TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025095567
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023211654
出願日
2023-12-15
発明の名称
プロペラブレード
出願人
東レ株式会社
代理人
主分類
B64C
11/24 20060101AFI20250619BHJP(航空機;飛行;宇宙工学)
要約
【課題】
生産性及び成形性に優れるプロペラブレードを提供すること。
【解決手段】
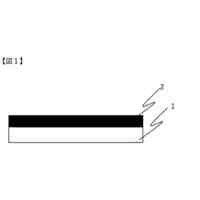
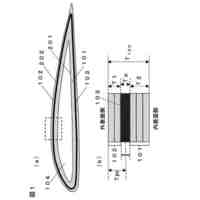
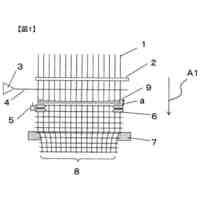
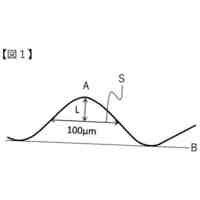
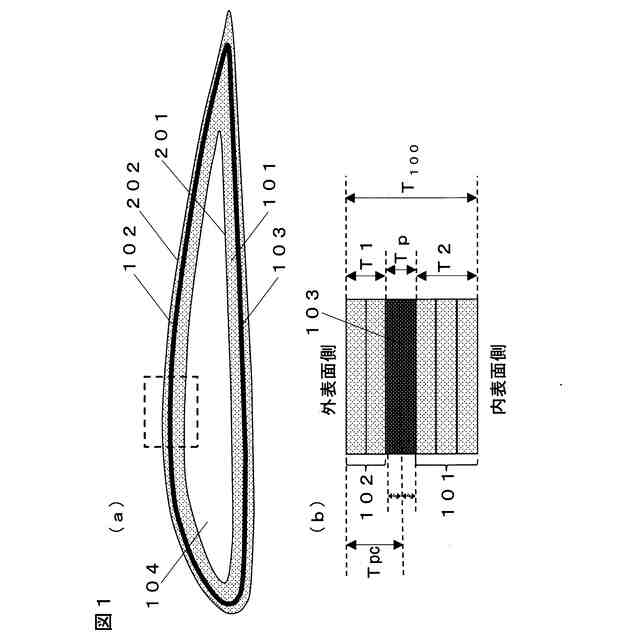
プロペラブレードの外形を形作るスキンを有するプロペラブレードであって、前記のスキンは、複数層の繊維強化樹脂層間に多孔質層が挟まれたサンドイッチ構造を含み、該サンドイッチ構造が含まれた部分において、厚みの中心面からスキンに近い方の側に発泡性のシートを配して発泡させる等の手段で多孔質層を形成し、スキンのプロペラブレード外表面側表面から前記多孔質層のプロペラブレード外表面側表面までの距離(T1)とスキンのプロペラブレード内表面側表面から前記多孔質層のプロペラブレード内表面側表面までの距離(T2)とが下記式(1)を充たす、プロペラブレードとする。
T1<T2 (1)
【選択図】 図1
特許請求の範囲
【請求項1】
プロペラブレードの外形を形作るスキンを有するプロペラブレードであって、前記のスキンは、複数層の繊維強化樹脂層間に多孔質層が挟まれたサンドイッチ構造を含み、該サンドイッチ構造が含まれた部分において、スキンのプロペラブレード外表面側表面から前記多孔質層のプロペラブレード外表面側表面までの距離(T1)とスキンのプロペラブレード内表面側表面から前記多孔質層のプロペラブレード内表面側表面までの距離(T2)とが下記式(1)を充たす、プロペラブレード。
T1<T2 (1)
続きを表示(約 1,400 文字)
【請求項2】
前記サンドイッチ構造が含まれた部分において、前記スキンの厚みをT
100
としたとき、スキンのプロペラブレード外表面側表面から前記多孔質層の中心面までの距離(Tpc)が下式(2)を充たし、かつ、前記T1とT2が下式(3)および式(4)を充たす請求項1に記載のプロペラブレード。
0.2×T
100
≦Tpc≦0.45×T
100
(2)
T1≧0.05×T
100
(3)
T2≧0.30×T
100
(4)
【請求項3】
前記多孔質層の厚み(Tp)が、下式(5)を充たす請求項1または2に記載のプロペラブレード。
Tp≦0.30×T
100
(5)
【請求項4】
前記多孔質層の密度が0.1g/cm
3
以上、0.5g/cm
3
以下以下である請求項1または2に記載のプロペラブレード。
【請求項5】
前記T1が0.2mm以上である請求項1または2に記載のプロペラブレード。
【請求項6】
前記複数層の繊維強化樹脂層は、熱硬化性樹脂が用いられた繊維強化樹脂層であり、前記多孔質層に対してプロペラブレード外表面側に存在する繊維強化樹脂層に用いられた熱硬化性樹脂の硬化時間が、前記多孔質層に対してプロペラブレード内表面側に存在する繊維強化樹脂層に用いられた熱硬化性樹脂の硬化時間よりも長い請求項1または2に記載のプロペラブレード。
【請求項7】
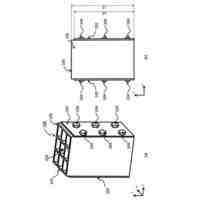
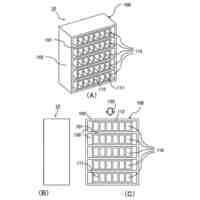
多孔質のコアによって前記スキンが支持された請求項1または2に記載のプロペラブレード。
【請求項8】
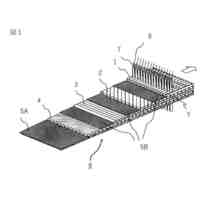
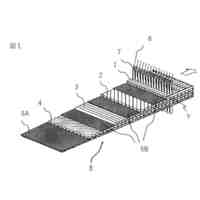
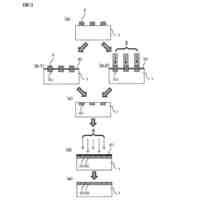
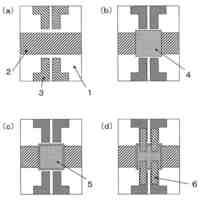
プロペラブレードの外形を形作るスキンを有するプロペラブレードの製造方法であって、前記のスキンは、複数枚のシート状の繊維強化複合材料前駆体シート(以下、「シートA」と称する)と、少なくとも1枚の熱膨張性を有し、膨張後は多孔質層となる樹脂シート(以下、「シートB」と称する)を準備する工程(工程1)、前記シートAとシートBとを積層し、シートAによりシートBが挟まれた状態で型枠内に設置する工程(工程2)、型枠内でシートAおよびシートBを加熱し、シートBを熱膨張させ、多孔質層を成形するとともに、その際発生する圧力を利用して、積層したシートAを加圧して硬化・成形する工程(工程3)、を少なくとも経て製造されると共に、成形後において、スキンのプロペラブレード外表面側表面から前記多孔質層のプロペラブレード外表面側表面までの距離(T1)とスキンのプロペラブレード内表面側表面から前記多孔質層のプロペラブレード内表面側表面までの距離(T2)とが下記式(1)を充たす、プロペラブレードの製造方法。
T1<T2 (1)
【請求項9】
前記シートBの成形前後における体積変化率が100%を超え400%以下である請求項8に記載のプロペラブレードの製造方法。
【請求項10】
多孔質のコアを準備し、前記工程2は、該多孔質のコアを内包するようにシートAおよびシートBを積層することで行う請求項8または9に記載のプロペラブレードの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、プロペラブレードに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
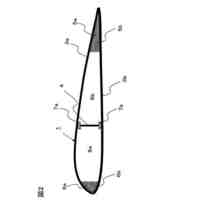
プロペラブレードは、翼形状を有し、駆動軸を中心に回転することで空気を後方へ押しやり推力を得る。効率良く空気を後方へ押しやるため、プロペラブレードでは根元から翼端に向かって迎え角や翼弦方向長さが変化する複雑形状となっている。
【0003】
プロペラブレード重量の削減は航空機のペイロード増加及び航続距離の増加に寄与するため、高強度・高剛性な繊維強化材料が構造材として使用されるが、プロペラブレードは前述の通り複雑形状を有するため、その成形難易度は高く、ハイビルトレートでの生産は困難である。
【0004】
一方で近年ではUrban Air Mobility(UAM)や、ドローン等多数のプロペラブレードを有する機体が盛んに開発されており、今後プロペラブレードを従来以上にハイビルトレートで生産する必要がある。
【先行技術文献】
【特許文献】
【0005】
特開2017-43011号公報
特開平7-279818号公報
特開2011-32987号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年開発されているUAMやドローンでは多数のプロペラブレードを有する機体が開発されている。これらの機体では航続距離、時間増加のため、軽量化ニーズが高く、一機体当たりの搭載数が多いプロペラブレードについて、特に軽量化ニーズが高い。この軽量化ニーズに応えるため、プロペラブレードには高比強度・高比剛性である繊維強化複合材料が適用されている。
【0007】
繊維強化複合材料製のプロペラブレードを製造する場合、あらかじめ強化繊維基材に樹脂を含浸させたプリプレグを用いると、成形時の繊維撚れを抑制でき、また成形品の重量ばらつきも抑えられ高い品質のプロペラブレードを作製することができる。
【0008】
一般に繊維強化複合材料を用いてプロペラブレードを作製する場合には、型内で繊維強化複合材料を加熱硬化させる。繊維強化複合材料の加熱硬化時には圧力を加えることが必要であるが、成形材料の型内投入量のみで成形圧力をコントロールすることは困難であり、何らかの圧力付与手段を設けることが必要である。
【0009】
このような課題に対して、例えば特許文献1では発泡粒子をプロペラブレード内部に投入し、多孔質コアを作製するのと同時に、発泡粒子の膨張圧によってスキンの繊維強化複合材料を加圧する手法が示されている。一方で、通常プロペラブレードには成形型から熱が与えられるため、例えばプロペラブレード根本部などの肉厚部においては、発泡粒子の膨張前にスキンのゲル化が開始し、ゲル化開始後に加圧が実施され、良好な成形品が得られない場合がある。
【0010】
多孔質体のプロペラブレードへの利用としては、他にも特許文献2、や特許文献3に示される形態も存在する。これらの文献では、多孔質体を繊維強化材料で挟んだサンドイッチ構造のスキンや、スキンを局所的に多孔質体で補強する構造が示されている。一方でこれらの文献では、多孔質体の成形時の膨張圧力を繊維強化材料の成形圧力として利用することは考えられていない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
織編物
1か月前
東レ株式会社
積層体
24日前
東レ株式会社
濾過方法
1か月前
東レ株式会社
複合半透膜
1か月前
東レ株式会社
中空回転翼
今日
東レ株式会社
強化繊維基材
23日前
東レ株式会社
強化繊維基材
23日前
東レ株式会社
炭素繊維織物
1か月前
東レ株式会社
衝撃吸収部材
14日前
東レ株式会社
CPUソケット
1か月前
東レ株式会社
CPUソケット
1か月前
東レ株式会社
プロペラブレード
今日
東レ株式会社
プロペラブレード
今日
東レ株式会社
プロペラブレード
今日
東レ株式会社
ポリエステル短繊維
17日前
東レ株式会社
炭素繊維パッケージ
7日前
東レ株式会社
太陽電池の製造方法
16日前
東レ株式会社
車両用衝撃吸収構造体
1か月前
東レ株式会社
浄水器用カートリッジ
1か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
東レ株式会社
濾過方法および濾過装置
1か月前
東レ株式会社
織物および織物の製造方法
28日前
東レ株式会社
塗膜付きシートの加熱装置
27日前
東レ株式会社
炭素繊維シートの製造方法
2か月前
東レ株式会社
編物、繊維製品および詰め物
7日前
東レ株式会社
ポリエステル繊維の製造方法
2か月前
東レ株式会社
強化繊維基材とその製造方法
23日前
東レ株式会社
転写体、機能性素子の製造方法
2日前
東レ株式会社
ポリプロピレン系樹脂フィルム
1か月前
東レ株式会社
半導体モールド用離型フィルム
1か月前
東レ株式会社
二軸配向ポリプロピレンフィルム
1か月前
東レ株式会社
不織布およびエアフィルター濾材
16日前
東レ株式会社
織編物、衣類及び織編物の製造方法
16日前
東レ株式会社
偏光板成型用ポリエステルフィルム
15日前
東レ株式会社
人工皮革、乗物用内装材、および座席
今日
東レ株式会社
感光性樹脂組成物、硬化物、表示装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ