TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025092025
公報種別
公開特許公報(A)
公開日
2025-06-19
出願番号
2023207646
出願日
2023-12-08
発明の名称
熱交換器及び熱交換器の製造方法
出願人
マレリ株式会社
代理人
弁理士法人後藤特許事務所
主分類
B23K
26/21 20140101AFI20250612BHJP(工作機械;他に分類されない金属加工)
要約
【課題】レーザー溶接を用いて製造した熱交換器の強度を確保する。
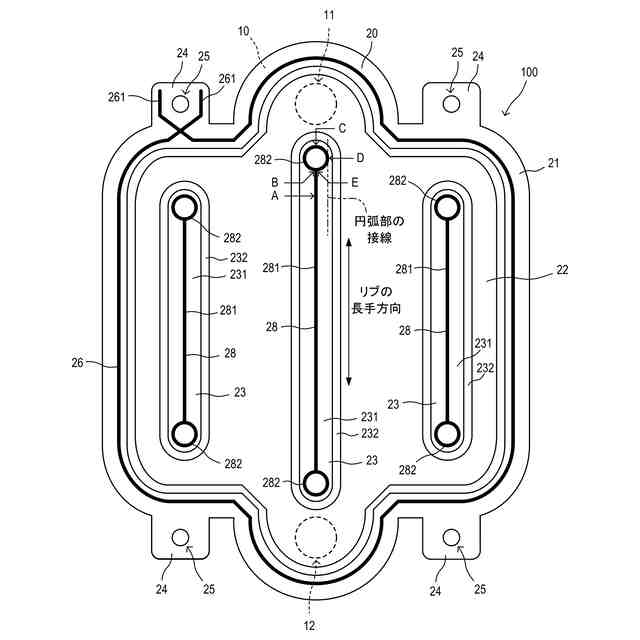
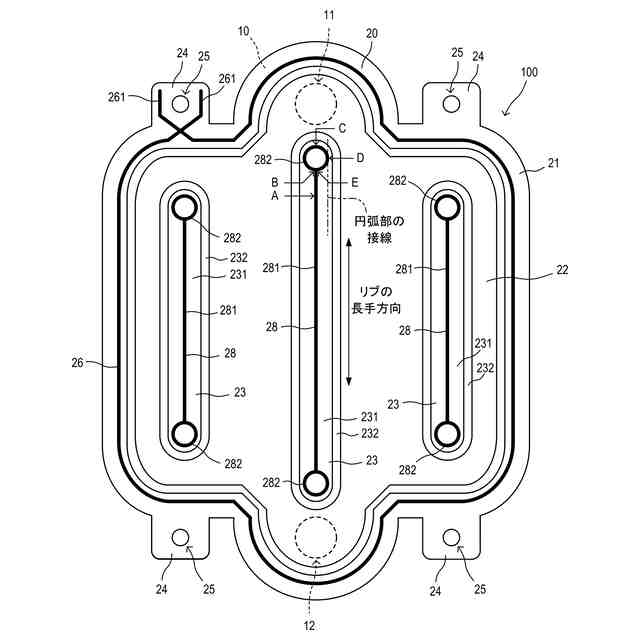
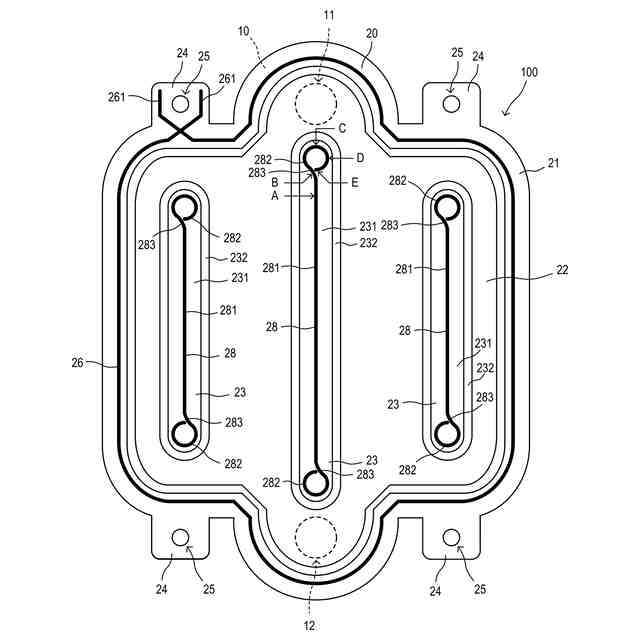
【解決手段】熱交換器100は、レーザー溶接で接合された第1部材10と第2部材20とを備え、第1部材10と第2部材20との間に流体の流路が形成される。第2部材20は、レーザー溶接によって第1部材10と接合されて流路を仕切るリブ23を有し、リブ23を第1部材10と接合するリブ溶接ビード28は、円弧状に形成された円弧部282を端部に有し、レーザー溶接の始点又は終点である円弧部282の先端に向かうほど接合深さが浅くなっており、リブ溶接ビード28の軌道において先行ビードと後行ビードとがオーバーラップしていない又は円弧部282の先端における接合深さが第1部材10と第2部材20とが接合されない深さである。
【選択図】図4
特許請求の範囲
【請求項1】
レーザー溶接で接合された第1部材と第2部材とを備え、前記第1部材と前記第2部材との間に流体の流路が形成された熱交換器であって、
前記第2部材は、前記レーザー溶接によって前記第1部材と接合されて前記流路を仕切るリブを有し、
前記リブを前記第1部材と接合するリブ溶接ビードは、
円弧状に形成された円弧部を端部に有し、
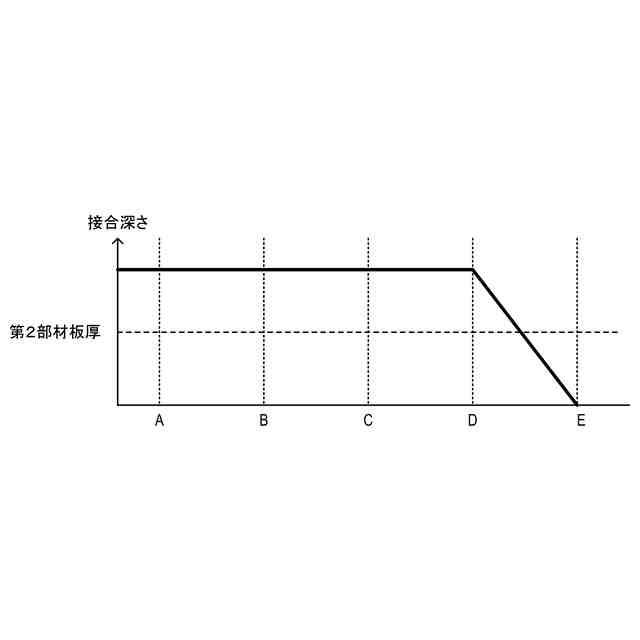
前記レーザー溶接の始点又は終点である前記円弧部の先端に向かうほど接合深さが浅くなっており、
前記リブ溶接ビードの軌道において先行ビードと後行ビードとがオーバーラップしていない又は前記円弧部の前記先端における前記接合深さが前記第1部材と前記第2部材とが接合されない深さである、
熱交換器。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載の熱交換器であって、
前記円弧部は、少なくとも半円を形成し、且つ、前記半円を超えて前記先端側に向かって前記円弧部の接線が前記リブの長手方向と平行になる位置までは、前記接合深さが浅くならない、
熱交換器。
【請求項3】
請求項1に記載の熱交換器であって、
前記リブ溶接ビードは、直線状に形成された直線部を有し、
前記直線部は、前記リブの長手方向に沿うとともに、前記リブの幅方向中央に形成されている、
熱交換器。
【請求項4】
請求項3に記載の熱交換器であって、
前記直線部と前記円弧部とを接続する接続部は、円弧状である、
熱交換器。
【請求項5】
請求項1に記載の熱交換器であって、
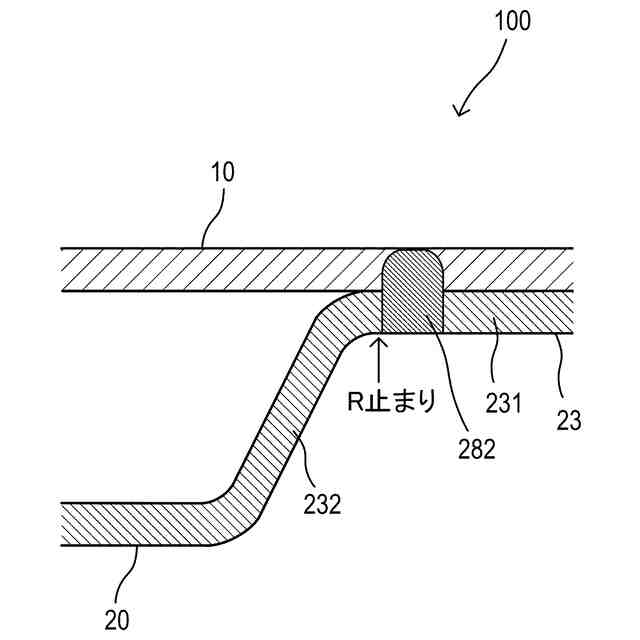
前記リブは、
前記第1部材と当接する平面部と、
前記平面部から立ち上がる壁部と、
を有し、
前記リブ溶接ビードの前記円弧部は、前記リブにおける前記平面部と前記壁部とを接続する曲面部のR止まりに沿って形成されている、
熱交換器。
【請求項6】
請求項1から5のいずれか1つに記載の熱交換器であって、
外部装置に取り付けるための取付部を有し、
外周部を接合する外周溶接ビードの端部は、前記取付部に位置する、
熱交換器。
【請求項7】
請求項6に記載の熱交換器であって、
前記取付部は、前記熱交換器の外方に向かって延びる突出部である、
熱交換器。
【請求項8】
レーザー溶接で接合された第1部材と第2部材とを備え、前記第1部材と前記第2部材との間に流体の流路が形成された熱交換器の製造方法であって、
前記第2部材は、前記レーザー溶接によって前記第1部材と接合されて前記流路を仕切るリブを有し、
前記リブを前記第1部材と接合するリブ溶接ビードを形成する前記レーザー溶接において、
前記リブ溶接ビードの端部に円弧状の円弧部を形成し、
前記レーザー溶接の始点又は終点である前記円弧部の先端に向かうほど接合深さを浅くし、
前記リブ溶接ビードの軌道において先行ビードと後行ビードとをオーバーラップさせない又は前記円弧部の前記先端における前記接合深さを前記第1部材と前記第2部材とが接合されない深さにする、
熱交換器の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱交換器及び熱交換器の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1には、上面部と下面部とをロウ付けで接合した加熱部を備える蓄電池の温度調整装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
国際公開第2014/162980号
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記の加熱部(熱交換器)のように部材同士をロウ付けで接合する場合、量産工程においては、ロウ付け用の加熱炉を設けることが一般的である。しかしながら、例えば、加熱部のサイズが大きい場合は、その大きさに合わせて加熱炉も大型化しなければならず、生産効率の向上を図ることが難しい。
【0005】
そこで、ロウ付けに代えて、レーザー溶接で部材同士を接合することが考えられる。しかしながら、この場合は、加熱部の内圧によって溶接ビード周辺に応力集中が発生し易しやすくなる。
【0006】
本発明は、上記の問題点に鑑みてなされたものであり、レーザー溶接を用いて製造した熱交換器の強度を確保することを目的とする。
【課題を解決するための手段】
【0007】
本発明のある態様によれば、レーザー溶接で接合された第1部材と第2部材とを備え、前記第1部材と前記第2部材との間に流体の流路が形成された熱交換器であって、前記第2部材は、前記レーザー溶接によって前記第1部材と接合されて前記流路を仕切るリブを有し、前記リブを前記第1部材と接合するリブ溶接ビードは、円弧状に形成された円弧部を端部に有し、前記レーザー溶接の始点又は終点である前記円弧部の先端に向かうほど接合深さが浅くなっており、前記リブ溶接ビードの軌道において先行ビードと後行ビードとがオーバーラップしていない又は前記円弧部の前記先端における前記接合深さが前記第1部材と前記第2部材とが接合されない深さである、熱交換器が提供される。
【発明の効果】
【0008】
上記態様によれば、熱交換器の内圧による応力集中が発生し易いリブ溶接ビードの端部を円弧状の円弧部にするので、リブ溶接ビードの端部への応力集中を抑制できる。また、円弧部の先端、すなわち、レーザー溶接の始点/終点において接合深さを浅くするので、入熱量を適正にでき、溶接品質を向上させることができる。さらに、リブ溶接ビードの軌道において先行ビードと後行ビードとがオーバーラップしないようにした場合は、先行ビードによる接合強度に後行ビードが影響を与えることを防止できる。円弧部の先端における接合深さを第1部材と第2部材とが接合されない深さにした場合も同様であって、仮に、円弧部の先端が先行ビードにオーバーラップしたとしても、先行ビードによる接合強度に影響を与えることを防止できる。よって、上記態様によれば、レーザー溶接を用いて製造した熱交換器の強度を確保できる。
【図面の簡単な説明】
【0009】
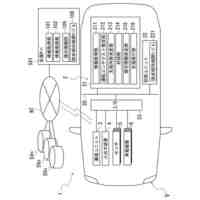
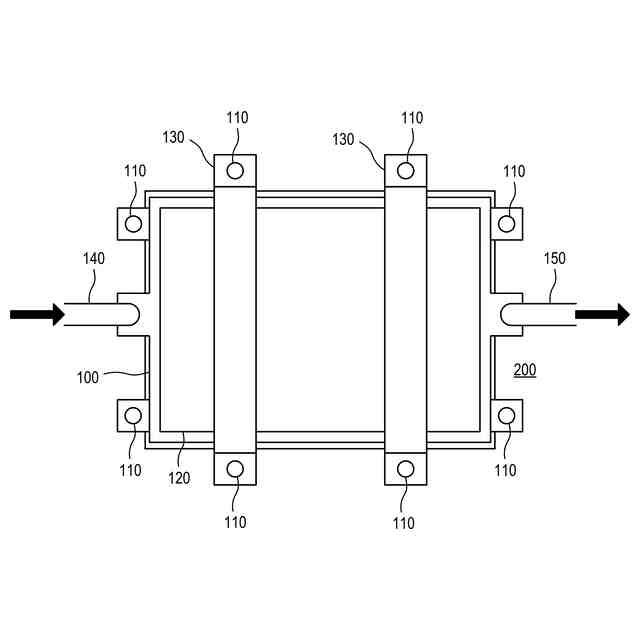
図1は、本発明の実施形態に係る熱交換器を車両に搭載した状態を示す側面図である。
図2は、本発明の実施形態に係る熱交換器を車両に搭載した状態を示す上面図である。
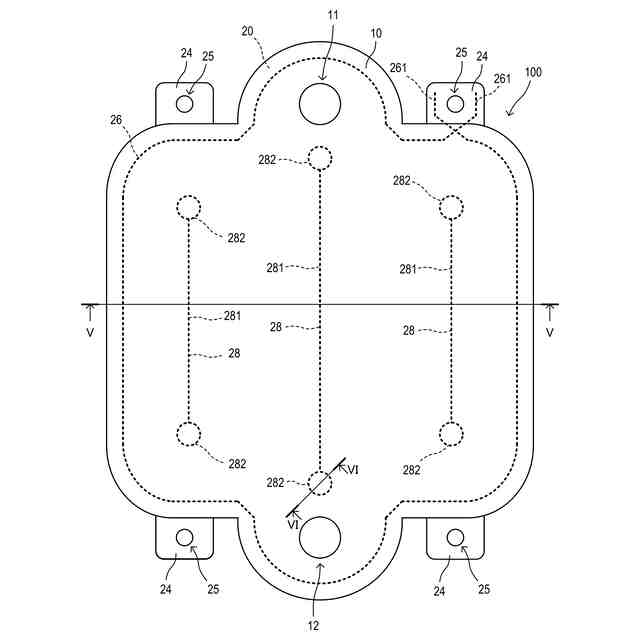
図3は、熱交換器の一例を示す上面図である。
図4は、熱交換器の一例を示す下面図である。
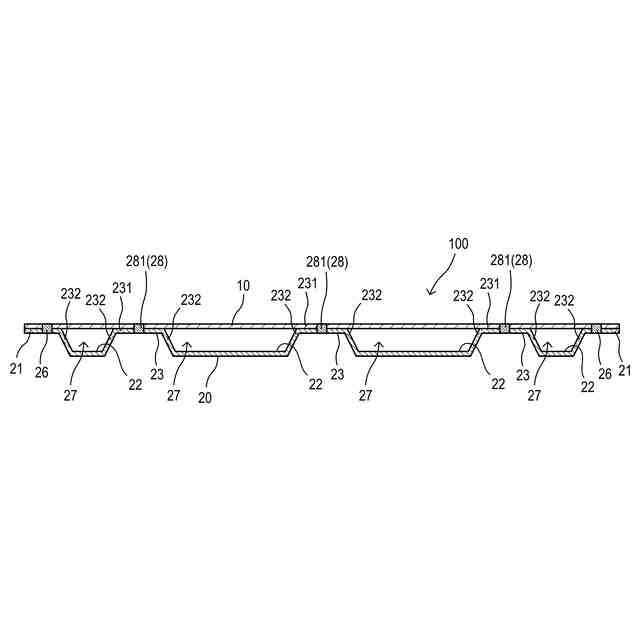
図5は、図3のV-V断面図である。
図6は、図3のVI-VI断面図である。
図7は、リブ溶接ビードの接合深さについて説明するための図である。
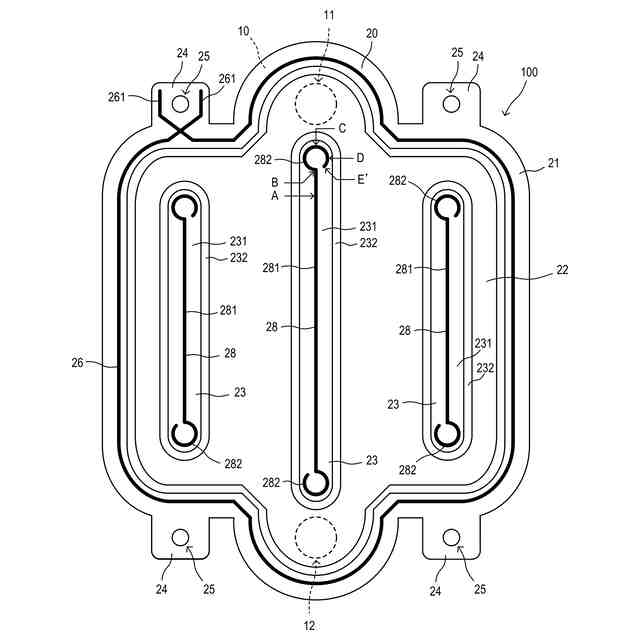
図8は、第1変形例に係るリブ溶接ビードを示す図である。
図9は、第2変形例に係るリブ溶接ビードを示す図である。
図10は、第2変形例に係るリブ溶接ビードの接合深さについて説明するための図である。
図11は、第3変形例に係るリブ溶接ビードを示す図である。
【発明を実施するための形態】
【0010】
以下、添付図面を参照しながら本発明の実施形態に係る熱交換器100について説明する。なお、各図において、同等の構成には同じ符号を付している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
マレリ株式会社
運転支援システム
27日前
個人
タップ
3か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
3か月前
株式会社不二越
ドリル
2か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
12日前
株式会社ダイヘン
溶接電源装置
14日前
日東精工株式会社
多軸ねじ締め機
3か月前
有限会社 ナプラ
金属粒子
4か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
29日前
株式会社FUJI
工作機械
1か月前
株式会社アンド
半田付け方法
2か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
日進工具株式会社
エンドミル
3か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
株式会社アンド
半田付け方法
2か月前
ブラザー工業株式会社
工作機械
3か月前
ブラザー工業株式会社
工作機械
3か月前
村田機械株式会社
レーザ加工機
2か月前
株式会社FUJI
チャック装置
4か月前
株式会社トヨコー
被膜除去方法
2か月前
トヨタ自動車株式会社
接合方法
3か月前
村田機械株式会社
レーザ加工機
2か月前
大見工業株式会社
ドリル
7日前
有限会社 ナプラ
ソルダペースト
1か月前
住友重機械工業株式会社
加工装置
1か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社不二越
超硬合金製ドリル
3か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社コスメック
クランプ装置
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ