TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025090134
公報種別
公開特許公報(A)
公開日
2025-06-17
出願番号
2023205173
出願日
2023-12-05
発明の名称
離型剤組成物及びその利用
出願人
松本油脂製薬株式会社
代理人
主分類
B29C
33/62 20060101AFI20250610BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】 本発明の目的は、連続的にポリマー成型体を成型する際の離型性と滑性に優れる離型剤組成物と、この離型剤組成物を使用して、効率よく行われるポリマー成型体の製造方法とを提供することである。
【解決手段】 有機ケイ素化合物(A)及び潤滑剤(B)を含む離型剤組成物であって、前記化合物(A)が、R
1
R
2
SiO
2/2
で示されるD単位及びR
3
SiO
3/2
で示されるT単位から選ばれる少なくとも1種を有し、前記R
1
~R
3
がそれぞれ独立して1価の有機基であり、前記潤滑剤(B)が、融点が30~100℃である潤滑剤(b1)及び40℃における動粘度が5~500mm
2
/sである潤滑剤(b2)から選ばれる少なくとも1種である、離型剤組成物。
【選択図】なし
特許請求の範囲
【請求項1】
有機ケイ素化合物(A)及び潤滑剤(B)を含む離型剤組成物であって、
前記化合物(A)が、R
1
R
2
SiO
2/2
で示されるD単位及びR
3
SiO
3/2
で示されるT単位から選ばれる少なくとも1種を有し、
前記R
1
~R
3
がそれぞれ独立して1価の有機基であり、
前記潤滑剤(B)が、融点が30~100℃である潤滑剤(b1)及び40℃における動粘度が5~500mm
2
/sである潤滑剤(b2)から選ばれる少なくとも1種である、離型剤組成物。
続きを表示(約 730 文字)
【請求項2】
前記化合物(A)がヒドロキシ基及び加水分解性基から選ばれる少なくとも1種を有する、請求項1に記載の離型剤組成物。
【請求項3】
前記R
1
~R
3
がそれぞれ独立して炭素数1~20の1価の有機基である、請求項1又は2に記載の離型剤組成物。
【請求項4】
前記潤滑剤(B)が炭素数5以上の炭化水素基を有する、請求項1又は2に記載の離型剤組成物。
【請求項5】
前記潤滑剤(B)が脂肪酸エステル、アルコール及びワックスから選ばれる少なくとも1種である、請求項1又は2に記載の離型剤組成物。
【請求項6】
前記化合物(A)100重量部に対する前記潤滑剤(B)の含有量が10~200重量部である、請求項1又は2に記載の離型剤組成物。
【請求項7】
界面活性剤(C)を含む、請求項1又は2に記載の離型剤組成物。
【請求項8】
工程1及び工程2を含むポリマー成型体の製造方法であって、
前記工程1は、原料ポリマーの表面(i)と、原料ポリマーと接触する型枠の固定型の表面(ii)と、原料ポリマーと接触する型枠の可動型の表面(iii)とから選ばれる少なくとも1箇所に、請求項1又は2に記載の離型剤組成物を付着させる工程であり、
前記工程2は、前記工程1の後に、前記型枠内に原料ポリマーを収容し、加熱しながら原料ポリマーを成型する工程である、ポリマー成型体の製造方法。
【請求項9】
前記原料ポリマーが原料ゴムであり、前記ポリマー成型体がゴム成型体である、請求項8に記載のポリマー成型体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は離型剤組成物及びその利用に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
ゴム製品や樹脂製品を成型にする際に、原料ポリマーとその原料ポリマーと接触する型枠(ゴム、樹脂、金属)の間に離型剤が必要である。離型剤が無いと、成型不良などにより生産性を大きく低下させてしまう場合がある。
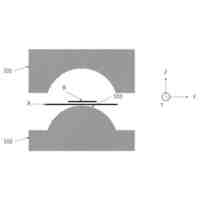
例えばゴム製品においては、ブラダー又はエアバッグと称するゴム製の袋(以下、ブラダーと称する場合がある。)を成型加硫前のゴム製品である原料ゴムの内側に挿入し、ブラダーの内部に高温高圧の気体(例えば、約180℃の蒸気等)や液体を導入することによって、ブラダーを膨張させて、原料ゴムを金型に押し付けて加熱加圧し、成型加硫を行ってゴム製品を製造する場合がある。
ゴム製品がタイヤの場合は、ブラダーを成型加硫前のタイヤ(以下、グリーンタイヤと称する場合がある。)の内側に挿入し、ブラダーを膨張させて、グリーンタイヤを金型に押し付けて加熱加圧し、成型加硫を行っている。この場合、ブラダーとグリーンタイヤ内面は、何れもゴムを素材としているために、両者の間に離型剤が必要である。
【0003】
従来、タイヤの成型加硫では、例えば、インサイドペイントと称する水系又は溶剤系の離型剤をグリーンタイヤの内面にその都度塗布する方法や、グリーンタイヤとブラダーの間の剥離を良くするためにブラダー表面にシリコーン系の離型剤を塗布する方法が行われてきた。
特許文献1には、例えば、インサイドペイントとして、有機珪素化合物との反応により表面が疎水化された無機珪酸塩が分散されている水性ジオルガノポリシロキサン乳濁液が提案されている。しかしながら、インサイドペイントをグリーンタイヤの内面にその都度塗布する方法は、工程が煩雑になるとともに、塗布時に機器周辺の汚れが発生するという問題がある。また、この問題点よりも大きな問題として、インサイドペイントがタイヤインナーライナーの接合部に入り込み、インナーライナー接合部の剥離を起こしてタイヤ不良が発生するといったトラブルが生じたり、インサイドペイント塗布後のタイヤを成型工程に投入するまでのストックポイントに膨大なスペースを要したりする、という問題がある。
【0004】
そこで、インサイドペイントとは異なる方法として、グリーンタイヤとブラダーの間の剥離を良くするために、ブラダー表面にシリコーン系の離型剤を塗布する方法がある。ブラダー用離型剤組成物としては、例えば、特許文献2には、オルガノポリシロキサン、メチルハイドロジェンポリシロキサン、シリカ及び金属の有機酸塩を含有するシリコーン組成物により表面処理された加硫用ブラダーを用いる方法が提案されている。
しかしながら、ブラダー表面にシリコーン系の離型剤を塗布する方法においては、ブラダーとの接着性が不充分であるので成型加硫工程時の離型性や滑性が低く、特に連続的に成型加硫する場合短時間で離型被膜が劣化し製造中のゴム製品に不良が発生するといった問題がある。
【0005】
このように、特許文献1および2の離型剤ではそれぞれについて問題がある。しかしながら、離型性、滑性の問題などの問題を抱えつつも、従来のインサイドペイント離型剤やブラダー用離型剤組成物を使用せざるを得ないというのが現状である。
【先行技術文献】
【特許文献】
【0006】
特開昭53-42243号公報
特開昭62-275711号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、連続的にポリマー成型体を成型する際の離型性と滑性に優れる離型剤組成物と、この離型剤組成物を使用して、効率よく行われるポリマー成型体の製造方法とを提供することである。
【課題を解決するための手段】
【0008】
本発明者は鋭意検討した結果、特定の成分を含む離型剤組成物であれば、上記課題を解決できることを見出し、本発明に到達した。
すなわち本発明の離型剤組成物は、有機ケイ素化合物(A)及び潤滑剤(B)を含むものであって、前記化合物(A)が、R
1
R
2
SiO
2/2
で示されるD単位及びR
3
SiO
3/2
で示されるT単位から選ばれる少なくとも1種を有し、前記R
1
~R
3
がそれぞれ独立して1価の有機基であり、前記潤滑剤(B)が、融点が30~100℃である潤滑剤(b1)及び40℃における動粘度が5~500mm
2
/sである潤滑剤(b2)から選ばれる少なくとも1種である。
【0009】
本発明の離型剤組成物は以下の1)~6)のうちの少なくとも1つを満たすと好ましい。
1)前記化合物(A)がヒドロキシ基及び加水分解性基から選ばれる少なくとも1種を有する。
2)前記R
1
~R
3
がそれぞれ独立して炭素数1~20の1価の有機基である。
3)前記潤滑剤(B)が炭素数5以上の炭化水素基を有する。
4)前記潤滑剤(B)が脂肪酸エステル、アルコール及びワックスから選ばれる少なくとも1種である。
5)前記化合物(A)100重量部に対する前記潤滑剤(B)の含有量が10~200重量部である。
6)界面活性剤(C)を含む。
【0010】
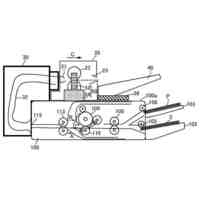
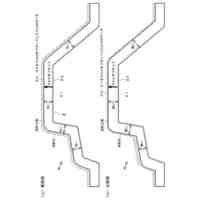
本発明のポリマー成型体の製造方法は、工程1及び工程2を含むポリマー成型体の製造方法であって、前記工程1は、原料ポリマーの表面(i)と、原料ポリマーと接触する型枠の固定型の表面(ii)と、原料ポリマーと接触する型枠の可動型の表面(iii)とから選ばれる少なくとも1箇所に、上記離型剤組成物を付着させる工程であり、前記工程2は、前記工程1の後に、前記型枠内に原料ポリマーを収容し、加熱しながら原料ポリマーを成型する工程である。
本発明のポリマー成型体の製造方法は、前記原料ポリマーが原料ゴムであり、前記ポリマー成型体がゴム成型体であると好ましい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
6か月前
シーメット株式会社
光造形装置
5か月前
CKD株式会社
型用台車
6か月前
東レ株式会社
プリプレグテープ
9か月前
個人
射出ミキシングノズル
8か月前
株式会社日本製鋼所
押出機
8か月前
グンゼ株式会社
ピン
6か月前
東レ株式会社
フィルムの製造方法
3か月前
株式会社カワタ
計量混合装置
1か月前
個人
樹脂可塑化方法及び装置
5か月前
株式会社FTS
ロッド
5か月前
日機装株式会社
加圧システム
2か月前
株式会社FTS
成形装置
5か月前
帝人株式会社
成形体の製造方法
11か月前
株式会社漆原
シートの成形方法
28日前
東レ株式会社
樹脂フィルムの製造方法
1か月前
トヨタ自動車株式会社
射出装置
3か月前
株式会社リコー
シート剥離装置
10か月前
株式会社シロハチ
真空チャンバ
7か月前
東レ株式会社
一体化成形品の製造方法
10か月前
株式会社リコー
画像形成システム
6か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社コスメック
射出成形装置
25日前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
2か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社FTS
セパレータ
4か月前
株式会社不二越
射出成形機
25日前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社不二越
射出成形機
2か月前
TOWA株式会社
成形型清掃用のブラシ
8か月前
東レ株式会社
溶融押出装置および押出方法
5か月前
KTX株式会社
シェル型の作製方法
12か月前
個人
ノズルおよび熱風溶接機
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ