動が停止した後であっても、樹脂材料は吐出部(ノズル等)からしばらくの間は吐出され続ける。押圧部の移動が停止した後に吐出部から吐出され続ける現象は「液だれ」等とも呼称される。
【0005】
樹脂供給装置においては、チャックという部材を用いることができる。チャックは、吐出部に接触して吐出部の内部空間を開閉するように配置される。チャックは、たとえば液だれが発生している際に駆動され、開状態から閉状態へ遷移して樹脂材料が供給対象物に供給され続けることを阻害する。
【0006】
チャックを閉じると、吐出部の内部空間に付着していた樹脂材料の一部が押し出されて、供給対象物に供給される。さらに、樹脂供給装置が上下動することにより樹脂材料の吐出が促進される。これらの一連の動作は「液切り」等とも呼称される。
【0007】
供給対象物に最終的に供給される樹脂材料の重量を所望の値に近づけることは、樹脂成形品の寸法および形状などの品質の向上につながる。液だれおよび液切りによる樹脂材料の供給量を正確に把握し、供給対象物に最終的に供給される樹脂材料の重量を所望の値に近づけるためには時間を要する。これらに要する時間を短縮して樹脂成形品の生産性を向上させるという需要が存在する。
【0008】
本明細書は、樹脂成形品の品質および生産性の向上を企図可能な、樹脂供給装置、樹脂成形品の製造装置および樹脂成形品の製造方法を開示することを目的とする。
【課題を解決するための手段】
【0009】
供給対象物に樹脂材料を供給する樹脂供給装置は、樹脂材料を収容し、上記樹脂材料を吐出する吐出部を有する収容部と、上記収容部に挿入される押圧部を有し、上記押圧部が移動することにより上記樹脂材料を上記吐出部から押し出す押圧機構と、上記吐出部から押し出され上記供給対象物上に供給された上記樹脂材料の重量を検出する検出部と、開状態および閉状態を形成可能に構成されたチャックを有し、上記吐出部から押し出された上記樹脂材料が上記供給対象物に到達することを上記チャックの上記開状態において許容し、上記吐出部から押し出された上記樹脂材料が上記供給対象物に到達することを上記チャックの上記閉状態において遮断する、開閉機構と、上記押圧部の移動と上記チャックの開閉動作とを制御するための制御部と、を備え、上記検出部によって検出された、上記吐出部から押し出され上記供給対象物上に供給された上記樹脂材料の重量を検出重量とすると、上記制御部は、上記検出重量が第1の所定値以上となった場合に上記押圧部の移動を停止させ、上記押圧部の移動停止後に上記検出重量が第2の所定値以上となった場合に上記チャックを上記開状態から上記閉状態に変更させる。
【0010】
樹脂成形品の製造装置は、上記樹脂供給装置を備える。
上記の樹脂成形品の製造装置を用いた樹脂成形品の製造方法であって、上記樹脂供給装置が供給対象物に上記樹脂材料を供給する工程と、上記樹脂材料を用いて上記供給対象物に樹脂成形を行う工程と、を含む。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
TOWA株式会社
製造装置
16日前
TOWA株式会社
樹脂成形装置、及び、樹脂成形品の製造方法
23日前
TOWA株式会社
ノッチ検出装置、樹脂成形装置、樹脂成形品の製造方法、及びノッチ検出方法
10日前
TOWA株式会社
樹脂供給装置、樹脂成形品の製造装置、樹脂成形品の製造方法、および、樹脂供給方法
3日前
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
16日前
シーメット株式会社
光造形装置
7か月前
CKD株式会社
型用台車
8か月前
東レ株式会社
プリプレグテープ
11か月前
グンゼ株式会社
ピン
8か月前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
射出ミキシングノズル
10か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
10か月前
東レ株式会社
フィルムの製造方法。
24日前
個人
樹脂可塑化方法及び装置
7か月前
株式会社FTS
ロッド
6か月前
日機装株式会社
加圧システム
3か月前
株式会社カワタ
計量混合装置
2か月前
株式会社FTS
成形装置
7か月前
株式会社漆原
シートの成形方法
2か月前
株式会社シロハチ
真空チャンバ
9か月前
トヨタ自動車株式会社
射出装置
5か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
株式会社不二越
射出成形機
4か月前
株式会社神戸製鋼所
混練機
6か月前
株式会社不二越
射出成形機
4か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
株式会社日本製鋼所
押出成形装置
11か月前
三菱自動車工業株式会社
予熱装置
10か月前
株式会社FTS
セパレータ
6か月前
株式会社コスメック
射出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社リコー
画像形成システム
8か月前
株式会社不二越
射出成形機
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ

































