TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025117593
公報種別
公開特許公報(A)
公開日
2025-08-13
出願番号
2024012380
出願日
2024-01-31
発明の名称
樹脂供給装置、樹脂成形品の製造装置、樹脂成形品の製造方法、および、樹脂供給方法
出願人
TOWA株式会社
代理人
弁理士法人深見特許事務所
主分類
B29C
43/58 20060101AFI20250805BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】短い供給時間で樹脂材料を撒布面上にできるだけ均一に供給可能な樹脂供給装置を得る。
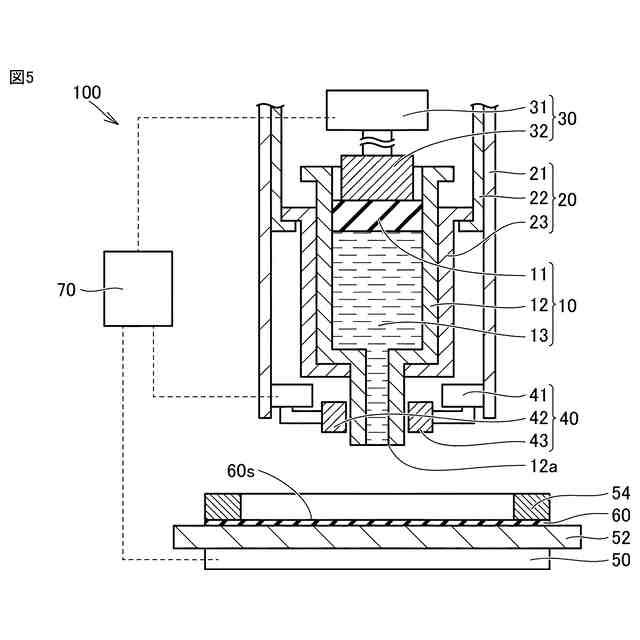
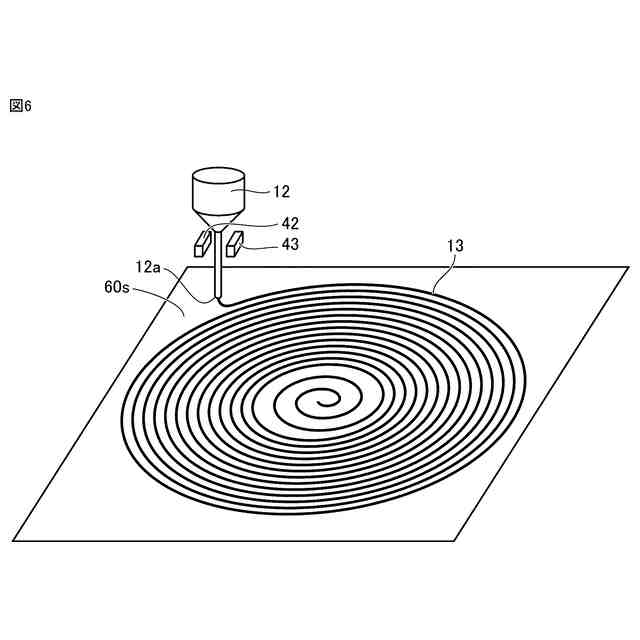
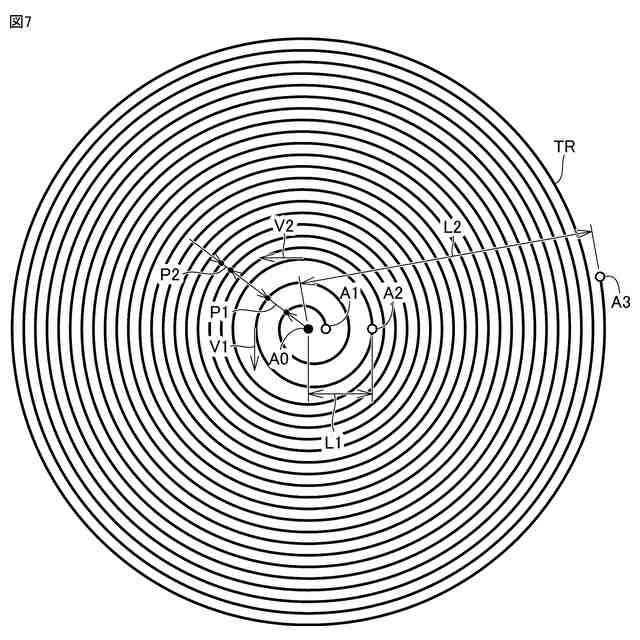
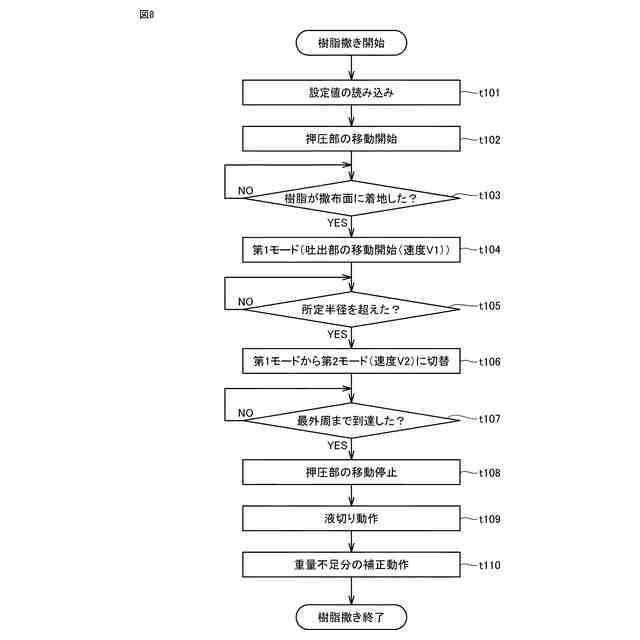
【解決手段】樹脂供給装置においては、収容部内の樹脂材料13が吐出部12aから押し出され、樹脂材料13は撒布面60s内の吐出開始点A1に着地し、制御部70は、樹脂材料13が吐出開始点A1に着地した後に吐出部12aが撒布面60sに対して第1速度V1で相対移動する第1モードと、吐出部12aが撒布面60sに対して第1速度V1よりも速い第2速度V2で相対移動する第2モードとで、移動機構20を制御するように構成され、制御部70は、予め定められた基準位置A0と吐出部12aとの間の直線距離が所定値L1を超えた時点で、または、吐出部12aから樹脂材料13を押し出すために押圧部32が移動を開始した時点から所定時間が経過した時点で、第1モードから第2モードへの切り替えを行なう。
【選択図】図7
特許請求の範囲
【請求項1】
供給対象物の撒布面上に樹脂材料を供給する樹脂供給装置であって、
前記樹脂材料を収容し、前記樹脂材料を吐出する吐出部を有する収容部と、
前記収容部に挿入される押圧部を有する押圧機構と、
前記撒布面に対して前記吐出部を相対移動させることにより、前記吐出部を前記撒布面上で走査させる移動機構と、
前記移動機構を制御する制御部と、を備え、
前記押圧部が前記収容部内で移動することにより、前記収容部内の前記樹脂材料が前記吐出部から押し出され、前記樹脂材料は前記撒布面内の吐出開始点に着地し、
前記制御部は、
前記樹脂材料が前記吐出開始点に着地した後に前記吐出部が前記撒布面に対して第1速度で相対移動する第1モードと、
前記吐出部が前記撒布面に対して前記第1速度よりも速い第2速度で相対移動する第2モードとで、前記移動機構を制御するように構成され、
前記制御部は、
予め定められた基準位置と前記吐出部との間の直線距離が所定値を超えた時点で、
または、
前記吐出部から前記樹脂材料を押し出すために前記押圧部が移動を開始した時点から所定時間が経過した時点で、
前記第1モードから前記第2モードへの切り替えを行なう、
樹脂供給装置。
続きを表示(約 1,400 文字)
【請求項2】
第1粘度を有する前記樹脂材料を前記撒布面上に供給する場合に、前記樹脂材料が前記吐出開始点に着地してから、前記第1モードから前記第2モードへの切り替えが行なわれるまでの時間を、第1時間間隔と定義し、
前記第1粘度よりも高粘度である第2粘度を有する前記樹脂材料を前記撒布面上に供給する場合に、前記樹脂材料が前記吐出開始点に着地してから、前記第1モードから前記第2モードへの切り替えが行なわれるまでの時間を、第2時間間隔と定義したとすると、
前記第2時間間隔は、前記第1時間間隔よりも短い、
請求項1に記載の樹脂供給装置。
【請求項3】
前記移動機構は、前記吐出部を前記撒布面上で螺旋状の軌跡に沿って走査させる、
請求項1または2に記載の樹脂供給装置。
【請求項4】
前記制御部は、前記予め定められた基準位置と前記吐出部との間の直線距離が所定値を超えた時点で、前記第1モードから前記第2モードへの切り替えを行ない、
前記予め定められた基準位置とは、前記螺旋状の軌跡の中心点である、
請求項3に記載の樹脂供給装置。
【請求項5】
前記制御部が前記移動機構を前記第1モードで制御している際の螺旋ピッチは、前記制御部が前記移動機構を前記第2モードで制御している際の螺旋ピッチに比べて大きい、
請求項3または4に記載の樹脂供給装置。
【請求項6】
前記制御部は、前記吐出部が前記撒布面に対して前記第2速度とは異なる第3速度で相対移動する第3モードで、前記移動機構を制御するように構成される、
請求項5に記載の樹脂供給装置。
【請求項7】
請求項1から6のいずれか1項に記載の樹脂供給装置を備える、
樹脂成形品の製造装置。
【請求項8】
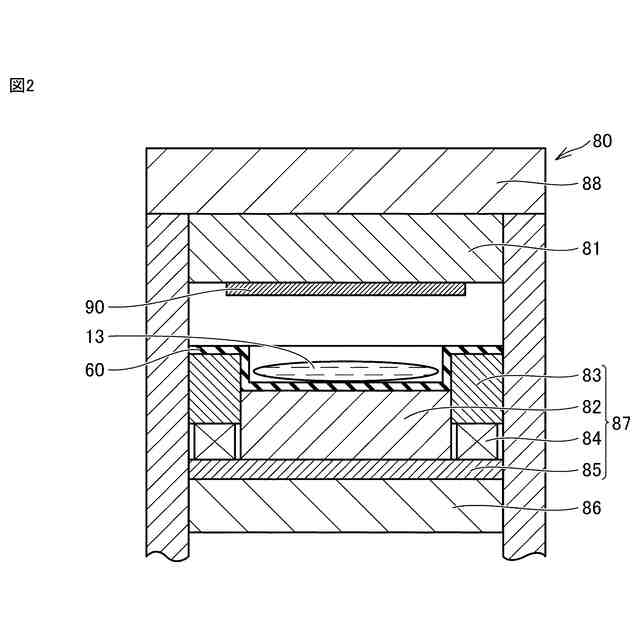
前記供給対象物に供給された前記樹脂材料を用いて、チップを搭載したシリコンウエハに樹脂成形を行なうための成形型を備える、
請求項7に記載の樹脂成形品の製造装置。
【請求項9】
請求項7または8に記載の樹脂成形品の製造装置を用いた樹脂成形品の製造方法であって、
前記樹脂供給装置が供給対象物に前記樹脂材料を供給する工程と、
前記樹脂材料を用いて前記供給対象物に樹脂成形を行なう工程と、を含む、
樹脂成形品の製造方法。
【請求項10】
供給対象物の撒布面上に樹脂材料を供給する樹脂供給方法であって、
押圧部が収容部内で移動することにより吐出部から押し出された前記樹脂材料が前記撒布面内の吐出開始点に着地することと、
前記樹脂材料が前記吐出開始点に着地した後に前記吐出部が前記撒布面に対して第1速度で相対移動しながら前記樹脂材料を前記撒布面に供給する第1モードが実施されることと、
前記吐出部が前記撒布面に対して前記第1速度よりも速い第2速度で相対移動しながら前記樹脂材料を前記撒布面に供給する第2モードが実施されることと、を備え、
予め定められた基準位置と前記吐出部との間の直線距離が所定値を超えた時点で、
または、
前記吐出部から前記樹脂材料を押し出すために前記押圧部が移動を開始した時点から所定時間が経過した時点で、
前記第1モードから前記第2モードへの切り替えを行なう、
樹脂供給方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、樹脂供給装置、樹脂成形品の製造装置、樹脂成形品の製造方法、および、樹脂供給方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
特開2018-134846号公報(特許文献1)に開示されるように、供給対象物に樹脂材料を供給する樹脂供給装置が知られている。特許文献1は、供給対象物に供給された樹脂材料にエアが含まれていた場合、エアの存在はボイドの発生の原因となり得る、と述べている。特許文献1は、吐出部(ノズル)の移動速度を上げることでその位置における樹脂材料の供給量を他の位置よりも低下させることができ、ひいては、圧縮工程の際に樹脂材料からエアを排出しやすくなる、と述べている。
【先行技術文献】
【特許文献】
【0003】
特開2018-134846号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
供給対象物の撒布面上に樹脂材料を広く供給する場合、撒布面の上方に吐出部(ノズル)を配置し、撒布面に対して吐出部を相対移動させる。吐出部を撒布面上で走査させながら吐出部から樹脂材料を吐出し続けることで、樹脂材料を撒布面上に広く供給することができる。ここで、吐出部から樹脂材料が吐出された直後の状況に着目する。
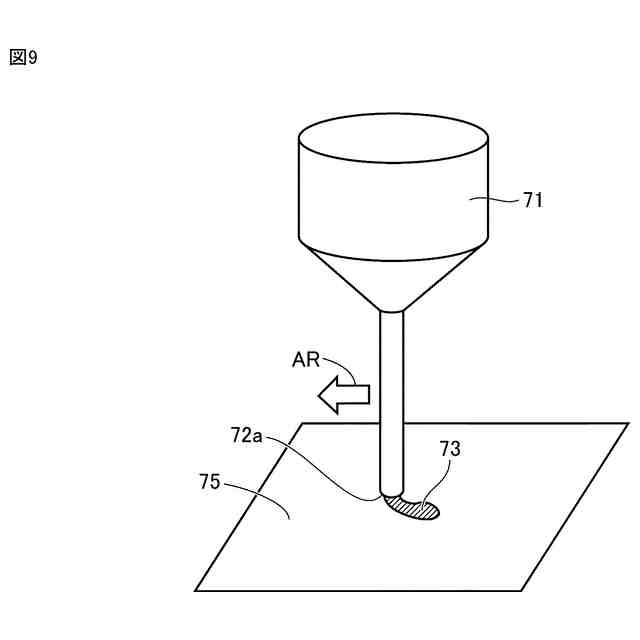
【0005】
図9は、収容部71に収容されている樹脂材料73が吐出部72aから撒布面75上に吐出され、吐出部72aの移動が開始された直後の状況を示す図である。樹脂材料73が吐出部72aから吐出された後、樹脂材料73は吐出部72aから垂れ下がるようにして下方に向かって進行し、その後、樹脂材料73は供給対象物の撒布面75上に着地する。樹脂材料73は、吐出部72aから連続的に吐出される。この状態で吐出部72aの移動が開始される(矢印AR)。樹脂材料73の着地した撒布面75上の位置を起点として、樹脂材料73は撒布面75上に所定の軌跡を描き始める。
【0006】
樹脂材料73が供給対象物の撒布面75上に着地した直後の状態では、樹脂材料73は撒布面75に十分に定着していない。この状態で吐出部72aの移動が開始された場合、吐出部72aの移動に伴って樹脂材料73が引きずられてしまい、樹脂材料73が最初に着地した撒布面75上の位置から樹脂材料73がずれてしまう可能性がある。この場合、樹脂材料73を撒布面75上に均一に供給することが難しくなる。
【0007】
このような現象は、細いノズル径を有する吐出部から高い粘度を有する液状の樹脂材料を吐出させる場合により発生しやすい。図10に示すように、高い粘度を有する樹脂材料73が撒布面75上に着地した場合、接触角θが大きくなる。接触角θが大きいと、樹脂材料73と撒布面75との間の接触面積AAが相対的に小さくなる。樹脂材料73と撒布面75との間の粘着力も併せて弱くなるため、吐出部の移動に伴って、樹脂材料73が最初に着地した撒布面75上の位置から樹脂材料73はずれやすくなる。
【0008】
樹脂材料73にずれが発生することの対策として、吐出部72aの移動速度を低くすることが考えられるが、吐出部72aが低速で移動しながら樹脂材料73を供給する場合、撒布面75の広い範囲にわたって樹脂材料73を供給するために時間を要したり、所定範囲の全体に樹脂材料73を供給する前に(収容部71にセットされたカートリッジ内の)樹脂材料73が足りなくなり、ひいては樹脂材料73を撒布面75上に均一に供給できなくなったりすることが懸念される。
【0009】
本明細書は、できるだけ短い供給時間で、樹脂材料を撒布面上にできるだけ均一に供給することが可能な、樹脂供給装置、樹脂成形品の製造装置、樹脂成形品の製造方法、および、樹脂供給方法を開示することを目的とする。
【課題を解決するための手段】
【0010】
本開示の樹脂供給装置は、供給対象物の撒布面上に樹脂材料を供給する樹脂供給装置であって、
前記樹脂材料を収容し、前記樹脂材料を吐出する吐出部を有する収容部と、
前記収容部に挿入される押圧部を有する押圧機構と、
前記撒布面に対して前記吐出部を相対移動させることにより、前記吐出部を前記撒布面上で走査させる移動機構と、
前記移動機構を制御する制御部と、を備え、
前記押圧部が前記収容部内で移動することにより、前記収容部内の前記樹脂材料が前記吐出部から押し出され、前記樹脂材料は前記撒布面内の吐出開始点に着地し、
前記制御部は、
前記樹脂材料が前記吐出開始点に着地した後に前記吐出部が前記撒布面に対して第1速度で相対移動する第1モードと、
前記吐出部が前記撒布面に対して前記第1速度よりも速い第2速度で相対移動する第2モードとで、前記移動機構を制御するように構成され、
前記制御部は、
予め定められた基準位置と前記吐出部との間の直線距離が所定値を超えた時点で、
または、
前記吐出部から前記樹脂材料を押し出すために前記押圧部が移動を開始した時点から所定時間が経過した時点で、
前記第1モードから前記第2モードへの切り替えを行なう。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
TOWA株式会社
製造装置
17日前
TOWA株式会社
樹脂成形品の製造方法
2か月前
TOWA株式会社
撥水体、撥水部品及び撥水体の製造方法
1か月前
TOWA株式会社
樹脂成形装置、及び、樹脂成形品の製造方法
24日前
TOWA株式会社
検査システム、半導体製造装置及び検査方法
1か月前
TOWA株式会社
水循環装置、切断装置及び切断品の製造方法
1か月前
TOWA株式会社
検査装置、切断装置、及び、半導体部品の製造方法
1か月前
TOWA株式会社
成形型、樹脂成形装置、及び樹脂成形品の製造方法
2か月前
TOWA株式会社
樹脂供給装置、樹脂成形品の製造装置および樹脂成形品の製造方法
2か月前
TOWA株式会社
ノッチ検出装置、樹脂成形装置、樹脂成形品の製造方法、及びノッチ検出方法
11日前
TOWA株式会社
樹脂供給装置、樹脂成形品の製造装置、樹脂成形品の製造方法、および、樹脂供給方法
4日前
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
17日前
シーメット株式会社
光造形装置
7か月前
CKD株式会社
型用台車
8か月前
東レ株式会社
プリプレグテープ
11か月前
グンゼ株式会社
ピン
8か月前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
射出ミキシングノズル
10か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
10か月前
東レ株式会社
フィルムの製造方法。
25日前
個人
樹脂可塑化方法及び装置
7か月前
株式会社FTS
ロッド
6か月前
日機装株式会社
加圧システム
3か月前
株式会社カワタ
計量混合装置
2か月前
株式会社FTS
成形装置
7か月前
株式会社漆原
シートの成形方法
2か月前
株式会社シロハチ
真空チャンバ
9か月前
トヨタ自動車株式会社
射出装置
5か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
株式会社不二越
射出成形機
4か月前
株式会社神戸製鋼所
混練機
6か月前
株式会社不二越
射出成形機
4か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ