TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025091138
公報種別
公開特許公報(A)
公開日
2025-06-18
出願番号
2023206206
出願日
2023-12-06
発明の名称
表面検査装置及び表面検査方法
出願人
日本製鉄株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
G01N
21/952 20060101AFI20250611BHJP(測定;試験)
要約
【課題】円柱状又は円筒状に形成された被検査体の表面の性状を画像に基づいて検査する際の検査精度を確保する。
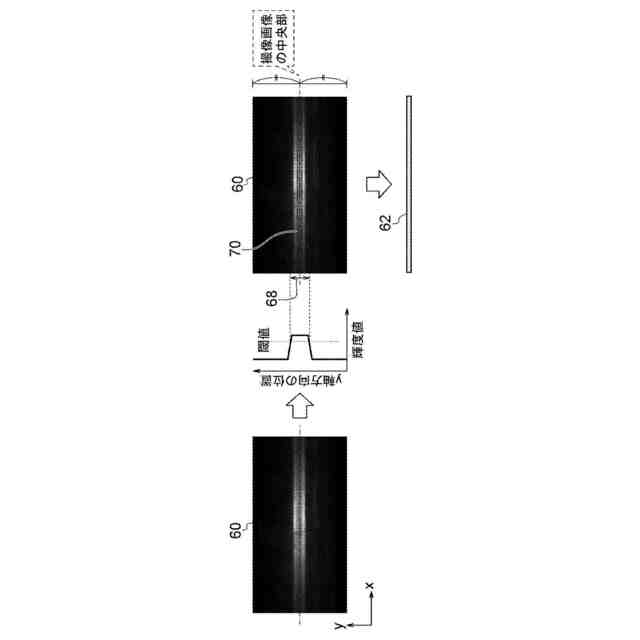
【解決手段】検査画像を生成するためのライン画像を撮像画像から抽出する際に、ライン画像抽出領域設定部は、被検査体が回転していない状態で撮像して生成された撮像画像において、第2軸の方向に沿って輝度値が高くなる領域の中央部を中心とした、第1軸の方向にライン状に延びた領域を、ライン画像抽出領域として設定する。そして、検査画像生成部は、複数の撮像画像のそれぞれから、ライン画像抽出領域に対応する画像をライン画像として抽出し、抽出した複数のライン画像を連結して検査画像を作成する。
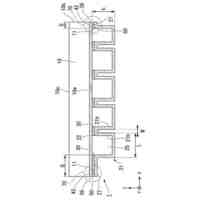
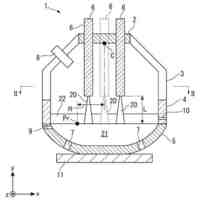
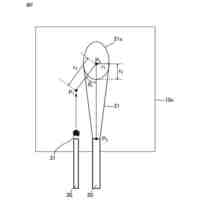
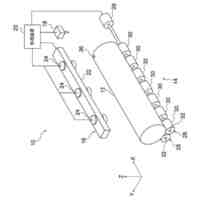
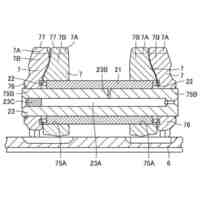
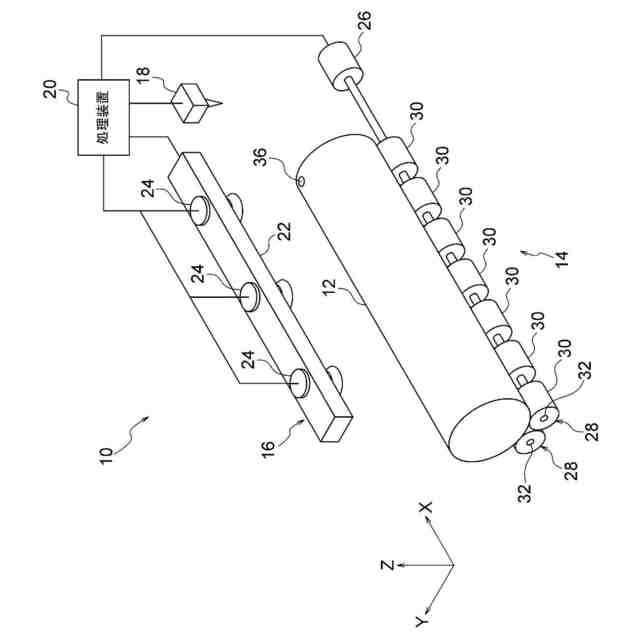
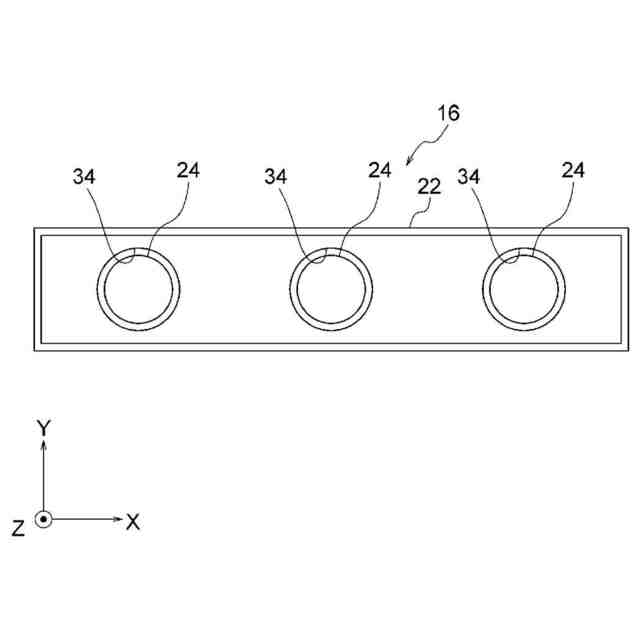
【選択図】図1
特許請求の範囲
【請求項1】
円柱状又は円筒状に形成された被検査体の表面の性状を検査する表面検査装置であって、
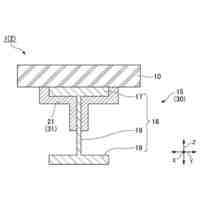
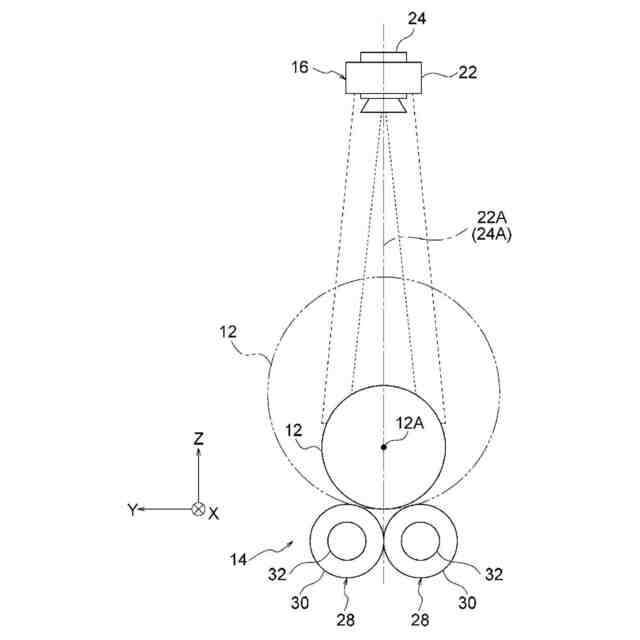
被検査体を鉛直方向下方から支持し、前記被検査体の円柱円筒断面に垂直な方向である軸方向を回転軸として前記被検査体を回転させる回転支持部と、
前記回転軸の略鉛直方向上方に設けられ、前記被検査体に向けて光を照射する照明部と、
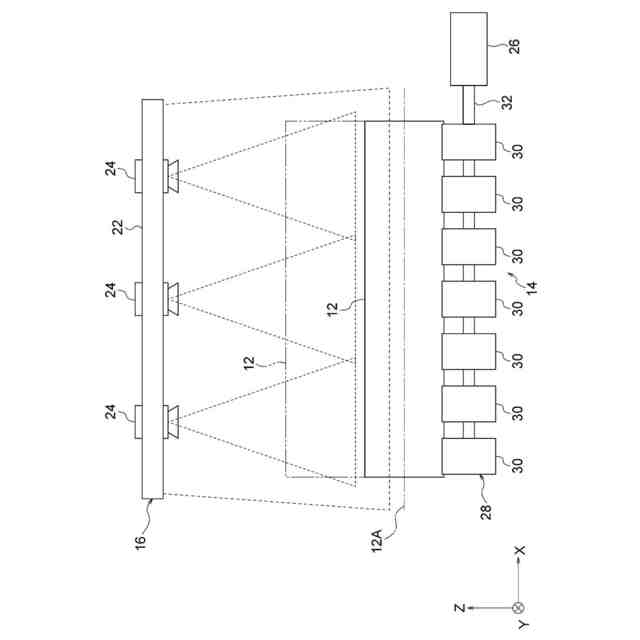
前記回転軸の略鉛直方向上方に設けられ、前記照明部により光が照射された前記被検査体を撮像することで、前記被検査体の軸方向に対応する第1軸と、前記被検査体の軸方向に垂直な方向に対応する第2軸とを有するエリア画像を生成する撮像部と、
前記エリア画像上に、前記第2軸の方向の一部をなす画像であって前記第1軸の方向にライン状に延びる画像であるライン画像を前記エリア画像から抽出するための領域であるライン画像抽出領域を設定するライン画像抽出領域設定部と、
前記エリア画像毎に抽出した複数の前記ライン画像を前記第2軸の方向に連結して、検査画像を生成する検査画像生成部と、
前記検査画像に基づいて、前記被検査体の表面の性状を検査する検査処理部と、
を有し、
前記照明部を用いて、前記被検査体に向けて光を照射し、
前記撮像部を用いて、前記照明部により光が照射された前記被検査体を撮像することで前記エリア画像を生成し、
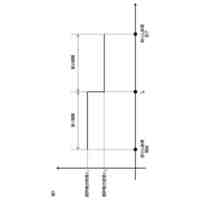
前記ライン画像抽出領域設定部を用いて、前記エリア画像における前記第1軸の方向に亘って前記エリア画像における前記第2軸の方向の輝度値の変化を取得し、前記第2軸の方向に沿って前記輝度値が高くなる領域の中央部を中心とした、前記エリア画像の一部となる範囲として定まる領域を、前記ライン画像抽出領域として設定し、
前記回転支持部を用いて、前記被検査体を回転させ、
前記検査画像生成部を用いて、前記照明部により光が照射され、前記回転支持部により回転している前記被検査体の表面における周方向の複数の位置を前記撮像部により撮像することで、生成された複数の前記エリア画像のそれぞれから、前記ライン画像抽出領域に対応する画像を前記ライン画像として抽出して、抽出した前記ライン画像を前記第2軸の方向に連結して、前記検査画像を生成する、表面検査装置。
続きを表示(約 1,200 文字)
【請求項2】
前記被検査体の表面のうち前記撮像部による撮像が開始される位置には、マークが付され、
前記検査処理部は、前記検査画像内の前記マークの位置を検出し、前記検査画像のうち、2箇所に表れる前記マークの間の画像領域を前記被検査体の表面の1周分の画像として特定し、前記1周分の画像に基づいて、前記被検査体の表面の欠陥を検出する、請求項1に記載の表面検査装置。
【請求項3】
円柱状又は円筒状に形成された被検査体の表面の性状を検査する表面検査方法であって、
被検査体を鉛直方向下方から支持し、前記被検査体の円柱円筒断面に垂直な方向である軸方向を回転軸として前記被検査体を回転させる回転支持部と、
前記回転軸の略鉛直方向上方に設けられ、前記被検査体に向けて光を照射する照明部と、
前記回転軸の略鉛直方向上方に設けられ、前記照明部により光が照射された前記被検査体を撮像することで、前記被検査体の軸方向に対応する第1軸と、前記被検査体の軸方向に垂直な方向に対応する第2軸とを有するエリア画像を生成する撮像部と、
前記エリア画像上に、前記第2軸の方向の一部をなす画像であって前記第1軸の方向にライン状に延びる画像であるライン画像を前記エリア画像から抽出するための領域であるライン画像抽出領域を設定するライン画像抽出領域設定部と、
前記エリア画像毎に抽出した複数の前記ライン画像を前記第2軸の方向に連結して、検査画像を生成する検査画像生成部と、
前記検査画像に基づいて、前記被検査体の表面の性状を検査する検査処理部と、
を有する表面検査装置を用い、
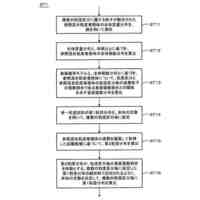
前記照明部を用いて、前記被検査体に向けて光を照射する照射ステップと、
前記撮像部を用いて、前記照明部により光が照射された前記被検査体を撮像することで前記エリア画像を生成する撮像ステップと、
前記ライン画像抽出領域設定部を用いて、前記エリア画像における前記第1軸の方向に亘って前記エリア画像における前記第2軸の方向の輝度値の変化を取得し、前記第2軸の方向に沿って前記輝度値が高くなる領域の中央部を中心とした、前記エリア画像の一部となる範囲として定まる領域を、前記ライン画像抽出領域として設定するライン画像抽出領域設定ステップと、
前記回転支持部を用いて、前記被検査体を回転させる回転ステップと、
前記検査画像生成部を用いて、前記照明部により光が照射され、前記回転支持部により回転している前記被検査体の表面における周方向の複数の位置を前記撮像部により撮像することで、生成された複数の前記エリア画像のそれぞれから、前記ライン画像抽出領域に対応する画像を前記ライン画像として抽出して、抽出した前記ライン画像を前記第2軸の方向に連結して、前記検査画像を生成する検査画像生成ステップと、
前記検査処理部を用いて前記検査画像に基づいて、前記被検査体の表面の性状を検査する検査処理ステップと、
を有する、表面検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、表面検査装置及び表面検査方法に係り、詳しくは、円柱状又は円筒状に形成された被検査体の表面の性状を画像に基づいて検査する表面検査装置及び表面検査方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
例えば、円柱状又は円筒状に形成された被検査体の表面の性状を画像に基づいて検査する表面検査装置及び表面検査方法としては、回転中の被検査体に光を照射し、被検査体の回転中に被検査体の全周全長の画像を取得する技術が提案されている。
【0003】
例えば、特許文献1に記載の技術では、円筒体の外側にカメラ及び照明を配置し、円筒体の内面を一対のローラで支持し、円筒体の回転中に円筒体の外周面を全周分撮像する。また、特許文献2に記載の技術では、拡散照明部によって鋼管の有効検査領域に拡散光を照射し、金属材回転部によって鋼管をその管軸のまわりに回転させながら、エリアカメラである撮像部によって鋼管の有効検査領域の頂部における法線方向から有効検査領域を撮像する。
【先行技術文献】
【特許文献】
【0004】
特開2006-10683号公報
特許第5948974号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の技術では、被検査体の内面を一対のローラで支持することにより、カメラと円筒体との間の距離が一定となるため、カメラの分解能は円筒体の外径によらずに一定とすることが可能であるが、円筒体の内面を支持するローラが必要であることと、ローラの着脱工程が必要であるために検査効率が低下することに加えて、検査の対象が鋼管等の円筒体に限られる。
【0006】
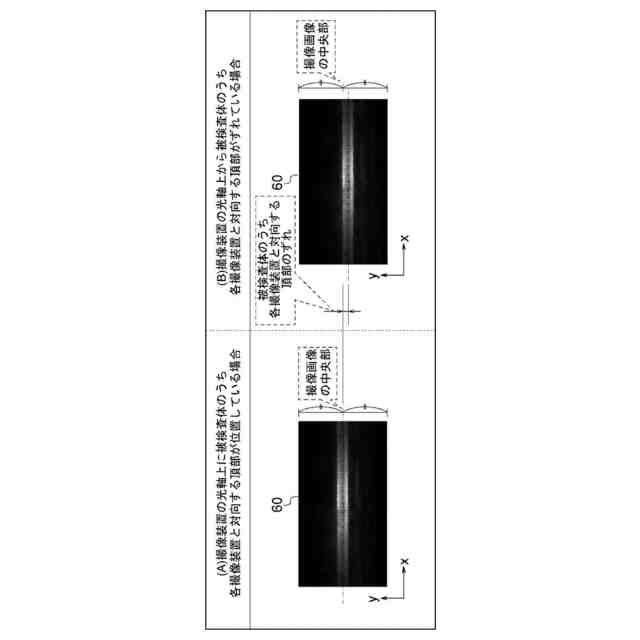
また、特許文献2に記載の技術においては、鋼管をその管軸のまわりに回転させる金属材回転部の構成が定かではないが、特許文献1に記載のような円筒体の内面を支持するローラではなく、例えば、鋼管を下方から支持するローラを用い、ローラの回転により鋼管を回転させることが考えられる。この場合に、設計上は撮像部の光軸上(すなわち、視野の中心)に撮像部と対向する鋼管の頂部が設定されていても、鋼管の形状不良(真円ではない状態を指す。)、鋼管の回転軸のずれ、又は、ローラの経年劣化等により、実際には、撮像部の光軸上から撮像部と対向する鋼管の頂部がずれることが想定される。
【0007】
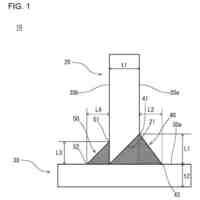
ここで、設計通りに撮像部の光軸上に撮像部と対向する鋼管の頂部が位置している状態では、エリアカメラである撮像部で取得した画像の中央部(すなわち、鋼管の円柱円筒断面に垂直な方向である軸方向と直交する方向に対応する方向の中央部)には、鋼管の頂部に対応する輝度の高い領域が表れる。一方、撮像部の光軸上から撮像部と対向する鋼管の頂部がずれている状態では、エリアカメラである撮像部で取得した画像の中央部には、鋼管の頂部から外れた領域に対応する輝度の低い領域が表れる。
【0008】
したがって、撮像部で取得した画像の中央部を輝度にかかわらずに一律に抽出し、抽出した中央部の画像を連結して鋼管の全周分に相当する検査画像を生成し、検査画像に基づいて鋼管の表面の性状を検査する手法では、撮像部の光軸上から撮像部と対向する鋼管の頂部がずれている場合、検査画像の輝度が足りずに、検査精度が低下する虞がある。
【0009】
そこで、本発明は、円柱状又は円筒状に形成された被検査体の表面の性状を画像に基づいて検査する際の検査精度を確保することができる表面検査装置及び表面検査方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の第1態様は、円柱状又は円筒状に形成された被検査体の表面の性状を検査する表面検査装置であって、被検査体を鉛直方向下方から支持し、前記被検査体の円柱円筒断面に垂直な方向である軸方向を回転軸として前記被検査体を回転させる回転支持部と、前記回転軸の略鉛直方向上方に設けられ、前記被検査体に向けて光を照射する照明部と、前記回転軸の略鉛直方向上方に設けられ、前記照明部により光が照射された前記被検査体を撮像することで、前記被検査体の軸方向に対応する第1軸と、前記被検査体の軸方向に垂直な方向に対応する第2軸とを有するエリア画像を生成する撮像部と、前記エリア画像上に、前記第2軸の方向の一部をなす画像であって前記第1軸の方向にライン状に延びる画像であるライン画像を前記エリア画像から抽出するための領域であるライン画像抽出領域を設定するライン画像抽出領域設定部と、前記エリア画像毎に抽出した複数の前記ライン画像を前記第2軸の方向に連結して、検査画像を生成する検査画像生成部と、前記検査画像に基づいて、前記被検査体の表面の性状を検査する検査処理部と、を有し、前記照明部を用いて、前記被検査体に向けて光を照射し、前記撮像部を用いて、前記照明部により光が照射された前記被検査体を撮像することで前記エリア画像を生成し、前記ライン画像抽出領域設定部を用いて、前記エリア画像における前記第1軸の方向に亘って前記エリア画像における前記第2軸の方向の輝度値の変化を取得し、前記第2軸の方向に沿って前記輝度値が高くなる領域の中央部を中心とした、前記エリア画像の一部となる範囲として定まる領域を、前記ライン画像抽出領域として設定し、前記回転支持部を用いて、前記被検査体を回転させ、前記検査画像生成部を用いて、前記照明部により光が照射され、前記回転支持部により回転している前記被検査体の表面における周方向の複数の位置を前記撮像部により撮像することで、生成された複数の前記エリア画像のそれぞれから、前記ライン画像抽出領域に対応する画像を前記ライン画像として抽出して、抽出した前記ライン画像を前記第2軸の方向に連結して、前記検査画像を生成する、表面検査装置である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
20日前
日本製鉄株式会社
評価方法
今日
日本製鉄株式会社
鉄道車輪
16日前
日本製鉄株式会社
溶接継手
6日前
日本製鉄株式会社
鉄道車輪
16日前
日本製鉄株式会社
冷却構造体
28日前
日本製鉄株式会社
冷却構造体
28日前
日本製鉄株式会社
脱りん方法
27日前
日本製鉄株式会社
軸受用鋼管
7日前
日本製鉄株式会社
クランク軸
20日前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
高炉の操業方法
29日前
日本製鉄株式会社
溶鉄の精錬方法
1か月前
日本製鉄株式会社
高炉の操業方法
9日前
日本製鉄株式会社
粒度分布測定方法
26日前
日本製鉄株式会社
メタンの製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
13日前
日本製鉄株式会社
耐火被覆梁及び床構造
12日前
日本製鉄株式会社
溶鋼の製造方法及びアーク炉
1か月前
日本製鉄株式会社
床構造及び床構造の施工方法
12日前
日本製鉄株式会社
温度測定装置及び温度測定方法
21日前
日本製鉄株式会社
温度測定装置及び温度測定方法
21日前
日本製鉄株式会社
表面検査装置及び表面検査方法
今日
日本製鉄株式会社
T継手の製造方法及び評価方法
1か月前
日本製鉄株式会社
サワー環境での使用に適した鋼材
26日前
日本製鉄株式会社
サワー環境での使用に適した鋼材
26日前
株式会社小松製作所
耐摩耗部品
1か月前
日本製鉄株式会社
コークス品質のばらつき推定方法
29日前
日本製鉄株式会社
モールドパウダーおよび鋼の連続鋳造方法
29日前
日本製鉄株式会社
メタンの製造方法およびメタンの製造装置
1か月前
日本製鉄株式会社
コークス品質管理方法、及び高炉操業方法
2日前
日本製鉄株式会社
ノリ養殖用施肥筒およびノリ養殖施肥方法
1日前
日鉄テックスエンジ株式会社
安全帯取付具
29日前
日本製鉄株式会社
センサの保護構造、センサの取付方法および試験体
27日前
日本製鉄株式会社
Cu含有鋼の連続鋳造方法、および圧延鋼材の製造方法
13日前
大阪富士工業株式会社
ハースロール及びその製造方法
27日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ