TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025124245
公報種別
公開特許公報(A)
公開日
2025-08-26
出願番号
2024020164
出願日
2024-02-14
発明の名称
エンドミル
出願人
大見工業株式会社
代理人
個人
,
個人
主分類
B23C
5/10 20060101AFI20250819BHJP(工作機械;他に分類されない金属加工)
要約
【課題】加工面の透明度が低下することを抑制すること。
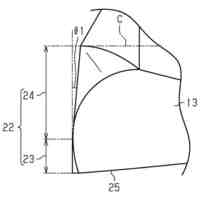
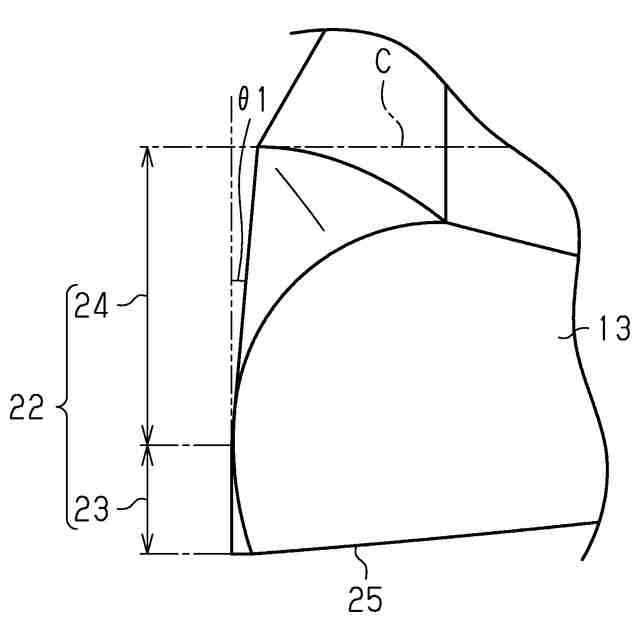
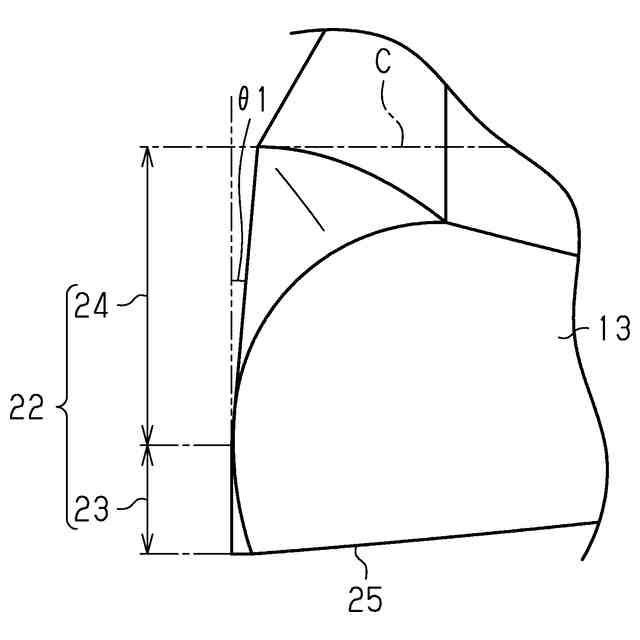
【解決手段】エンドミルは、刃部を備える。刃部は、外周刃25、及び底刃22を備える。底刃22は、外周刃25に連続するさらえ刃23と、さらえ刃23に連続するとともにエンドミルの径方向内側に向けて延びる接続刃24と、を備える。さらえ刃23の寸法は、刃部の直径の5%である。
【選択図】図4
特許請求の範囲
【請求項1】
外周刃、及び底刃を有する刃部を備えたエンドミルであって、
前記底刃は、
前記外周刃に連続するさらえ刃と、
前記さらえ刃に連続するとともに前記エンドミルの径方向内側に向けて延びる接続刃と、を備え、
前記さらえ刃の寸法は、前記刃部の直径の5%である、エンドミル。
続きを表示(約 130 文字)
【請求項2】
前記底刃及び前記外周刃は1つである、請求項1に記載のエンドミル。
【請求項3】
前記外周刃に隣り合って設けられるねじれ溝のねじれ角は15°であり、
前記刃部のすくい角は、20°である、請求項2に記載のエンドミル。
発明の詳細な説明
【技術分野】
【0001】
本開示は、エンドミルに関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
特許文献1に開示のエンドミルは、切刃部と、切刃部が被切削材を切削するときに被切削材に当接するストッパ部と、を備える。特許文献1のエンドミルによれば、被切削材が樹脂の場合に、被切削材に切刃部の形状に倣った切削痕が残ることを抑制できる。
【先行技術文献】
【特許文献】
【0003】
特開2010-12532号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
エンドミルによって透明な樹脂の加工を行う場合、加工面の透明度が低下することによって樹脂の意匠性が低下するおそれがある。
【課題を解決するための手段】
【0005】
上記課題を解決するエンドミルは、外周刃、及び底刃を有する刃部を備えたエンドミルであって、前記底刃は、前記外周刃に連続するさらえ刃と、前記さらえ刃に連続するとともに前記エンドミルの径方向内側に向けて延びる接続刃と、を備え、前記さらえ刃の寸法は、前記刃部の直径の5%である。
【0006】
さらえ刃を設けることによって、エンドミルによって透明の樹脂を加工した際に、底刃によって加工される加工面の透明度が低下することを抑制することができる。
上記エンドミルについて、前記底刃及び前記外周刃は1つであってもよい。
【0007】
上記エンドミルについて、前記外周刃に隣り合って設けられるねじれ溝のねじれ角は15°であり、前記刃部のすくい角は、20°であってもよい。
【発明の効果】
【0008】
本発明によれば、加工面の透明度が低下することを抑制することができる。
【図面の簡単な説明】
【0009】
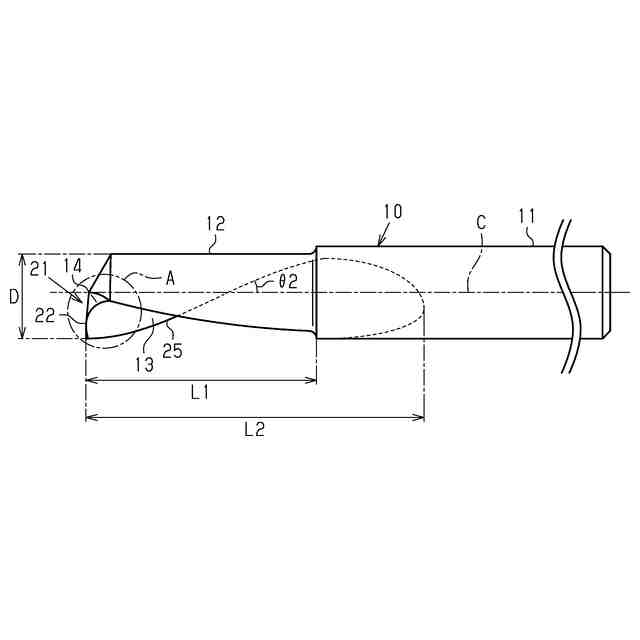
図1はエンドミルの側面図である。
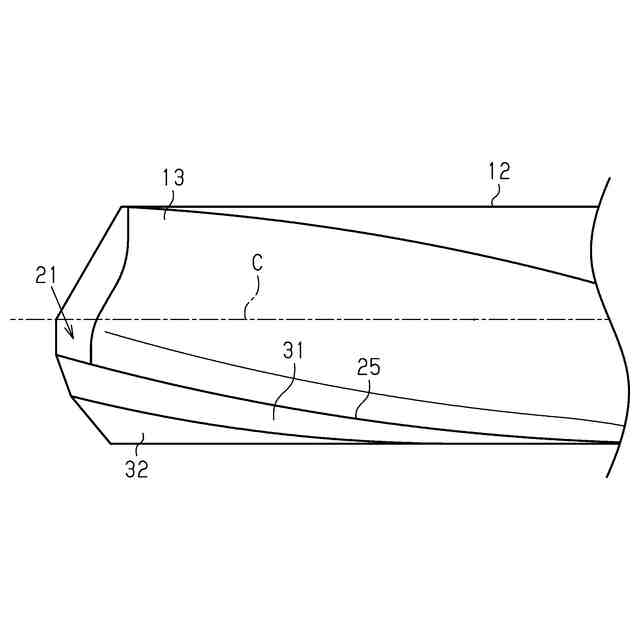
図2は刃部を拡大して示す側面図である。
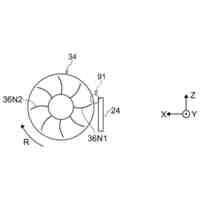
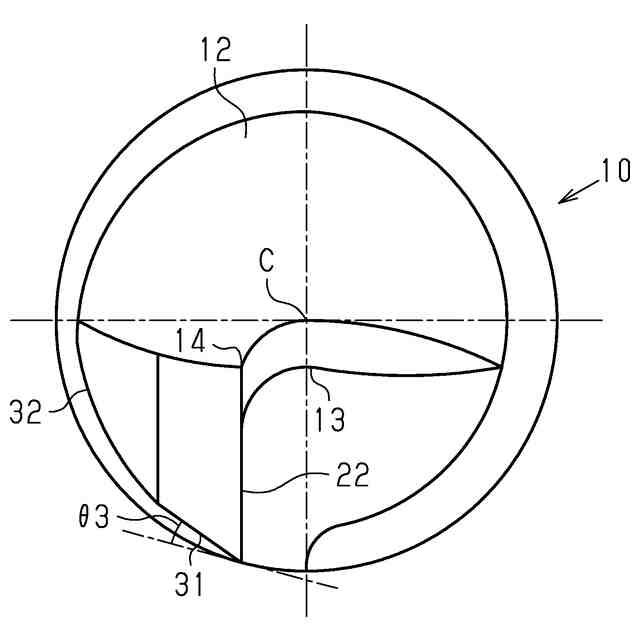
図3は刃部を軸線方向から見た図である。
図4は底刃を拡大して示す図である。
【発明を実施するための形態】
【0010】
エンドミルの一実施形態について説明する。
図1に示すように、エンドミル10は、円柱状のシャンク11と、刃部12と、ねじれ溝13と、を備える。エンドミル10は、1つの円柱状の部材を加工することで製造されている。刃部12は、シャンク11の軸線方向の一端に設けられている。エンドミル10の中心軸Cに沿う方向を軸線方向とする。刃部12の直径を先端径D、刃部12の軸線方向の長さを刃長L1、ねじれ溝13の軸線方向の長さを溝長L2とする。本実施形態において、溝長L2は、先端径Dの3倍以下である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大見工業株式会社
ドリル
28日前
大見工業株式会社
エンドミル
1日前
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
日東精工株式会社
ねじ締め機
5日前
株式会社北川鉄工所
回転装置
2か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社ダイヘン
溶接電源装置
20日前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
1か月前
個人
切削油供給装置
2日前
株式会社アンド
半田付け方法
3か月前
株式会社アンド
半田付け方法
3か月前
日進工具株式会社
エンドミル
4か月前
エフ・ピー・ツール株式会社
リーマ
4か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
キヤノン電子株式会社
加工システム
15日前
村田機械株式会社
レーザ加工機
3か月前
村田機械株式会社
レーザ加工機
3か月前
大見工業株式会社
ドリル
28日前
株式会社トヨコー
被膜除去方法
3か月前
住友重機械工業株式会社
加工装置
1か月前
株式会社不二越
超硬合金製ドリル
3か月前
有限会社 ナプラ
ソルダペースト
1か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
津田駒工業株式会社
センタリングバイス
9日前
株式会社ダイヘン
溶接装置
1か月前
株式会社不二越
ブローチ盤
9日前
トヨタ自動車株式会社
溶接ヘッド
2か月前
トヨタ自動車株式会社
溶接マスク
1か月前
株式会社ダイヘン
溶接装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ