TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025092157
公報種別
公開特許公報(A)
公開日
2025-06-19
出願番号
2023207859
出願日
2023-12-08
発明の名称
物品の製造方法および製造装置
出願人
キヤノン株式会社
代理人
弁理士法人谷・阿部特許事務所
主分類
B29C
45/16 20060101AFI20250612BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ホットランナーのバルブゲート方式を採用した成型において、複雑な成型に対応することができる物品の製造方法および製造装置を提供する。
【解決手段】射出ユニット40、43が設けられた第一金型44の駒47を移動させる構成とする。
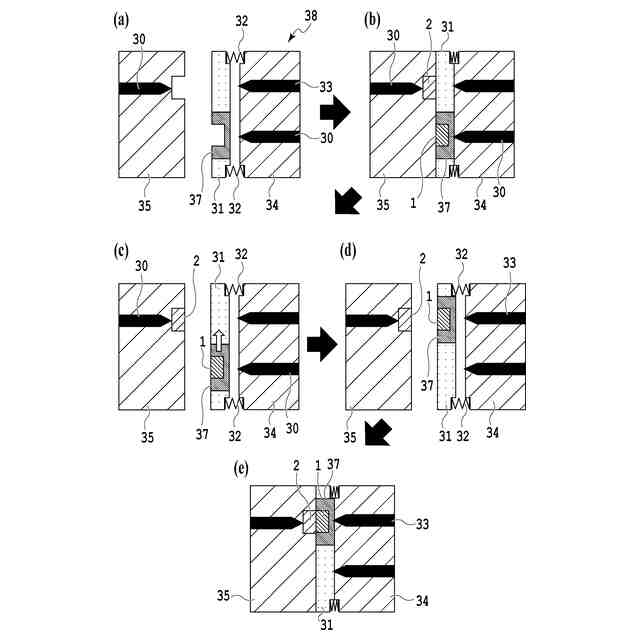
【選択図】図3
特許請求の範囲
【請求項1】
溶融樹脂を射出する射出ユニットを備えた第一金型と、第二金型と、を型締めして前記第一金型の第一駒に前記射出ユニットから溶融樹脂を射出することで第一成形品を成形する一次成型工程と、
前記一次成型工程で形成された前記第一成形品と、前記第二金型の第二成形品とを接合する二次成型工程と、を有する物品の製造方法であって、
前記一次成型工程の後の前記第一金型と前記第二金型との型開きにおいて、前記第一金型から、前記第一駒を含む第一プレートを分離する分離工程と、
前記分離工程の後に、前記第一駒を、前記第一成形品と前記第二成形品とが対向する位置まで移動させる移動工程と、を有することを特徴とする物品の製造方法。
続きを表示(約 870 文字)
【請求項2】
前記移動工程は、前記第一駒をスライドさせる第一スライド工程である請求項1に記載の物品の製造方法。
【請求項3】
前記移動工程は、前記第一プレートを回転させる回転工程である請求項1に記載の物品の製造方法。
【請求項4】
前記一次成型工程では、前記第一金型が備える第一射出ユニットが射出を行い、
前記第一スライド工程の後の前記二次成型工程では、前記第一金型が備える第二射出ユニットが射出を行うことで前記第一成形品と前記第二成形品とを接合する請求項2に記載の物品の製造方法。
【請求項5】
前記二次成型工程では、別の装置で成形された前記第二成形品と、前記第一成形品とを接合する請求項1に記載の物品の製造方法。
【請求項6】
前記一次成型工程では、前記第二金型が備える第三射出ユニットで前記第二成形品を成形する請求項1に記載の物品の製造方法。
【請求項7】
前記第二金型が備える第二駒をスライドさせる第二スライド工程を有する請求項2に記載の物品の製造方法。
【請求項8】
前記第一金型が備える第一射出ユニットは、第一射出ユニットAと第一射出ユニットBとであり、
前記一次成型工程では、前記第一射出ユニットAから前記第一駒に射出が行われ、前記第一射出ユニットBから前記第二駒に射出が行われる請求項7に記載の物品の製造方法。
【請求項9】
前記第一駒は第一分離駒を備え、前記第一分離駒は、前記第一射出ユニットの射出端部を覆い、前記第一金型と前記第二金型との型開きに伴って前記第一駒から分離する請求項4に記載の物品の製造方法。
【請求項10】
前記第一駒は、前記第二射出ユニットの射出端部を覆う第二分離駒を備え、前記第二分離駒は、前記二次成型後の前記第一金型と前記第二金型との型開きに伴って前記第一駒から分離する請求項9に記載の物品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、物品の製造方法および製造装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1には、一次成型によって成形した2つの成形品の内の一つを含む駒を、駆動手段によってスライドさせることで、一次成型によって成形した2つの成形品を対向させ、再度型締めを行うことで二次成型を行う方法が開示されている。特許文献1の方法は、コールドランナーの射出ユニットを用いる方法であり、コールドランナーの射出ユニットを用いる方法では、スプルーやランナー等の廃材が発生する。また、成型の工程においてゲートカットが必要であり、成形サイクルタイムが延びることから生産性の低下も懸念される。
【0003】
そこで近年、環境への配慮により廃材の抑制が求められ、生産性の低下を抑制するために、ランナーレス成型であるホットランナーを採用することが増えている。ホットランナーには、溶融樹脂を供給するゲートが常時開いているオープンゲートと、射出時にゲートが開き、射出後にゲートが閉じるバルブゲートとの2種類のゲート方式がある。近年では、溶融した樹脂のたれ落ちや糸引きを防ぎ、製品重量の安定、外観も綺麗に仕上がるといった理由からバルブゲート方式が多く採用されている。
【先行技術文献】
【特許文献】
【0004】
特開昭62-087315号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ホットランナーを採用し、金型内で更に複雑な接合を行いたい場合には、射出ユニットが設けられた側の金型でも駒のスライドを行うことが求められる。しかし、バルブゲート方式を採用した射出ユニットが設けられた金型では、ゲートを閉じるバルブが駒と干渉して駒を自在にスライドさせることができないため、従来の方法では複雑な成型に対応することができなかった。
【0006】
よって本発明は、ホットランナーのバルブゲート方式を採用した成型において、複雑な成型に対応することができる物品の製造方法および製造装置を提供する。
【課題を解決するための手段】
【0007】
そのため本発明の物品の製造方法は、溶融樹脂を射出する射出ユニットを備えた第一金型と、第二金型と、を型締めして前記第一金型の第一駒に前記射出ユニットから溶融樹脂を射出することで第一成形品を成形する一次成型工程と、前記一次成型工程で形成された前記第一成形品と、前記第二金型の第二成形品とを接合する二次成型工程と、を有する物品の製造方法であって、前記一次成型工程の後の前記第一金型と前記第二金型との型開きにおいて、前記第一金型から、前記第一駒を含む第一プレートを分離する分離工程と、前記分離工程の後に、前記第一駒をスライドして、前記第一成形品と前記第二成形品とが対向する位置まで移動させる第一スライド工程と、を有することを特徴とする。
【発明の効果】
【0008】
本発明によれば、ホットランナーのバルブゲート方式を採用した成型において、複雑な成型に対応することができる物品の製造方法および製造装置を提供することができる。
【図面の簡単な説明】
【0009】
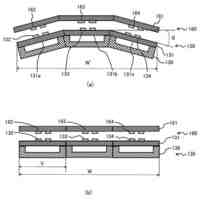
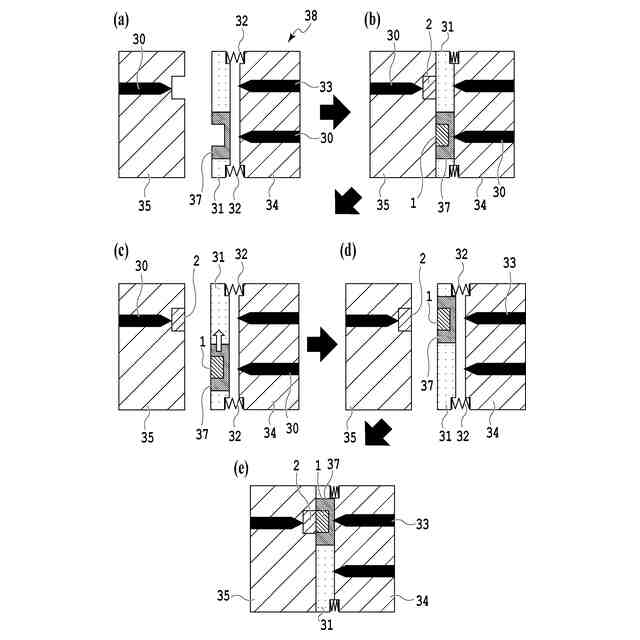
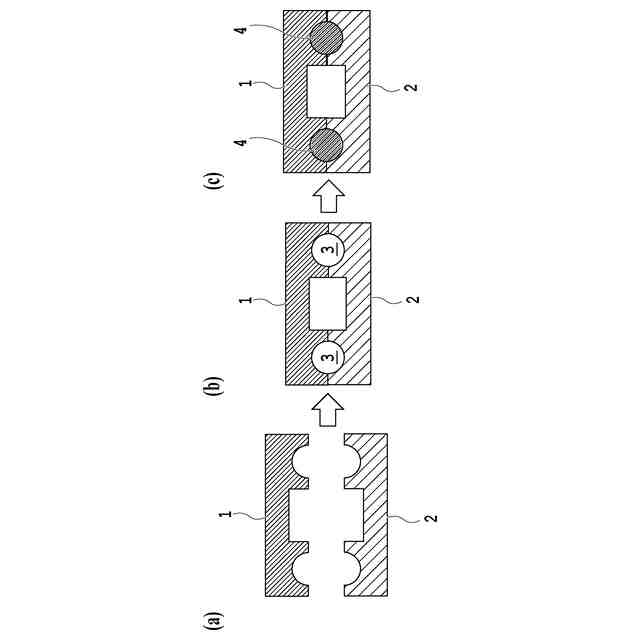
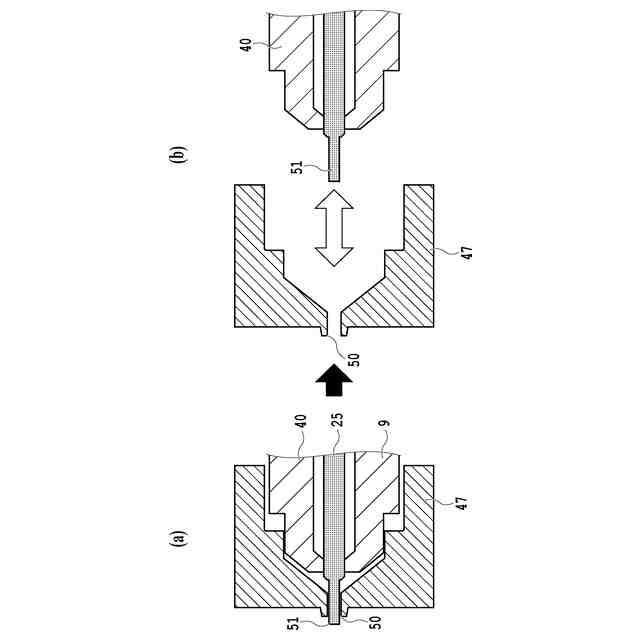
成形品同士を溶融樹脂で接合する工程を示した図である。
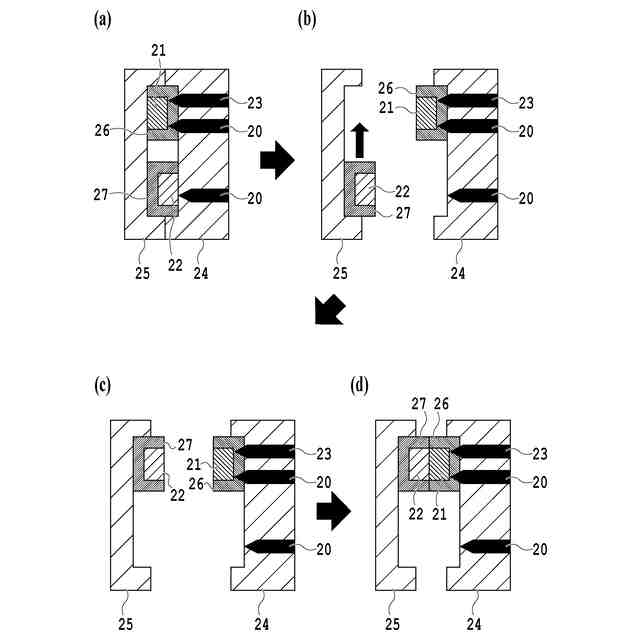
従来の金型による駒をスライドさせる成型の工程を示した図である。
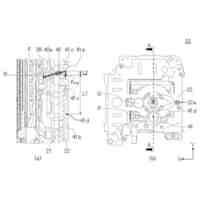
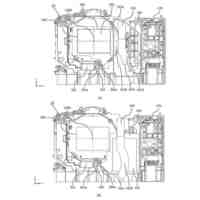
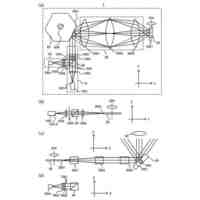
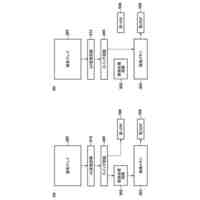
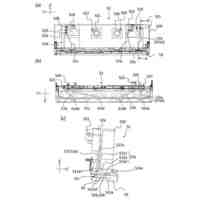
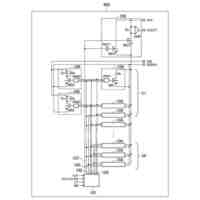
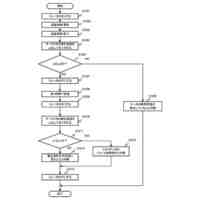
射出成型装置における成型の工程を示した図である。
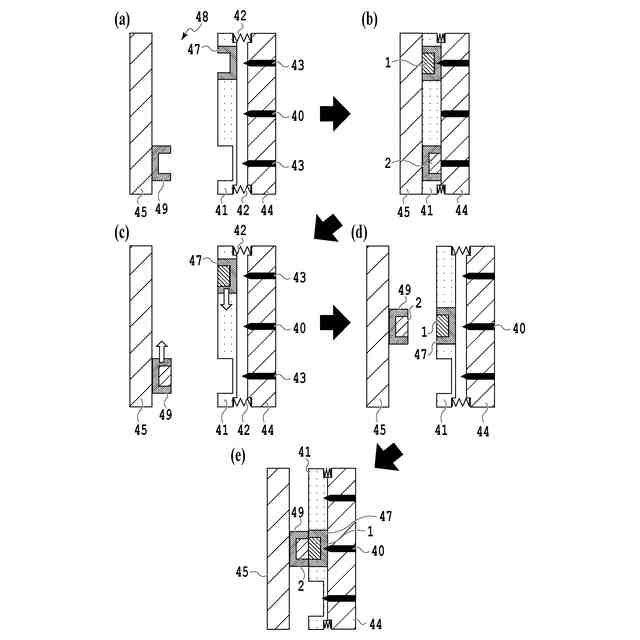
変形例の射出成型装置における成型の工程を示した図である。
射出ユニットと、駒の一部とを示した断面図である。
射出成型装置における成型の工程を示した図である。
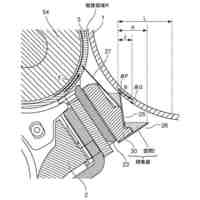
図6(c)と図6(d)の拡大図である。
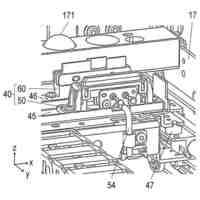
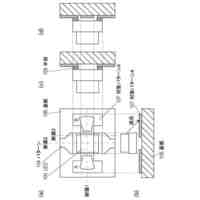
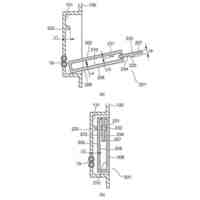
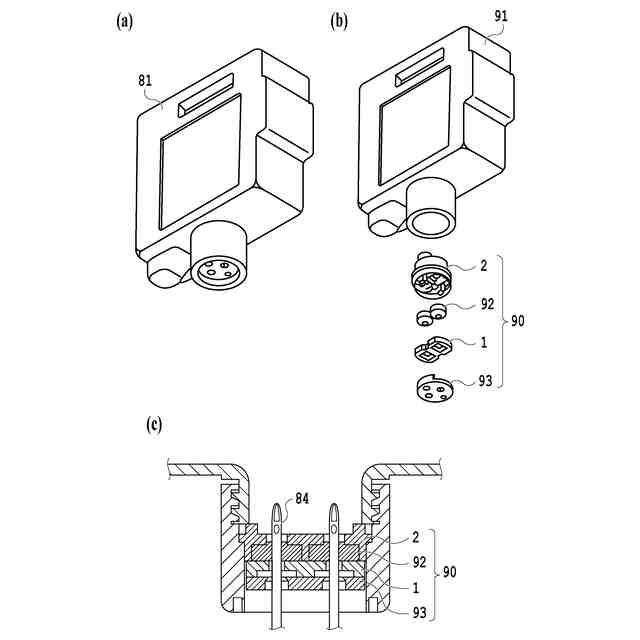
インクジェットプリンタを示した全体図である。
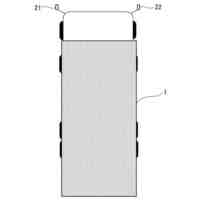
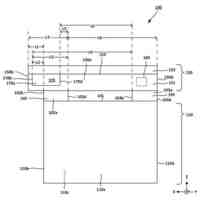
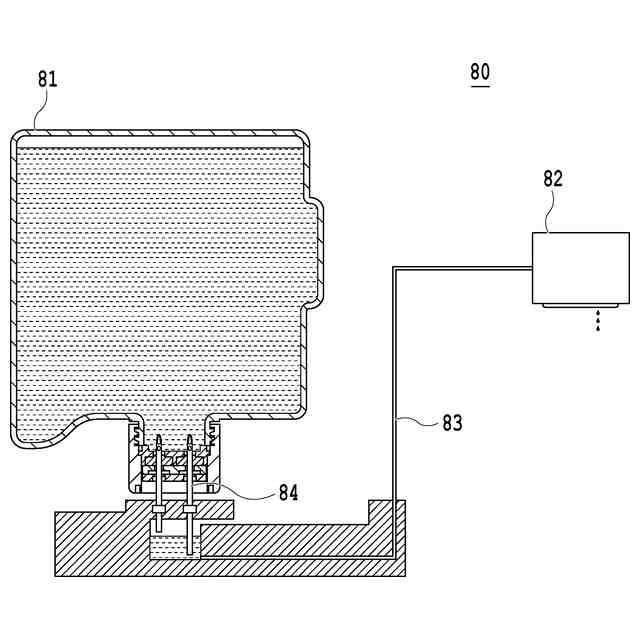
液体収納容器を示した図である。
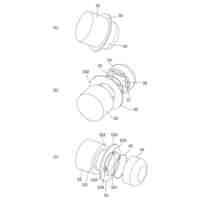
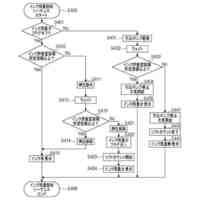
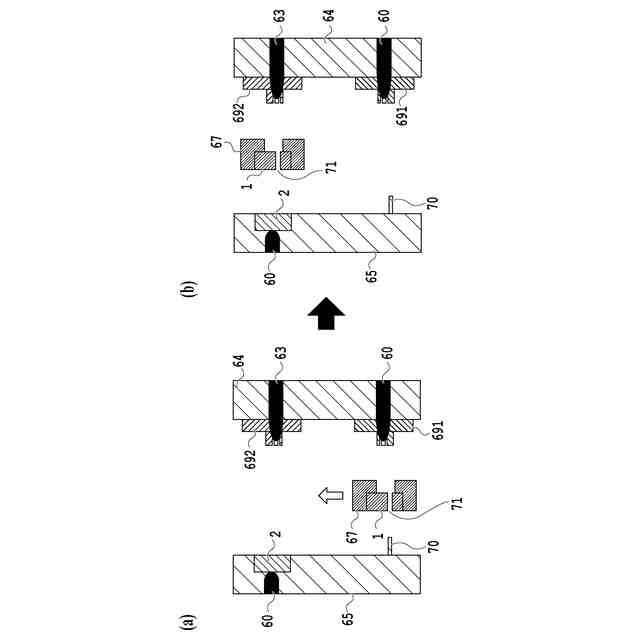
接続部材の製造方法を示す図である。
第一成形品と、第二成形品と、第三成形品とを示した断面図である。
その他の実施形態を示した図である。
【発明を実施するための形態】
【0010】
(第1の実施形態)
以下、図面を参照して本発明の第1の実施形態について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
キヤノン株式会社
顕微鏡
11日前
キヤノン株式会社
トナー
10日前
キヤノン株式会社
トナー
10日前
キヤノン株式会社
移動体
10日前
キヤノン株式会社
撮像装置
6日前
キヤノン株式会社
記憶装置
10日前
キヤノン株式会社
撮像装置
6日前
キヤノン株式会社
撮像装置
13日前
キヤノン株式会社
光学装置
17日前
キヤノン株式会社
撮像装置
26日前
キヤノン株式会社
処理装置
10日前
キヤノン株式会社
記録装置
10日前
キヤノン株式会社
記録装置
10日前
キヤノン株式会社
撮像装置
1か月前
キヤノン株式会社
記録装置
27日前
キヤノン株式会社
通信装置
27日前
キヤノン株式会社
撮像装置
11日前
キヤノン株式会社
光走査装置
19日前
キヤノン株式会社
光学センサ
16日前
キヤノン株式会社
画像形成装置
27日前
キヤノン株式会社
画像表示装置
16日前
キヤノン株式会社
画像形成装置
5日前
キヤノン株式会社
情報処理装置
23日前
キヤノン株式会社
画像形成装置
16日前
キヤノン株式会社
画像形成装置
5日前
キヤノン株式会社
画像形成装置
27日前
キヤノン株式会社
液体供給装置
20日前
キヤノン株式会社
画像形成装置
13日前
キヤノン株式会社
冊子作製装置
26日前
キヤノン株式会社
画像形成装置
13日前
キヤノン株式会社
画像形成装置
13日前
キヤノン株式会社
画像形成装置
24日前
キヤノン株式会社
画像形成装置
17日前
キヤノン株式会社
記録素子基板
25日前
キヤノン株式会社
画像形成装置
12日前
キヤノン株式会社
画像形成装置
11日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ