TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025098469
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2023214612
出願日
2023-12-20
発明の名称
機能性フィルムの曲げ成形方法及び合わせガラスの製造方法
出願人
AGC株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B29C
53/04 20060101AFI20250625BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】しわ及び光学歪の発生を抑制する。
【解決手段】本曲げ成形方法は、樹脂フィルムを含む機能性フィルムの曲げ成形方法であって、機能性フィルムの周縁部を、支持部材によって30kPa以上の圧力で挟持することと、支持部材により周縁部を挟持した状態で、機能性フィルムを、樹脂フィルムのガラス転移温度よりも高い加熱温度で加熱することと、機能性フィルムへの加熱温度での加熱を停止して、支持部材により周縁部を挟持した状態で、機能性フィルムの一方の主面に、一方向に凸となる3次元曲面を有するモールドを押し当てて、機能性フィルムを湾曲させることと、モールドの押し当てを解除して、機能性フィルムをガラス転移温度未満の冷却温度まで冷却することと、を含む。
【選択図】図1
特許請求の範囲
【請求項1】
樹脂フィルムを含む機能性フィルムの曲げ成形方法であって、
前記機能性フィルムの周縁部を、支持部材によって30kPa以上の圧力で挟持することと、
前記支持部材により前記周縁部を挟持した状態で、前記機能性フィルムを、前記樹脂フィルムのガラス転移温度よりも高い加熱温度で加熱することと、
前記機能性フィルムへの前記加熱温度での加熱を停止して、前記支持部材により前記周縁部を挟持した状態で、前記機能性フィルムの一方の主面に、一方向に凸となる3次元曲面を有するモールドを押し当てて、前記機能性フィルムを湾曲させることと、
前記モールドの押し当てを解除して、前記機能性フィルムを前記ガラス転移温度未満の冷却温度まで冷却することと、
を含む、
機能性フィルムの曲げ成形方法。
続きを表示(約 870 文字)
【請求項2】
前記ガラス転移温度未満の環境温度下で、前記機能性フィルムに前記モールドを押し当てる、請求項1に記載の機能性フィルムの曲げ成形方法。
【請求項3】
前記周縁部を、前記支持部材によって9,000kPa以下の圧力で挟持する、請求項1又は請求項2に記載の機能性フィルムの曲げ成形方法。
【請求項4】
前記支持部材によって前記周縁部を挟持する領域である支持領域は、前記機能性フィルムの端面から、前記端面から面内方向の内側に5mm以上50mm以下離れた位置までを占める、請求項1又は請求項2に記載の機能性フィルムの曲げ成形方法。
【請求項5】
前記支持領域は、前記機能性フィルムの端面から、前記端面から面内方向の内側に10mm以上30mm以下離れた位置までを占める、請求項4に記載の機能性フィルムの曲げ成形方法。
【請求項6】
面内方向における、前記支持部材の端面からの前記機能性フィルムの端面の突出長さは、30mm以下である、請求項1又は請求項2に記載の機能性フィルムの曲げ成形方法。
【請求項7】
前記機能性フィルムへの前記モールドの押し当て圧力は、0.1kPa以上7,000kPa以下である、請求項1又は請求項2に記載の機能性フィルムの曲げ成形方法。
【請求項8】
前記支持部材の前記周縁部を挟持する面である支持面は、3次元曲面状である、請求項1又は請求項2に記載の機能性フィルムの曲げ成形方法。
【請求項9】
前記支持部材の前記周縁部を挟持する面である支持面には、緩衝部材が設けられている、請求項1又は請求項2に記載の機能性フィルムの曲げ成形方法。
【請求項10】
前記樹脂フィルムは、ポリエチレンテレフタレート、シクロオレフィンポリマー及びポリカーボネートのうち少なくとも1種を含む、請求項1又は請求項2に記載の機能性フィルムの曲げ成形方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、機能性フィルムの曲げ成形方法及び合わせガラスの製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
調光フィルムなどの所定の機能を有する機能性フィルムが知られている。このような機能性フィルムは、例えば湾曲した合わせガラスに搭載させるなどの理由により、湾曲させることが求められる場合がある。例えば特許文献1には、真空成型装置を用いた真空成型法、ホットプレス装置を用いたホットプレス法、バッグ装置を用いたバッグ法などにより、合わせガラスの製造前に調光フィルムを3次元形状に熱成型する旨が記載されている。
【先行技術文献】
【特許文献】
【0003】
国際公開第2019/088261号
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、ホットプレス法やバッグ法では、調光フィルムに対して、調光フィルムの両主面からプレス力が加わり、金型やバッグ表面に付着した微細な異物の形状が調光フィルムに転写されて、いわゆる「ブツ歪」と呼ばれる光学歪を生じるおそれがある。また、真空成型法では、吸引孔によるエアの吸引により調光フィルムを成形用型に密着させる必要があるため、成形用型よりも十分大きな調光フィルムを用意する必要があった。また、調光フィルムの成形用型外縁に対応する位置及びそれより外側においてしわが発生するおそれがあり、合わせガラスを製造するオートクレーブ工程の後に外形を整える切除工程が実質的に必要であった。
【0005】
従って、調光フィルムなどの機能性フィルムを湾曲させる際に、しわ及び光学歪の発生を抑制することが求められている。
【0006】
本開示は、上記に鑑みてなされたものであって、しわ及び光学歪の発生を抑制可能な機能性フィルムの曲げ成形方法及び合わせガラスの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本開示に係る機能性フィルムの曲げ成形方法は、樹脂フィルムを含む機能性フィルムの曲げ成形方法であって、前記機能性フィルムの周縁部を、支持部材によって30kPa以上の圧力で挟持することと、前記支持部材により前記周縁部を挟持した状態で、前記機能性フィルムを、前記樹脂フィルムのガラス転移温度よりも高い加熱温度で加熱することと、前記機能性フィルムへの前記加熱温度での加熱を停止して、前記支持部材により前記周縁部を挟持した状態で、前記機能性フィルムの一方の主面に、一方向に凸となる3次元曲面を有するモールドを押し当てて、前記機能性フィルムを湾曲させることと、前記モールドの押し当てを解除して、前記機能性フィルムを前記ガラス転移温度未満の冷却温度まで冷却することと、を含む。
【0008】
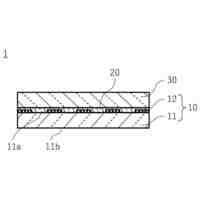
本開示に係る合わせガラスの製造方法は、湾曲形状を有する第1ガラス板と、第1中間層と、前記曲げ成形方法により得られた前記機能性フィルムと、第2中間層と、湾曲形状を有する第2ガラス板とをこの順で積層して積層体を得ることと、前記積層体を接着温度で加熱することで、前記積層体の各層を接着させて、合わせガラスを得ることと、を含み、前記接着温度は、前記ガラス転移温度よりも高く、前記加熱温度よりも低い。
【発明の効果】
【0009】
本開示によれば、しわ及び光学歪の発生を抑制できる。
【図面の簡単な説明】
【0010】
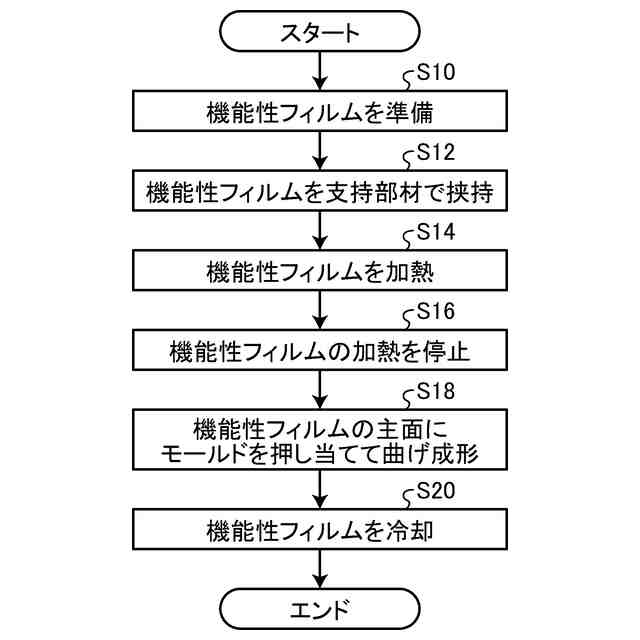
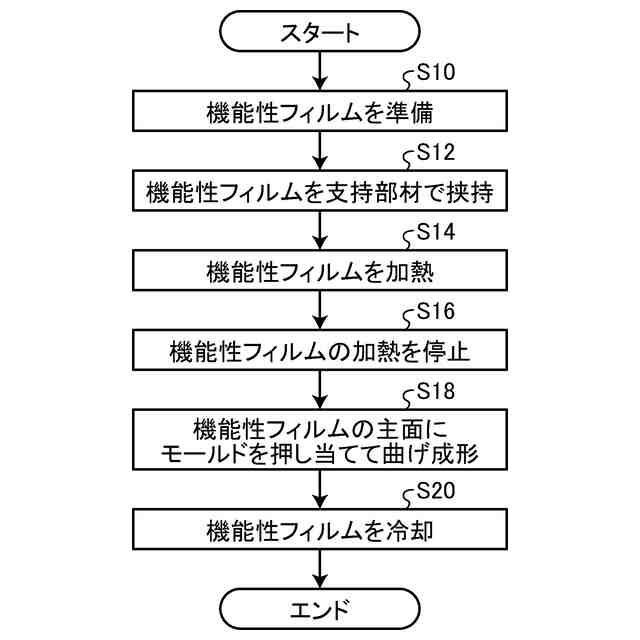
図1は、本実施形態に係る機能性フィルムの曲げ成形方法を示すフローチャートである。
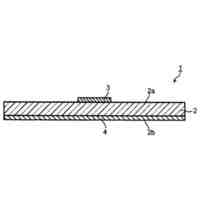
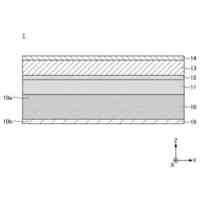
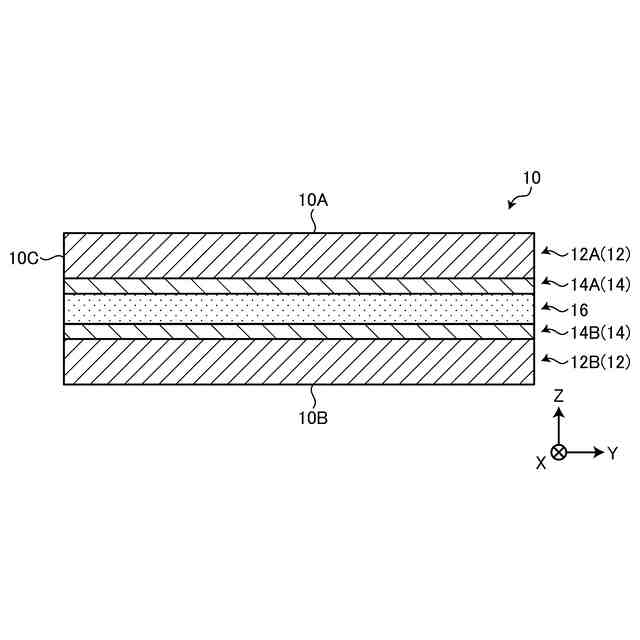
図2は、機能性フィルムの模式的な断面図である。
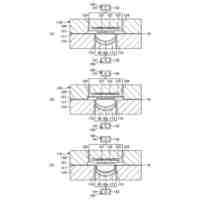
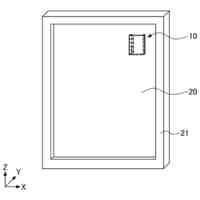
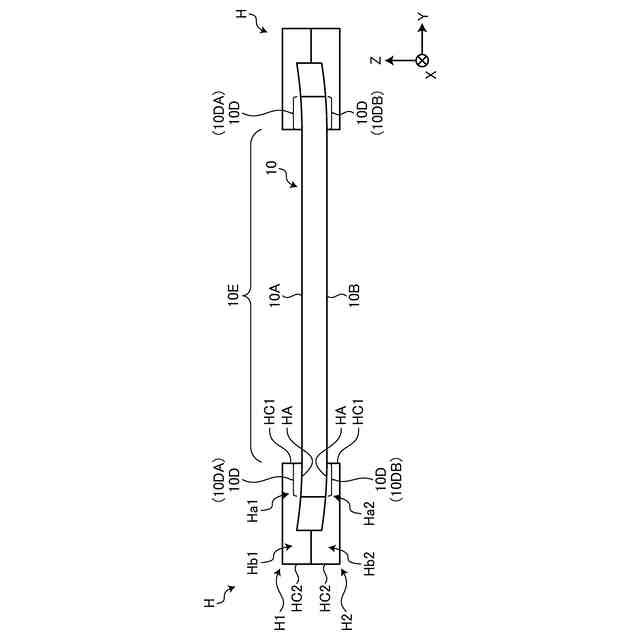
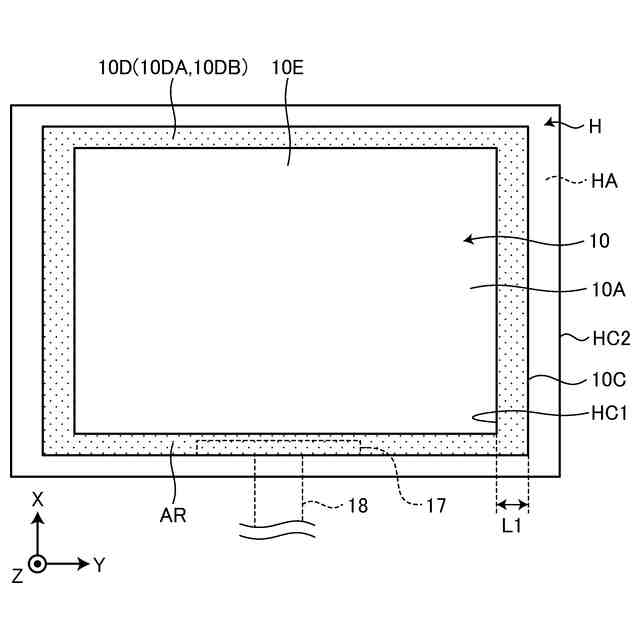
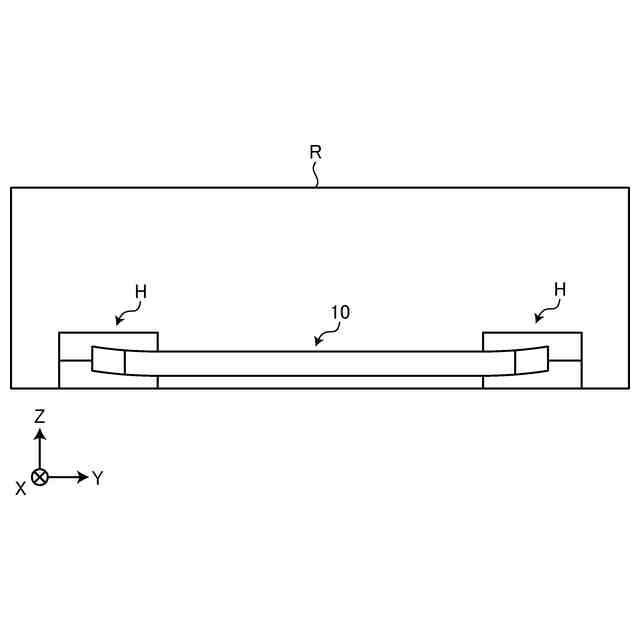
図3は、機能性フィルムを支持部材で挟持した状態を示す模式図である。
図4は、機能性フィルムを支持部材で挟持した状態を示す模式図である。
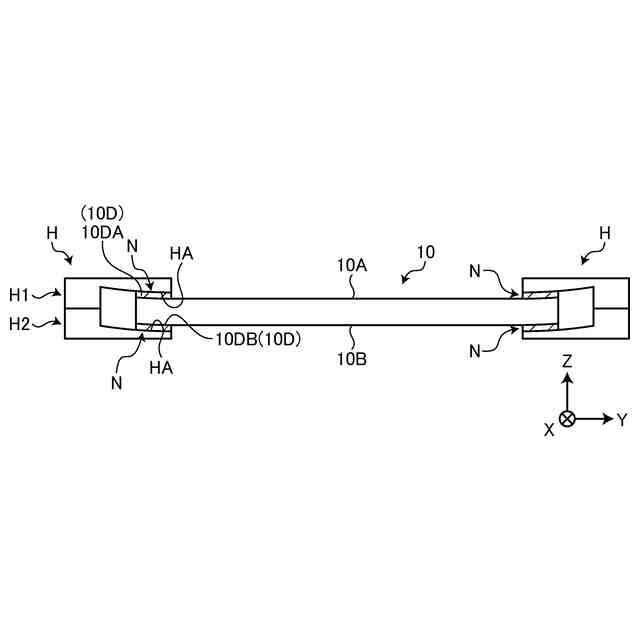
図5は、機能性フィルムを支持部材で挟持した状態の他の例を示す模式図である。
図6は、機能性フィルムの加熱の一例を説明する模式図である。
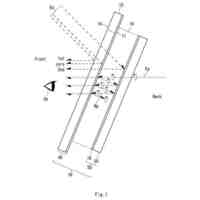
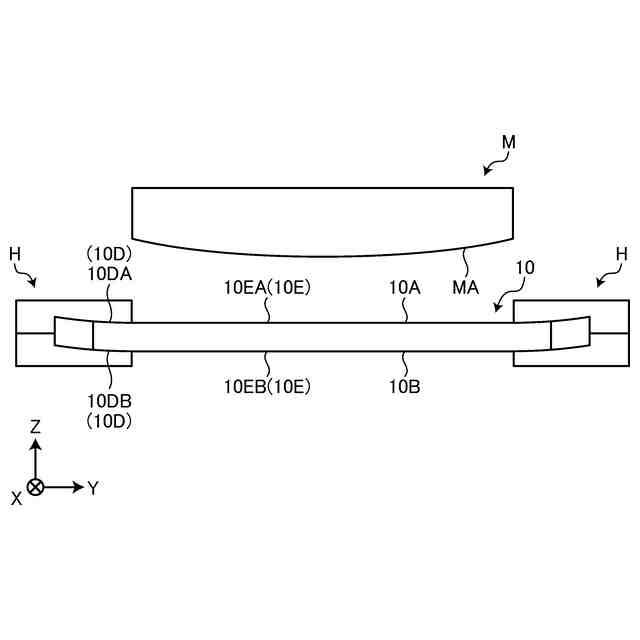
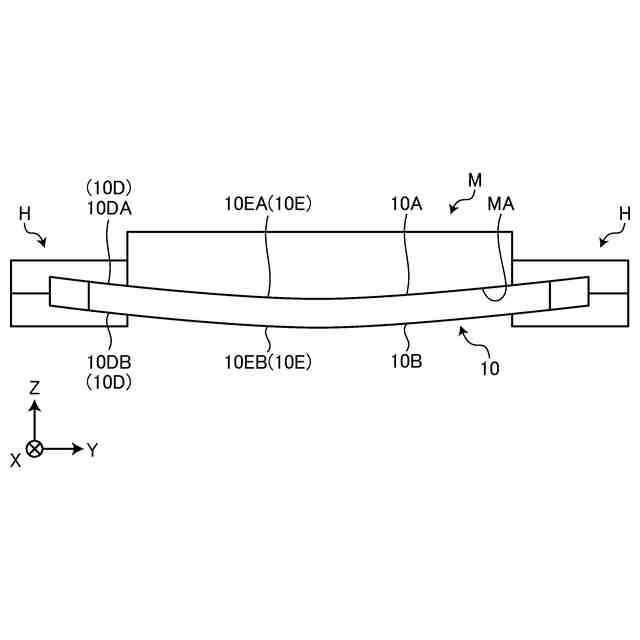
図7は、機能性フィルムの曲げ成形を説明する模式図である。
図8は、機能性フィルムの曲げ成形を説明する模式図である。
図9は、曲げ成形が完了した後の機能性フィルムの模式図である。
図10は、本実施形態に係る合わせガラスの製造方法を示すフローチャートである。
図11は、合わせガラスの模式図である。
図12は、合わせガラスの模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
AGC株式会社
ガラス
1か月前
AGC株式会社
液状組成物
1か月前
AGC株式会社
研磨装置及び研磨方法
15日前
AGC株式会社
クロス材の平坦化評価方法
1か月前
AGC株式会社
潤滑油基油、潤滑油組成物
9日前
AGC株式会社
樹脂組成物及びその成形体
1日前
AGC株式会社
粘着シート及び携帯電子機器
24日前
AGC株式会社
光学異方性体、光学フィルタ
21日前
AGC株式会社
情報処理装置及び情報処理方法
29日前
AGC株式会社
組成物、稠密シート及びその製造方法
9日前
AGC株式会社
光学素子の製造方法、及び光学素子の製造装置
15日前
AGC株式会社
検査装置、プログラム、検査方法および生産方法
6日前
AGC株式会社
分類装置、分類方法、プログラム及び学習済みモデル
1日前
AGC株式会社
ガラス成形品の製造方法及び平坦化モールドクロスの製造方法
1か月前
AGC株式会社
酸化セリウム及び研磨剤
1か月前
AGC株式会社
タフルプロストの精製方法
1か月前
AGC株式会社
粘着剤組成物、粘着剤、貼付材、表面保護フィルム、光学部材、及び電子部材
2日前
AGC株式会社
合わせガラス、車両用合わせガラス、及び車両フロントガラス用合わせガラス
13日前
AGC株式会社
粘着剤組成物、粘着剤、貼付材、表面保護フィルム、光学部材、及び電子部材
2日前
AGC株式会社
ハロゲン化アルケンの製造方法
8日前
AGC株式会社
含フッ素共重合体組成物及びその製造方法、並びに、架橋物組成物及びその製造方法
15日前
AGC株式会社
ガラス板用合紙、ガラス板積層体、ガラス板梱包体、及びガラス板用合紙の製造方法
23日前
AGC株式会社
導電膜付きガラス基板積層体及びその製造方法、電磁波制御部材、並びに周波数選択板
13日前
AGC株式会社
透過表示ミラー及び透過表示ミラーの使用
1か月前
AGC株式会社
封着パッケージ及び有機エレクトロルミネセンス素子
21日前
AGC株式会社
アンテナユニット、およびアンテナユニットの製造方法
1か月前
AGC株式会社
反射型マスクブランク、反射型マスク、反射型マスクブランクの製造方法、及び反射型マスクの製造方法
16日前
AGC株式会社
高周波デバイス用ガラス基板と高周波デバイス用回路基板
2日前
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
28日前
シーメット株式会社
光造形装置
8か月前
CKD株式会社
型用台車
8か月前
東レ株式会社
プリプレグテープ
11か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ