TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025098633
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2023214897
出願日
2023-12-20
発明の名称
監視装置
出願人
タカハタプレシジョン株式会社
代理人
個人
主分類
B29C
45/17 20060101AFI20250625BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】金型分割面を毎回撮像して成形状態をリアルタイムで監視する。
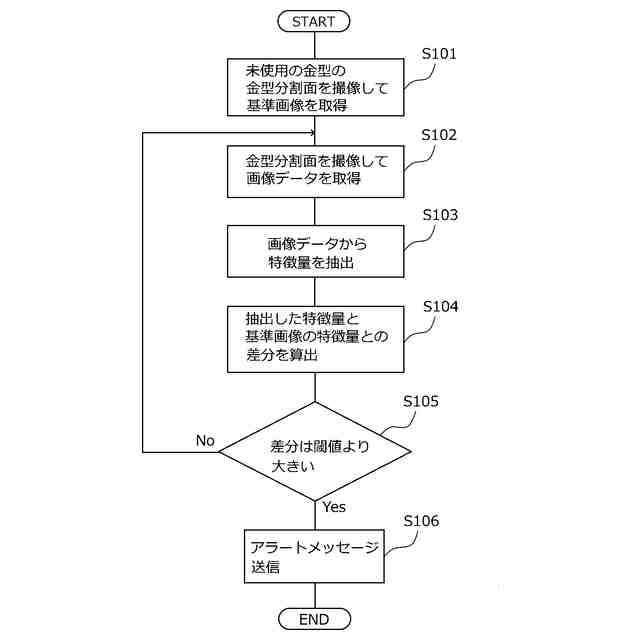
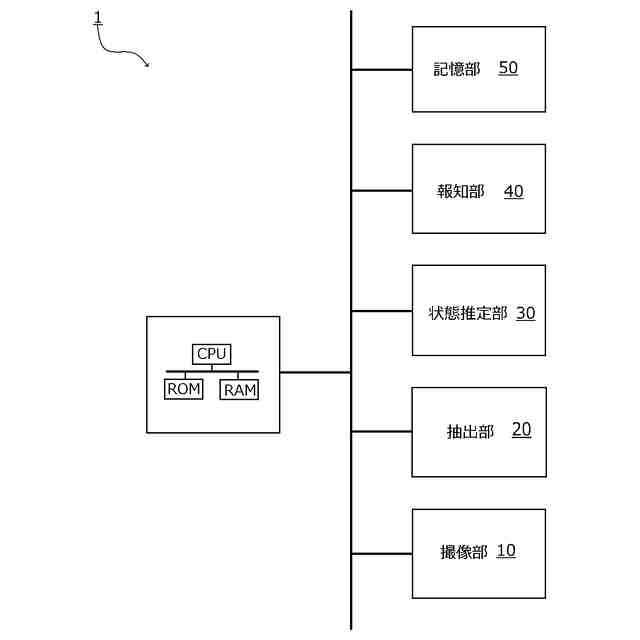
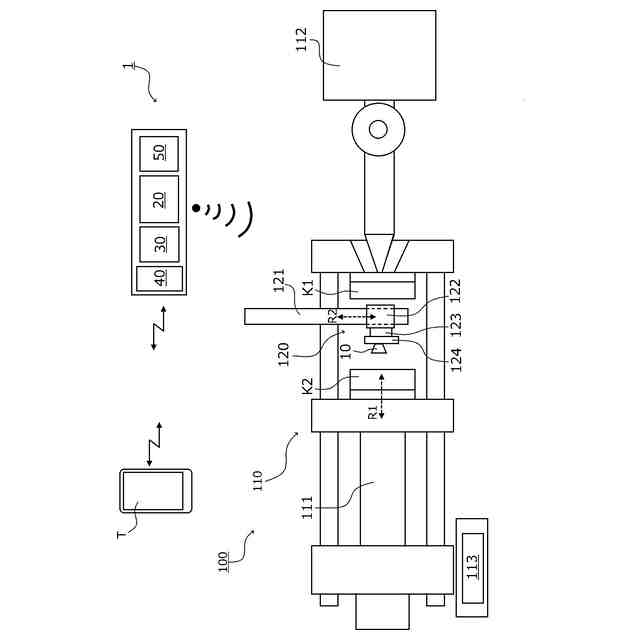
【解決手段】樹脂成形体の成形過程において成形状態を推定するための監視装置であって、固定金型と、固定金型に対向する可動金型との間において金型キャビティを形成可能な金型分割面を撮像して撮像画像を取得する撮像手段と、撮像画像から金型分割面の特徴量を抽出する抽出手段と、特徴量に基づいて成形状態を推定する状態推定手段と、成形状態が予め定められた状態に達した場合、その旨を報知する報知手段と、を備えた。
【選択図】図10
特許請求の範囲
【請求項1】
樹脂成形体の成形過程において成形状態を推定するための監視装置であって、
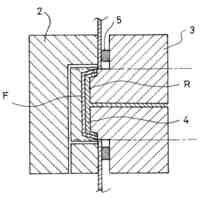
固定金型と、前記固定金型に対向する可動金型との間において金型キャビティを形成可能な金型分割面を撮像して撮像画像を取得する撮像手段と、
前記撮像画像の特徴量を抽出する抽出手段と、
前記特徴量に基づいて前記成形状態を推定する状態推定手段と、
前記成形状態が予め定められた状態に達した場合、その旨を報知する報知手段と、を備えた、
ことを特徴とする監視装置。
続きを表示(約 920 文字)
【請求項2】
前記撮像画像は、1成形サイクルにおいて、前記固定金型と前記可動金型とを型閉じする前に都度撮像される画像である、
ことを特徴とする請求項1に記載の監視装置。
【請求項3】
前記撮像画像は前記金型分割面を撮像した動画から一定時間間隔で抽出されたフレーム画像である、
ことを特徴とする請求項2に記載の監視装置。
【請求項4】
前記特徴量は、前記撮像画像に予め設定された閾値を用いた二値化処理を施して画像全体を白黒画像に変換した黒の画像である、
ことを特徴とする請求項1に記載の監視装置。
【請求項5】
前記特徴量は、前記撮像画像から抽出された輪郭線である、
ことを特徴とする請求項1に記載の監視装置。
【請求項6】
前記特徴量は、前記撮像画像から予め指定された濃度及び/又は色で領域に分割された分割領域である、
ことを特徴とする請求項1に記載の監視装置。
【請求項7】
前記状態推定手段は、前記特徴量と最初に撮像された前記撮像画像である基準画像から抽出される前記特徴量との差分に基づいて前記成形状態を推定する、
ことを特徴とする請求項1ないし6のいずれか1項に記載の監視装置。
【請求項8】
前記状態推定手段は、前記撮像画像から前記成形状態を推定するための機械学習により取得された学習済みモデルを用いて、前記抽出手段が抽出した前記特徴量から前記成形状態を推定する、
ことを特徴とする請求項1ないし6のいずれか1項に記載の監視装置。
【請求項9】
前記状態推定手段は、前記特徴量と、予め用意したテンプレート画像との類似度を算出し、前記類似度に基づいて、前記成形状態を推定する、
ことを特徴とする請求項1ないし6のいずれか1項に記載の監視装置。
【請求項10】
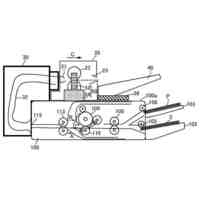
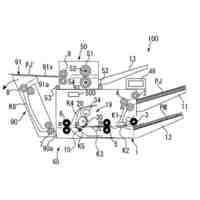
前記撮像手段は前記樹脂成形体の取り出し装置に取り付けられ、前記固定金型と前記可動金型とが開いている際に、前記金型分割面を撮像する、
ことを特徴とする請求項1に記載の監視装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、監視装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
固定金型及び前記固定金型に対して移動自在な可動金型からなる金型を備え、固定金型と可動金型とが型閉じされた金型の内部に形成される複数のキャビティそれぞれに樹脂を充填して、各キャビティにおいて成形品を製造する射出成形機の異常を検出する異常検出装置であって、成形中の固定金型及び可動金型のうちの少なくとも一方の金型面の画像を検査対象画像として取得する画像取得部と、検査対象画像と基準画像との比較に基づいて、異常の発生している前記キャビティを検出する異常検出部と、異常検出部により異常の発生が検出されたキャビティの識別情報と異常信号とを対応付けて出力する信号出力部と、を備える射出成形機の異常検出装置が知られている(特許文献1)。
【0003】
任意の射出成形機による任意の成形品の成形における少なくとも樹脂の種類、添加剤の種類、添加剤の配合率、及び樹脂の温度を含む任意の成形条件と、当該成形条件による成形前の金型の摩耗量を示す状態情報と、を含む入力データを取得する入力データ取得部と、入力データに含まれる成形条件による成形後の金型の状態情報、を示すラベルデータを取得するラベル取得部と、入力データ取得部により取得された入力データと、ラベル取得部により取得されたラベルデータと、を用いて、教師あり学習を実行し、学習済みモデルを生成する学習部と、を備える機械学習装置も知られている(特許文献2)。
【先行技術文献】
【特許文献】
【0004】
特開2021-3828号公報
特開2020-199706号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、金型分割面を毎回撮像して成形状態をリアルタイムで監視する。
【課題を解決するための手段】
【0006】
前記課題を解決するために、請求項1に記載の監視装置は、
樹脂成形体の成形過程において成形状態を推定するための監視装置であって、
固定金型と、前記固定金型に対向する可動金型との間において金型キャビティを形成可能な金型分割面を撮像して撮像画像を取得する撮像手段と、
前記撮像画像の特徴量を抽出する抽出手段と、
前記特徴量に基づいて前記成形状態を推定する画像処理手段と、
前記成形状態が予め定められた状態に達した場合、その旨を報知する報知手段と、を備えた、
ことを特徴とする。
【0007】
請求項2に記載の発明は、請求項1に記載の監視装置において、
前記撮像画像は、1成形サイクルにおいて、前記固定金型と前記可動金型とを型閉じする前に都度撮像される画像である、
ことを特徴とする。
【0008】
請求項3に記載の発明は、請求項2に記載の監視装置型において、
前記撮像画像は前記金型分割面を撮像した動画から一定時間間隔で抽出されたフレーム画像である、
ことを特徴とする。
【0009】
請求項4に記載の発明は、請求項1に記載の監視装置において、
前記特徴量は、前記撮像画像に予め設定された閾値を用いた二値化処理を施して画像全体を白黒画像に変換した黒の画像である、
ことを特徴とする。
【0010】
請求項5に記載の発明は、請求項1に記載の監視装置において、
前記特徴量は、前記撮像画像から抽出された輪郭線である、
ことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
CKD株式会社
型用台車
6か月前
シーメット株式会社
光造形装置
6か月前
東レ株式会社
プリプレグテープ
9か月前
グンゼ株式会社
ピン
6か月前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
フィルムの製造方法
2日前
株式会社日本製鋼所
押出機
9か月前
個人
射出ミキシングノズル
8か月前
株式会社カワタ
計量混合装置
1か月前
個人
樹脂可塑化方法及び装置
5か月前
日機装株式会社
加圧システム
2か月前
株式会社FTS
ロッド
5か月前
東レ株式会社
一体化成形品の製造方法
10か月前
株式会社リコー
シート剥離装置
11か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社FTS
成形装置
6か月前
株式会社漆原
シートの成形方法
1か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社シロハチ
真空チャンバ
8か月前
株式会社不二越
射出成形機
1か月前
株式会社リコー
画像形成システム
7か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社日本製鋼所
押出成形装置
9か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
株式会社コスメック
射出成形装置
1か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社不二越
射出成形機
3か月前
株式会社FTS
セパレータ
5か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
2か月前
株式会社リコー
シート処理システム
11か月前
株式会社ニフコ
樹脂製品の製造方法
8か月前
トヨタ自動車株式会社
真空成形装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ