TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025095392
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023211360
出願日
2023-12-14
発明の名称
2重シールドティグ溶接方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/29 20060101AFI20250619BHJP(工作機械;他に分類されない金属加工)
要約
【課題】2重シールドティグ溶接方法において、ブローホールが発生することを抑制すること。
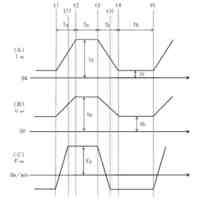
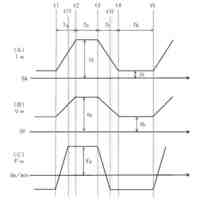
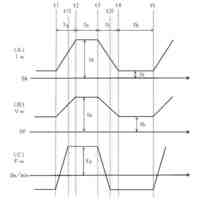
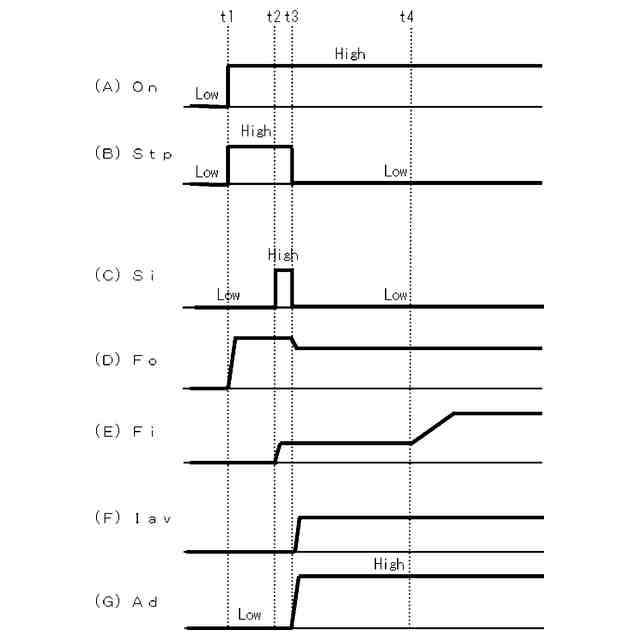
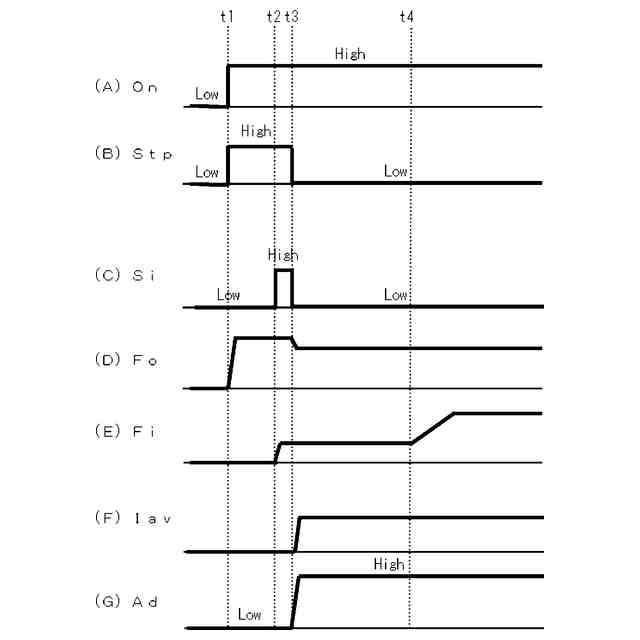
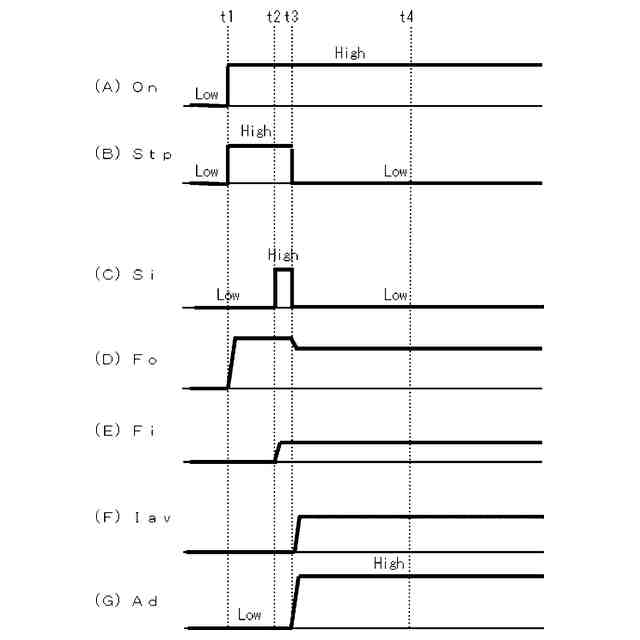
【解決手段】インナーガスを噴出させるインナーノズル及びアウターガスを噴出させるアウターノズルを備えた溶接トーチを使用し、溶接開始に際してインナーガスFi及びアウターガスFoのプリフロー(時刻t1~t3)を行った後にアークを発生させ溶接電流Iavを通電させて溶接する2重シールドティグ溶接方法において、インナーガスにヘリウムを使用し、アウターガスにアルゴンを使用し、インナーガスの流量Fiを、時刻t3にアークが発生した時点からの初期期間(時刻t3~t4)中は前記インナーガスの流速がアウターガスの流速の±20%以内になるように設定する。
【選択図】図3
特許請求の範囲
【請求項1】
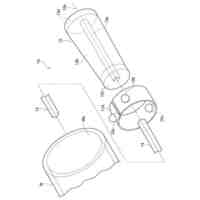
インナーガスを噴出させるインナーノズル及びアウターガスを噴出させるアウターノズルを備えた溶接トーチを使用し、
溶接開始に際して前記インナーガス及び前記アウターガスのプリフローを行った後にアークを発生させ溶接電流を通電させて溶接する2重シールドティグ溶接方法において、
前記インナーガスにヘリウムを使用し、前記アウターガスにアルゴンを使用し、
前記インナーガスの流量を、前記アークが発生した時点からの初期期間中は前記インナーガスの流速が前記アウターガスの流速の±20%以内になるように設定する、
ことを特徴とする2重シールドティグ溶接方法。
続きを表示(約 410 文字)
【請求項2】
前記初期期間の終了後も前記インナーガスの流量の値をそのまま維持する、
ことを特徴とする請求項1に記載の2重シールドティグ溶接方法。
【請求項3】
前記初期期間を溶接開始部にブローホールが発生しない値に設定する、
ことを特徴とする請求項1に記載の2重シールドティグ溶接方法。
【請求項4】
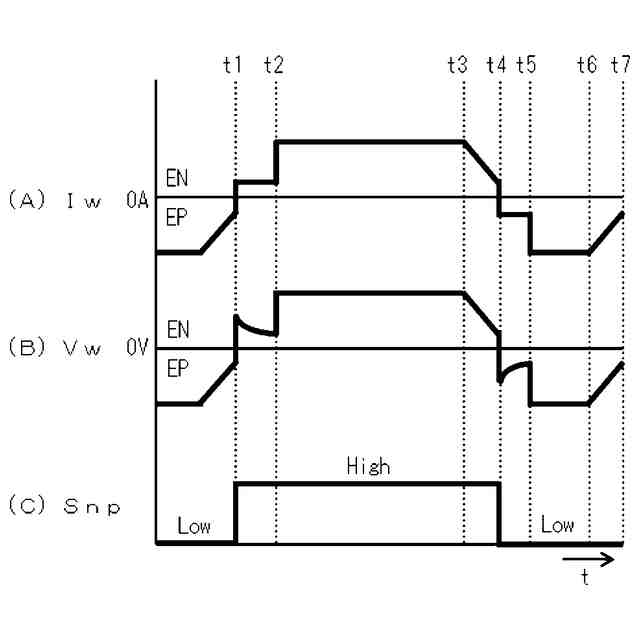
前記溶接電流は電極マイナス極性期間中の電極マイナス極性電流及び電極プラス極性期間中の電極プラス極性電流から形成されており、
前記電極プラス極性電流は第1電極プラス極性期間中の第1電極プラス極性電流及び第2電極プラス極性期間中の第2電極プラス極性電流から形成されており、
前記第1電極プラス極性電流の値は前記第2電極プラス極性電流のピーク値の20%~60%である、
ことを特徴とする請求項1~3のいずれか1項に記載の2重シールドティグ溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、2重シールドティグ溶接方法に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
インナーガスを噴出させるインナーノズル及びアウターガスを噴出させるアウターノズルを備えた溶接トーチを使用し、溶接電流を通電して溶接する2重シールドティグ溶接方法が慣用されている(例えば、特許文献1参照)。インナーガス及びアウターガスとしては、アルゴン、ヘリウム等の不活性ガスが使用される。
【先行技術文献】
【特許文献】
【0003】
特開2020-15048号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
2重シールドティグ溶接方法では、溶接開始時にアーク発生状態が過渡的な状態にあるときに、ガスの流れが乱れることを起因として、ブローホールが発生しやすいという問題がある。特に、アルミニウム、アルミニウム合金、マグネシウム等を溶接する場合にブローホールが発生しやすい。
【0005】
そこで、本発明では、ブローホールが発生することを抑制することができる2重シールドティグ溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上述した課題を解決するために、請求項1の発明は、
インナーガスを噴出させるインナーノズル及びアウターガスを噴出させるアウターノズルを備えた溶接トーチを使用し、
溶接開始に際して前記インナーガス及び前記アウターガスのプリフローを行った後にアークを発生させ溶接電流を通電させて溶接する2重シールドティグ溶接方法において、
前記インナーガスにヘリウムを使用し、前記アウターガスにアルゴンを使用し、
前記インナーガスの流量を、前記アークが発生した時点からの初期期間中は前記インナーガスの流速が前記アウターガスの流速の±20%以内になるように設定する、
ことを特徴とする2重シールドティグ溶接方法である。
【0007】
請求項2の発明は、
前記初期期間の終了後も前記インナーガスの流量の値をそのまま維持する、
ことを特徴とする請求項1に記載の2重シールドティグ溶接方法である。
【0008】
請求項3の発明は、
前記初期期間を溶接開始部にブローホールが発生しない値に設定する、
ことを特徴とする請求項1に記載の2重シールドティグ溶接方法である。
【0009】
請求項4の発明は、
前記溶接電流は電極マイナス極性期間中の電極マイナス極性電流及び電極プラス極性期間中の電極プラス極性電流から形成されており、
前記電極プラス極性電流は第1電極プラス極性期間中の第1電極プラス極性電流及び第2電極プラス極性期間中の第2電極プラス極性電流から形成されており、
前記第1電極プラス極性電流の値は前記第2電極プラス極性電流のピーク値の20%~60%である、
ことを特徴とする請求項1~3のいずれか1項に記載の2重シールドティグ溶接方法である。
【発明の効果】
【0010】
本発明に係る2重シールドティグ溶接方法によれば、ブローホールの発生を抑制して、良好な溶接品質を得ることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ダイヘン
溶接電源装置
20日前
株式会社ダイヘン
スポット接合装置
19日前
株式会社ダイヘン
DC電源装置、およびパルス発生装置
19日前
株式会社ダイヘン
充電予約管理装置及び充電予約管理方法
14日前
株式会社ダイヘン
プログラム、情報処理方法、及び情報処理装置
13日前
株式会社ダイヘン
ベルト伝動機構およびこれを備えた搬送ロボット
2日前
株式会社ダイヘン
無線給電システム
1日前
株式会社ダイヘン
フラットパネル製造システム及びそれに用いられるロボット制御装置
15日前
日東精工株式会社
ねじ締め機
5日前
株式会社ダイヘン
溶接電源装置
20日前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社FUJI
工作機械
1か月前
個人
切削油供給装置
2日前
株式会社FUJI
工作機械
2か月前
キヤノン電子株式会社
加工システム
15日前
大見工業株式会社
ドリル
28日前
株式会社ダイヘン
溶接装置
1か月前
有限会社 ナプラ
ソルダペースト
1か月前
株式会社ダイヘン
溶接装置
1か月前
トヨタ自動車株式会社
溶接マスク
1か月前
住友重機械工業株式会社
加工装置
1か月前
株式会社不二越
ブローチ盤
9日前
津田駒工業株式会社
センタリングバイス
9日前
大見工業株式会社
エンドミル
1日前
株式会社タマリ工業
レーザ加工装置
14日前
株式会社ダイヘン
パルスアーク溶接制御方法
27日前
株式会社ダイヘン
パルスアーク溶接制御方法
27日前
株式会社MOLDINO
被覆切削工具
28日前
村田機械株式会社
ワーク位置決め治具
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
27日前
株式会社向洋技研
プロジェクション溶接部材
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社東芝
異常検出装置
13日前
株式会社IHI
支持機構
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ