TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025089185
公報種別
公開特許公報(A)
公開日
2025-06-12
出願番号
2023204248
出願日
2023-12-01
発明の名称
焼結体の製造方法
出願人
株式会社パシフィックソーワ
,
株式会社ExOne
代理人
個人
主分類
B22F
10/64 20210101AFI20250605BHJP(鋳造;粉末冶金)
要約
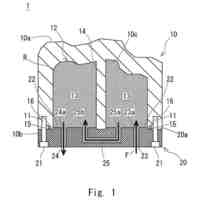
【課題】製造工程を簡略化し、製造コストを低減することができるとともに、表層部に空孔が存在しない緻密な稠密層を有する焼結体の製造方法を提供する。
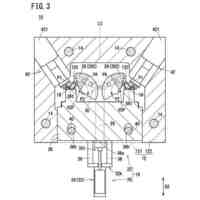
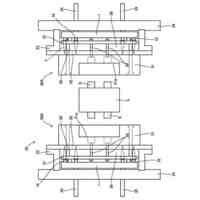
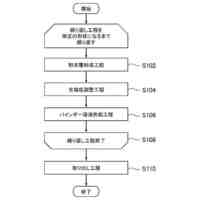
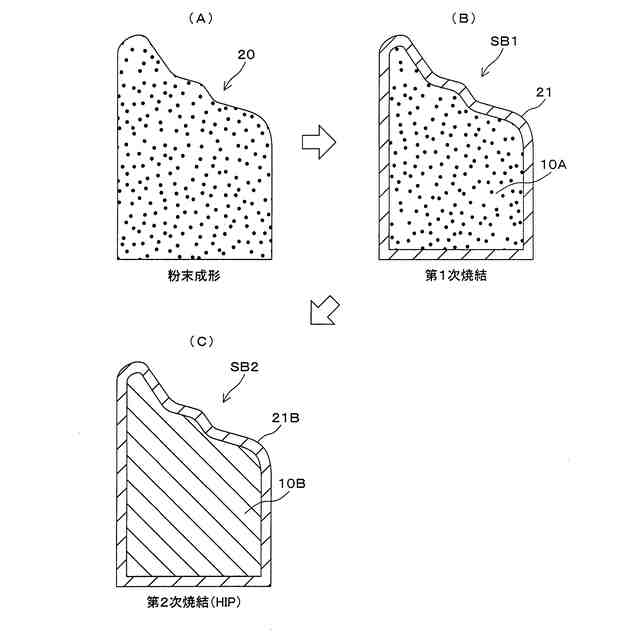
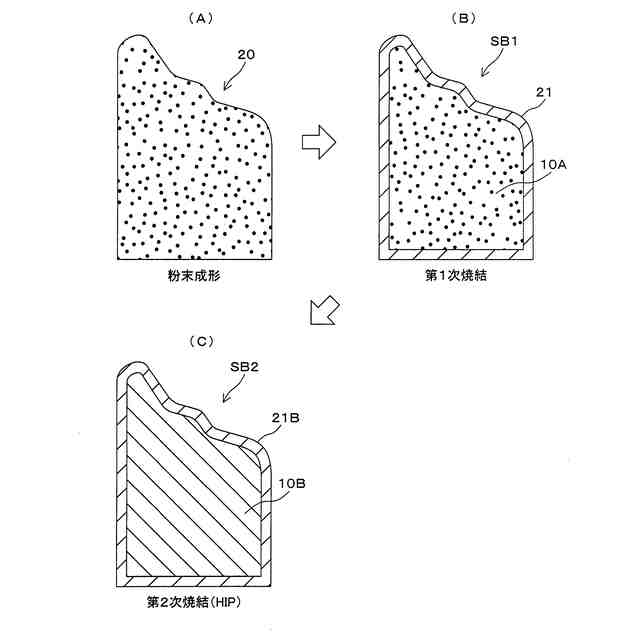
【解決手段】焼結体の製造方法は、原料粉末を成形して粉末成形体20を成形する工程と、粉末成形体20を20℃/分以上の昇温速度で常温から所定温度まで昇温して表層部のみの空孔を閉塞し、内部を気密に密封する稠密層21を形成する第1次焼結を行って第1次焼結体SB1を得る工程と、第1次焼結体SB1をHIP処理することにより、第1次焼結体SB1を焼結する第2次焼結を行って第2次焼結体SB2を得る工程とを備える。
【選択図】図3
特許請求の範囲
【請求項1】
原料粉末を成形して粉末成形体を成形する工程と、
前記粉末成形体を20℃/分以上の昇温速度で常温から所定温度まで昇温して表層部のみの空孔を閉塞し、内部を気密に密封する稠密層を形成する第1次焼結を行って第1次焼結体を得る工程と、
前記第1次焼結体をHIP処理することにより、前記第1次焼結体を焼結する第2次焼結を行って第2次焼結体を得る工程と、を備える焼結体の製造方法。
続きを表示(約 600 文字)
【請求項2】
前記HIP処理を加熱温度が900~1100℃、加圧圧力が80MPa以上で行う請求項1に記載の焼結体の製造方法。
【請求項3】
前記稠密層の厚さは、100μm以上である請求項1または2に記載の焼結体の製造方法。
【請求項4】
前記粉末成形体をバインダジェット法で成形する請求項1または2に記載の焼結体の製造方法。
【請求項5】
前記原料粉末は、鉄基合金粉末、炭素鋼鋳鉄粉末、ステンレス鋼粉末、インコネル(登録商標)粉末、カルボニル鉄粉、カルボニルニッケル粉末、ニッケル基合金粉末、コバルト基合金粉末、銅および銅合金粉末、アルミニウムおよびアルミニウム合金粉末、チタンおよびチタン合金粉末、マグネシウムおよびマグネシウム合金粉末、セラミック粉末のうちの少なくとも1種である請求項1または2に記載の焼結体の製造方法。
【請求項6】
結晶粒界と空孔を有する焼結組織の全周を、空孔が存在しない前記焼結組織よりも肥大化した結晶粒からなるHIP後稠密層で被覆した焼結体。
【請求項7】
前記稠密層の厚さは、100μm以上である請求項6に記載の焼結体。
【請求項8】
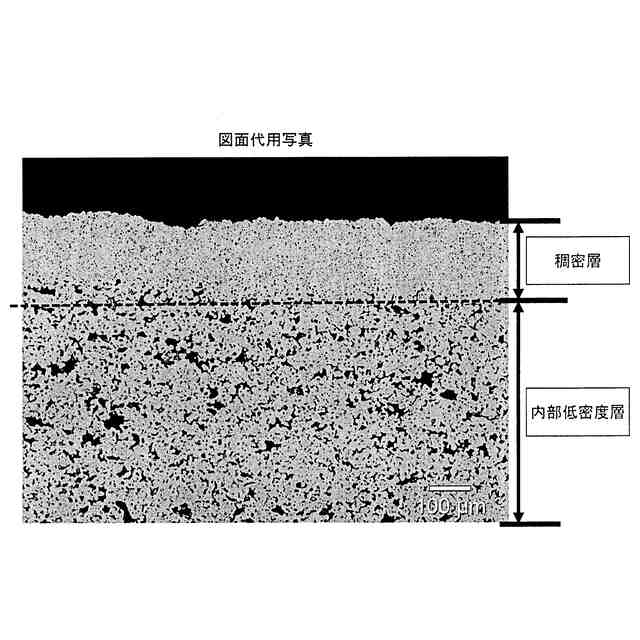
前記焼結組織の相対密度は98%以上100%未満であり、前記稠密層の相対密度は100%である請求項6または7に記載の焼結体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、三次元積層造型法により、金属粉末等による粉末成形体を焼結して三次元物体を得る焼結体の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
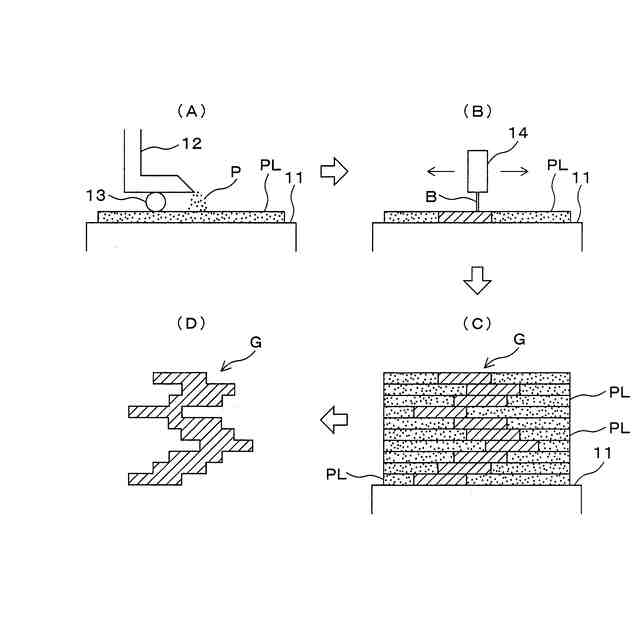
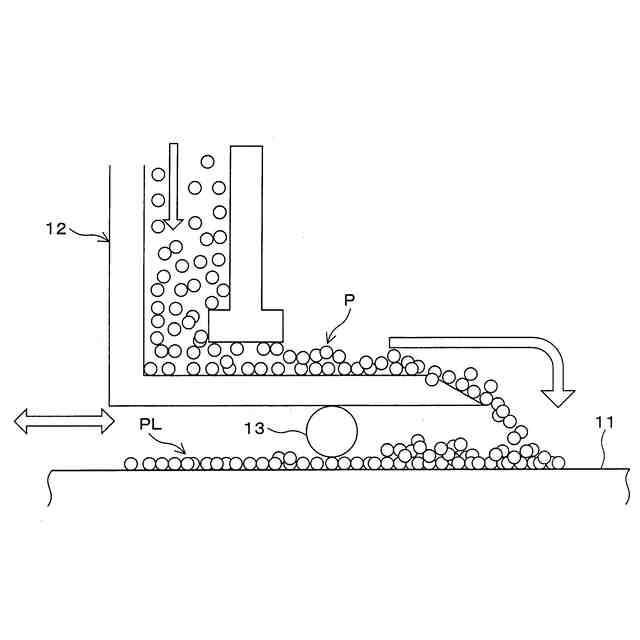
従来、パウダーベッド上へ積層造形用原料粉末(金属粉や合金粉、あるいはセラミック粉)を積層する工程と、積層した一層の原料粉末を所定形状に結合する工程とを交互に繰り返し、最終的に三次元物体を得る積層造形法が知られている。この積層造形法としては、レーザビームや電子ビームを原料粉末に照射して直接焼結する工程を繰り返し、焼結部分を結合させて目的の三次元物体を得る選択焼結法がある(Powder Bed Fusion法、すなわちPBF法)。一方、積層する原料粉末にバインダを印刷して原料粉末とバインダとが結合した粉末成形体を成形し、その粉末成形体を焼結して三次元物体を得るバインダジェット法がある。このバインダジェット法は、装置、原料および工程コストが安価、かつ効率的に実施可能であることから、近年、特に開発および実用化が進んでいる(特許文献1、2等参照)。
【0003】
バインダジェット法で得られた粉末成形体、すなわち複数の粉末層の積層体を焼結する際には、高温状態で金属粉末の固体拡散および粉末の結合が生じることにより、粉末成形体が高密度に焼結される。通常、バインダジェット法による粉末成形体の密度は、相対密度で50%前後(4g/cm
3
)程度であるが、焼結により相対密度は97%以上に高密度化する。この程度の焼結密度が確保されていないと、工業的な機械強度を得難い。しかし、例えば1kg~80kg級の重量を有する比較的大型の部品を高密度に焼結する場合、100g以下といった小型部品を対象にしているMIM(金属射出成形法)などに比べて高温長時間の焼結条件が必要となる。
【0004】
焼結の際には、焼結対象の粉末成形体の体積が大きくなる程、高密度化に必要な焼結エネルギーは多大になる、その結果、焼結体の結晶粒は肥大化する。肥大化した結晶粒を有する焼結体は、ホールペッチの法則にもみられるように、衝撃値、強度、伸び、絞り、降伏点など主要な機械的特性のほとんどが低下する。したがってバインダジェット法を用いた大型部品の焼結体には、焼結組織の微細化が求められる。
【0005】
大型部品の焼結に投入されるエネルギーコストは、昨今の持続化可能な技術傾向に反する。一方、バインダジェット法による大型部品の製造の需要は高まっており、その場合には、少ないエネルギーコストで高密度化が図られる製造技術が求められる。
【0006】
従来の粉末冶金法では、100g程度の重量を有する部品が最大と言われてきた。しかし、バインダジェット法では30kg程度の重量を有する大型部品の粉末成形体の製造も可能になってきている。しかし、その後の焼結では、焼結対象である粉末成形体の体積が従来よりも大きいため、焼結に伴う収縮挙動も大きくなり、例えばセッター(敷板)に設置している面とフリーな面では収縮量に大きな差が生じる。そこで、収縮量をなるべく均等にするために、例えば、焼結対象のワークとセラミックス製のセッターとの間に焼結粉末材料と同質の緩衝材を介在させ、ワーク底部の収縮量を吸収しながらワークの上部と下部との収縮量の差を低減する対策を採っている。
【0007】
本発明者は、上記事情に鑑み、高密度化、結晶粒の肥大化抑制、かつエネルギーコストの低減が図られるとともに、高温焼結により引き起こされる積層体の焼結時の、収縮を伴う変形を低減させることにより、従来よりも大型の焼結部品を適確に製造することができる焼結体の製造方法を提案した(特許文献3)。
【0008】
特許文献3に開示した焼結体の製造方法は、バインダジェット法により焼結用の第1の粉末を含む粉末成形体を成形する工程と、粉末成形体の表面に、第1の粉末よりも平均粒径が小さい焼結用の第2の粉末を含む被覆層を形成する工程と、表層に被覆層を有する粉末成形体を加熱することにより、第2の粉末による被覆層を焼結する第1次焼結を行って第1次焼結体を得る工程と、第1次焼結体を、第1次焼結の際の温度よりも低い温度でHIP処理することにより、第1の粉末を焼結する第2次焼結を行って第2次焼結体を得る工程とを備えたものである。
【先行技術文献】
【特許文献】
【0009】
特開2005-120475号公報
特開2014-522331号公報
特許第7316434号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、上記焼結体の製造方法をさらに発展させて製造工程を簡略化し、製造コストを低減することができるとともに、空孔が存在しない緻密な表層部を有する焼結体の製造方法を提供することを目的としている。
【課題を解決するための手段】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
1か月前
株式会社プロテリアル
合金粉末の製造方法
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
2か月前
株式会社キャステム
鋳造品の製造方法
2か月前
トヨタ自動車株式会社
ケースの製造方法
13日前
トヨタ自動車株式会社
突き折り棒
1か月前
トヨタ自動車株式会社
金型冷却構造
1か月前
株式会社神戸製鋼所
炭素-銅含有粉末
1か月前
株式会社豊田中央研究所
積層造形装置
19日前
福田金属箔粉工業株式会社
Cu系粉末
9日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
日立Astemo株式会社
成形装置
2か月前
セイコーエプソン株式会社
製造方法
1か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
6日前
トヨタ自動車株式会社
焼結部材及びその製造方法
2か月前
トヨタ自動車株式会社
ダイカスト装置
1か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
1か月前
トヨタ自動車株式会社
金型
1か月前
日本鋳造株式会社
押湯切断装置および押湯切断方法
1か月前
日本製鉄株式会社
鋳片の連続鋳造方法
1か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
2か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
2か月前
昭栄化学工業株式会社
Fe-Si系合金粉末の製造方法
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
個人
バーナーチップ及びその取付構造
2か月前
セイコーエプソン株式会社
積層造形体の製造方法
2か月前
住友金属鉱山株式会社
アトマイズ装置における整流機構
1日前
株式会社エフ・シー・シー
鋳造品の製造方法および金型
1か月前
株式会社ダイレクト21
ダイカスト製造方法および装置
2か月前
セイコーエプソン株式会社
射出成形システム
2か月前
福田金属箔粉工業株式会社
積層造形用金属粉末および積層造形体
1か月前
リョービ株式会社
金型の浸食予測方法
16日前
名古屋市
金属ナノ粒子の製造方法
6日前
福田金属箔粉工業株式会社
フレーク状銅粉末とその製造方法
3か月前
古河機械金属株式会社
銅粒子の製造方法、導電性ペースト及び基板
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ