TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025093091
公報種別
公開特許公報(A)
公開日
2025-06-23
出願番号
2023208610
出願日
2023-12-11
発明の名称
抵抗スポット溶接方法及び抵抗スポット溶接装置
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B23K
11/24 20060101AFI20250616BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ワークに対する抵抗スポット溶接に関して、高品質な溶接を実現可能な技術を提供する。
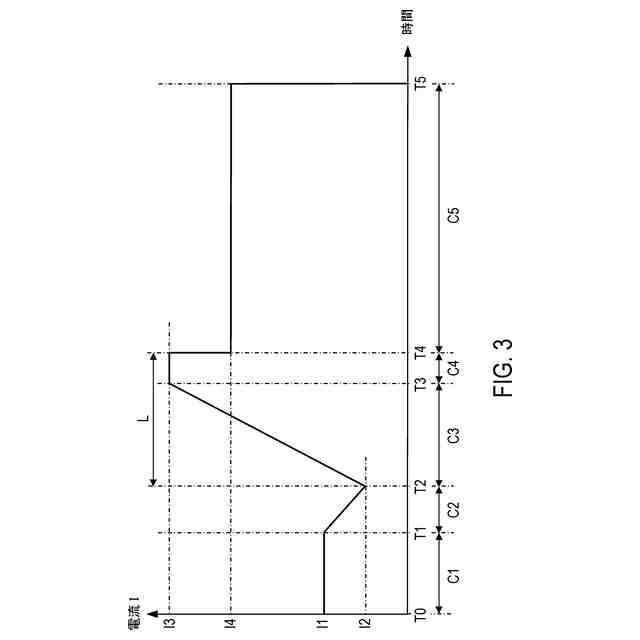
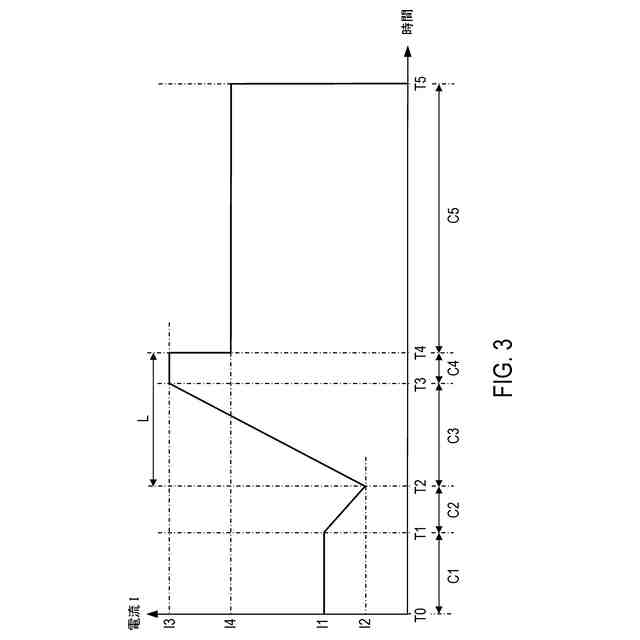
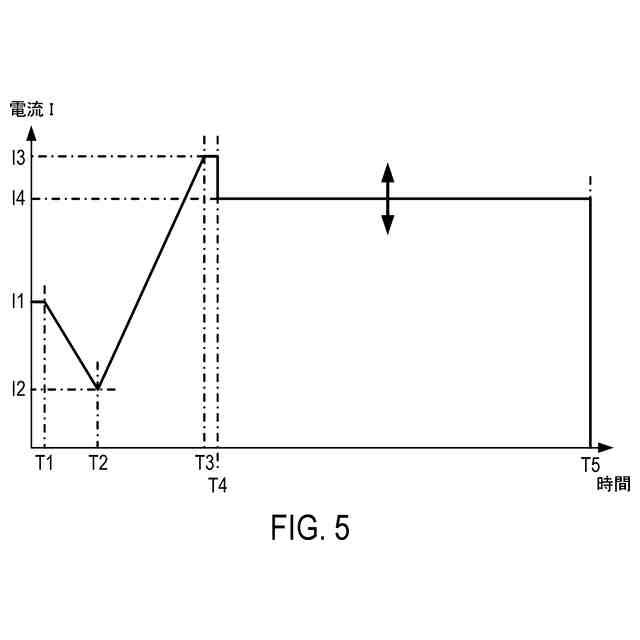
【解決手段】複数の金属板が重ね合わされたワークは、抵抗スポット溶接装置を用いて溶接される。ワークを挟む一対の電極間に、第一の電流が流れるように、一対の電極に対する第一の通電制御が行われる。続いて、第一の電流から第一の電流よりも小さい第二の電流まで、一対の電極間を流れる電流が低下するように、一対の電極に対する第二の通電制御が行われる。続いて、一対の電極を流れる電流が第二の電流から第二の電流より大きい第三の電流まで上昇するように、一対の電極に対する第三の通電制御が行われる。続いて、一対の電極間に、第四の電流が流れるように、一対の電極に対する第四の通電制御が行われる。
【選択図】図3
特許請求の範囲
【請求項1】
複数の金属板が重ね合わされたワークを、前記複数の金属板の積層方向の両側で挟む一対の電極を備える抵抗スポット溶接装置を用いて、前記ワークを溶接するための抵抗スポット溶接方法であって、
前記ワークを挟む前記一対の電極間に、第一の電流が流れるように、前記一対の電極に対する第一の通電制御を行うことと、
前記第一の通電制御に続いて、前記第一の電流から前記第一の電流よりも小さい第二の電流まで、前記一対の電極間を流れる電流が低下するように、前記一対の電極に対する第二の通電制御を行うことと、
前記第二の通電制御に続いて、前記一対の電極を流れる電流が前記第二の電流から前記第二の電流より大きい第三の電流まで上昇するように、前記一対の電極に対する第三の通電制御を行うことと、
前記第三の通電制御に続いて、前記一対の電極間に、第四の電流が流れるように、前記一対の電極に対する第四の通電制御を行うことと、
を含み、
前記第四の電流は、一定電流であり、
前記第一の電流は、前記第四の電流よりも小さい一定電流であり、
前記第三の電流は、前記第四の電流より大きい、
抵抗スポット溶接方法。
続きを表示(約 1,600 文字)
【請求項2】
前記複数の金属板は、互いに異なる抵抗、引張強度、又は板厚を有する少なくとも二つの金属板を含む請求項1記載の抵抗スポット溶接方法。
【請求項3】
前記ワークは、前記複数の金属板のうち、前記積層方向の両端に位置する二つの金属板が、互いに異なる抵抗、引張強度、又は板厚を有するワークを含む請求項1記載の抵抗スポット溶接方法。
【請求項4】
前記ワークは、
前記複数の金属板が前記積層方向に抵抗、引張強度、又は板厚が上昇又は低下するように重ね合わられたワーク、及び、
前記複数の金属板のうち、前記積層方向の第一端に位置する第一の金属板の引張強度が、前記積層方向の中央に位置する第二の金属板の引張強度とは異なり、且つ、前記第一端とは前記積層方向の反対側の端である第二端に位置する第三の金属板の引張強度が、前記第一の金属板の引張強度及び前記第二の金属板の引張強度の合計よりも小さく、前記積層方向の中央に位置する第二の金属板の引張強度が、前記複数の金属板のうち、前記積層方向の両端に位置する前記第一の金属板及び前記第三の金属板に挟まれた一つの金属板の引張強度、又は、前記第一の金属板及び前記第三の金属板に挟まれた一以上の金属板の引張強度の合計であるワーク
のうちの少なくとも一方を含む請求項1記載の抵抗スポット溶接方法。
【請求項5】
前記ワークにおける前記複数の金属板の前記積層方向における厚みの合計である総板厚H1と、前記複数の金属板の前記積層方向における両端に位置する二つの金属板のうち、厚みが小さい金属板の厚みH2との比H1/H2は、3.5以上である請求項1記載の抵抗スポット溶接方法。
【請求項6】
前記ワークは、
両側強度差が445MPa以上であるワーク、及び、
前記両側強度差が255MPa以上であり、且つ、強度比が、4.29以上であるワーク
のうちの少なくとも一方を含み、
前記両側強度差は、前記ワークにおいて前記積層方向の両端に位置する二つの金属板の引張強度の差であり、前記強度比は、前記ワークにおける前記複数の金属板の引張強度の合計を、前記積層方向の両端に位置する二つの金属板のうち、引張強度が小さい金属板の引張強度で除算した値である請求項1記載の抵抗スポット溶接方法。
【請求項7】
前記複数の金属板は、高張力鋼板を含む請求項1~請求項6のいずれか一項記載の抵抗スポット溶接方法。
【請求項8】
複数の金属板が重ね合わされたワークを溶接するための抵抗スポット溶接装置であって、
前記ワークを前記複数の金属板における積層方向の両側で挟むように配置される一対の電極と、
前記一対の電極間の通電を制御するように構成される制御部と、
を備え、
前記制御部は、
前記ワークを挟む前記一対の電極間に、第一の電流が流れるように、前記一対の電極に対する第一の通電制御を実行し、
前記第一の通電制御に続いて、前記第一の電流から前記第一の電流よりも小さい第二の電流まで、前記一対の電極間を流れる電流が低下するように、前記一対の電極に対する第二の通電制御を実行し、
前記第二の通電制御に続いて、前記一対の電極を流れる電流が前記第二の電流から前記第二の電流より大きい第三の電流まで上昇するように、前記一対の電極に対する第三の通電制御を実行し、
前記第三の通電制御に続いて、前記一対の電極間に、第四の電流が流れるように、前記一対の電極に対する第四の通電制御を実行し、
前記第四の電流は、一定電流であり、
前記第一の電流は、前記第四の電流よりも小さい一定電流であり、
前記第三の電流は、前記第四の電流より大きい、
抵抗スポット溶接装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、抵抗スポット溶接方法及び抵抗スポット溶接装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
抵抗スポット溶接に関して、スパッタの発生を抑制しながら、効率良く溶接ナゲットを形成するために、本通電の前に定電流を流す技術が既に知られている。特許文献1は、溶接電流を徐々に上昇させる初期通電後の一定期間、定電流を流し、その後、更に大きい定電流を流すように通電制御を行うことを開示する。
【先行技術文献】
【特許文献】
【0003】
特開2021-079410号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
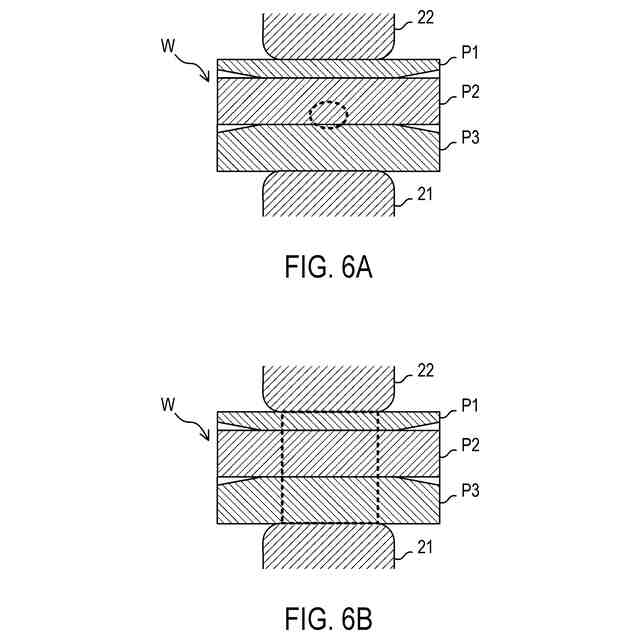
抵抗スポット溶接に関して、複数の金属板が重ね合わされたワークを溶接する場合には、金属板間で発熱にばらつきが生じることに起因して、溶接品質が劣化する場合がある。発熱のばらつきは、金属板間の抵抗差によって生じ得る。抵抗差は、例えば金属板間の引張強度や板厚の違いによって生じ得る。
【0005】
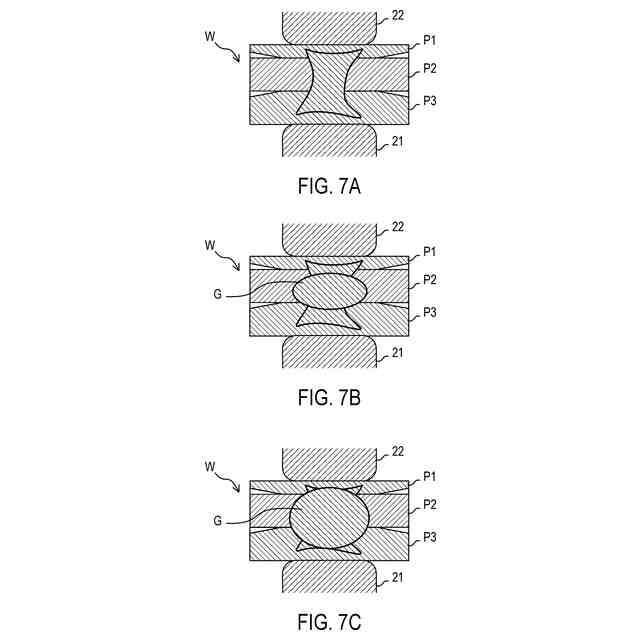
金属板間で発熱にばらつきが生じると、ワーク内に不均一な溶接ナゲットが形成され、一部の金属板に対して不十分な溶け込みが生じる可能性がある。
【0006】
そこで、本開示の一側面によれば、複数の金属板が重ね合わされたワークに対する抵抗スポット溶接に関して、高品質な溶接を実現可能な技術を提供できることが望ましい。
【課題を解決するための手段】
【0007】
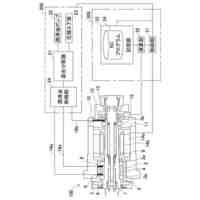
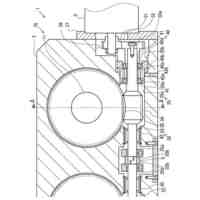
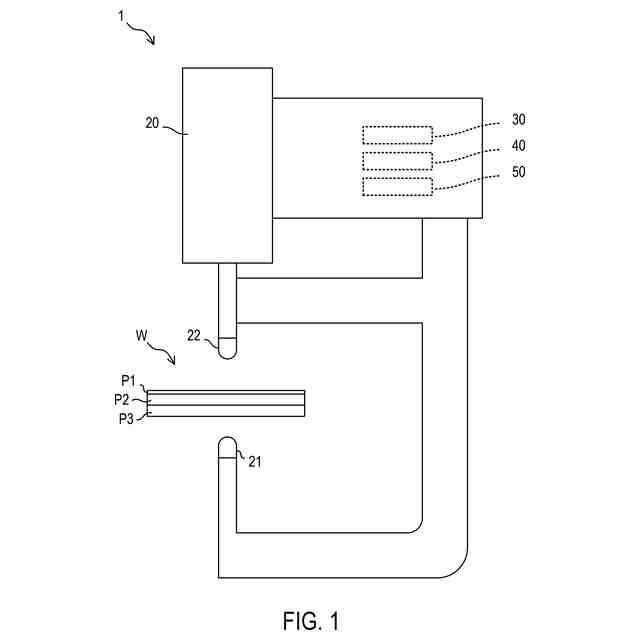
本開示の一側面によれば、複数の金属板が重ね合わされたワークを、抵抗スポット溶接装置を用いて溶接するための抵抗スポット溶接方法が提供される。抵抗スポット溶接装置は、ワークを、複数の金属板の積層方向の両側で挟む一対の電極を備える。
【0008】
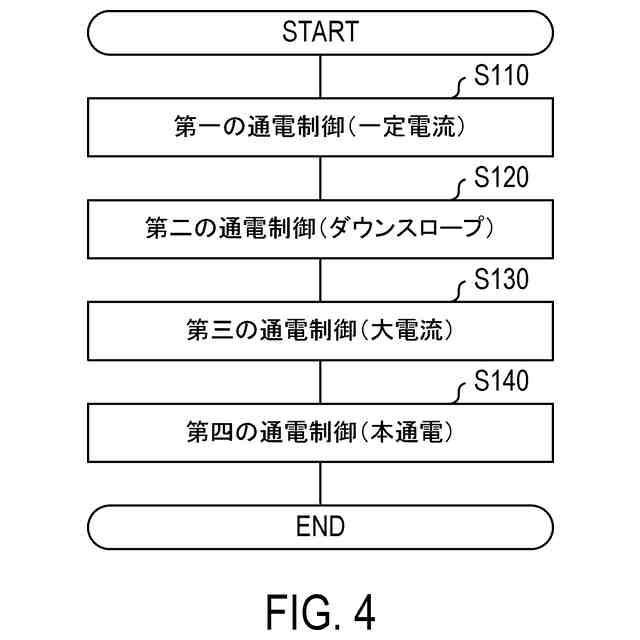
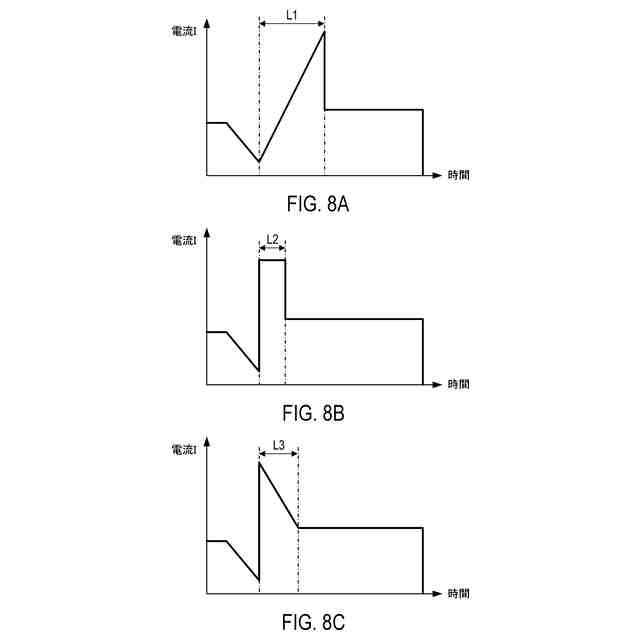
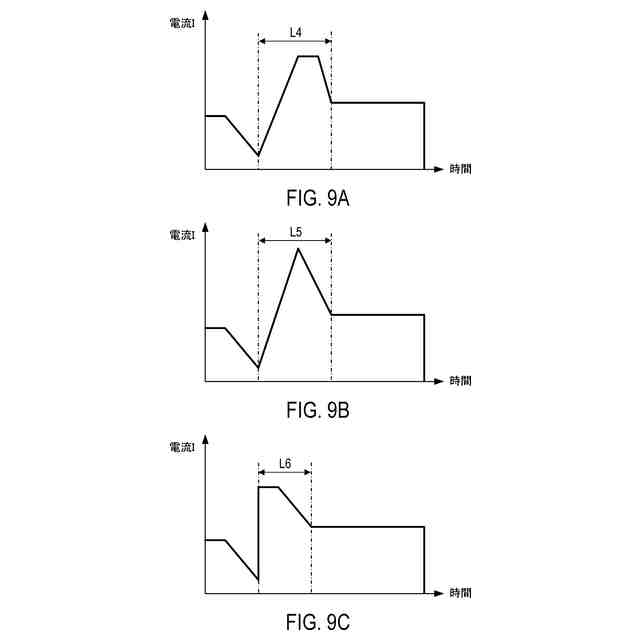
抵抗スポット溶接方法は、ワークを挟む一対の電極間に、第一の電流が流れるように、一対の電極に対する第一の通電制御を行うことを含む。抵抗スポット溶接方法は、第一の電流から第一の電流よりも小さい第二の電流まで、一対の電極間を流れる電流が低下するように、一対の電極に対する第二の通電制御を行うことを更に含み得る。第二の通電制御は、第一の通電制御に続いて行われ得る。
【0009】
抵抗スポット溶接方法は、一対の電極を流れる電流が第二の電流から第二の電流より大きい第三の電流まで上昇するように、一対の電極に対する第三の通電制御を行うことを更に含み得る。第三の通電制御は、第二の通電制御に続いて行われ得る。
【0010】
抵抗スポット溶接方法は、一対の電極間に、第四の電流が流れるように、一対の電極に対する第四の通電制御を行うことを更に含み得る。第四の通電制御は、第三の通電制御に続いて行われ得る。第四の電流は、一定電流であり得る。第一の電流は、第四の電流よりも小さい一定電流であり得る。第三の電流は、第四の電流より大きい電流であり得る。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
フタバ産業株式会社
排水装置
15日前
フタバ産業株式会社
排気系部品
5日前
フタバ産業株式会社
排気部品の製造方法
5日前
フタバ産業株式会社
内燃機関及び浄化装置
28日前
フタバ産業株式会社
プレス成形品の製造方法
21日前
フタバ産業株式会社
抵抗スポット溶接方法及び抵抗スポット溶接装置
1日前
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
26日前
株式会社北川鉄工所
回転装置
13日前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
2か月前
有限会社 ナプラ
金属粒子
3か月前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
多軸ねじ締め機
2か月前
日進工具株式会社
エンドミル
1か月前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
トヨタ自動車株式会社
接合方法
2か月前
ブラザー工業株式会社
工作機械
2か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社FUJI
チャック装置
2か月前
村田機械株式会社
レーザ加工機
27日前
村田機械株式会社
レーザ加工機
27日前
株式会社トヨコー
被膜除去方法
28日前
大肯精密株式会社
自動送り穿孔機
2か月前
株式会社コスメック
クランプ装置
2か月前
株式会社不二越
超硬合金製ドリル
1か月前
オークマ株式会社
工作機械
3か月前
株式会社ダイヘン
溶接装置
2か月前
津田駒工業株式会社
2連回転割出し装置
3か月前
トヨタ自動車株式会社
溶接ヘッド
13日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ