TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025100019
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023217095
出願日
2023-12-22
発明の名称
板状物の研磨装置、及び板状物の製造方法
出願人
日本電気硝子株式会社
代理人
弁理士法人矢野内外国特許事務所
主分類
B24B
41/06 20120101AFI20250626BHJP(研削;研磨)
要約
【課題】板状物を搬送しながら研磨する板状物の研磨装置、及び当該研磨装置によって行われる研磨工程を備えた板状物の製造方法であって、研磨作業を行う際に、搬送姿勢のズレや部分的な浮き上がりが板状物に生じるのを抑制し、また部分的な反りを有する板状物であっても、破損することなく板状物を研磨することができる板状物の研磨装置、及び板状物の製造方法を提供する。
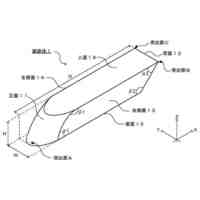
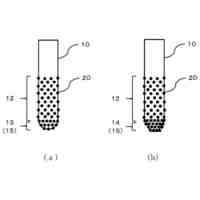
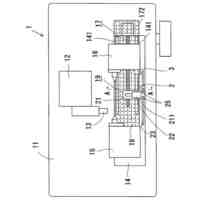
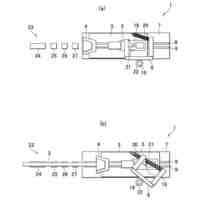
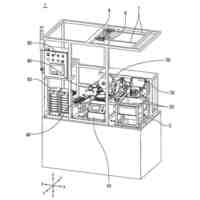
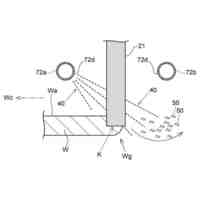
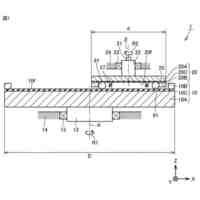
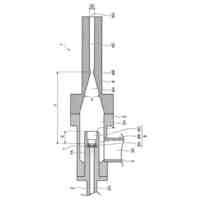
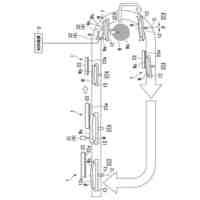
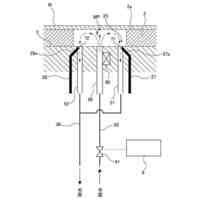
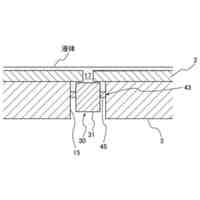
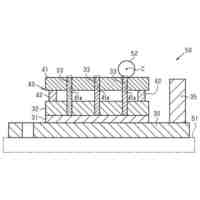
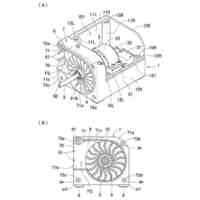
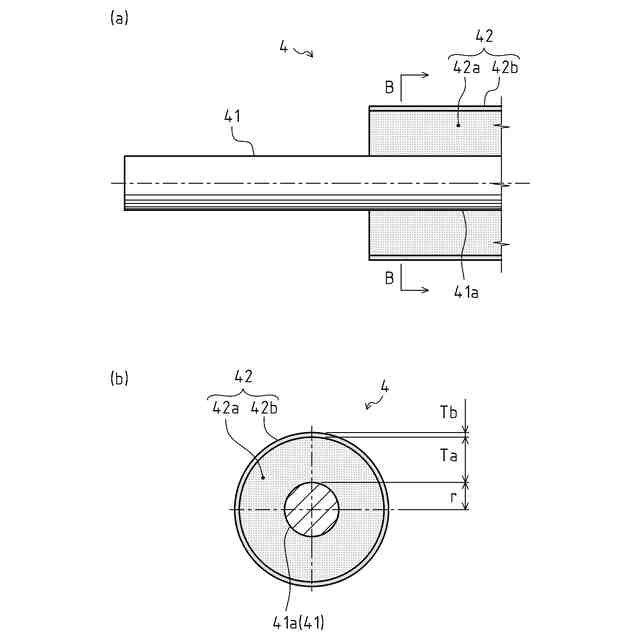
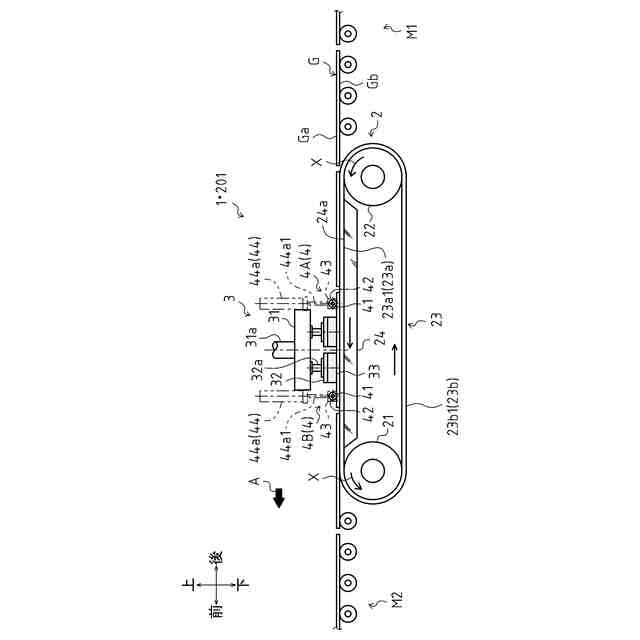
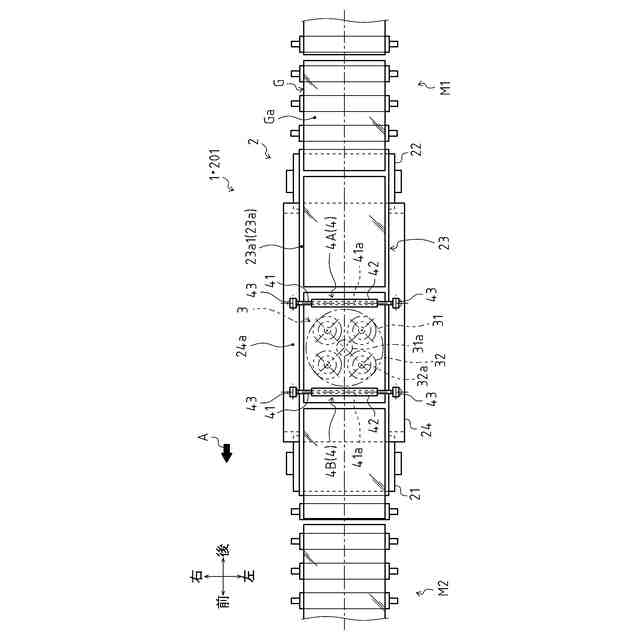
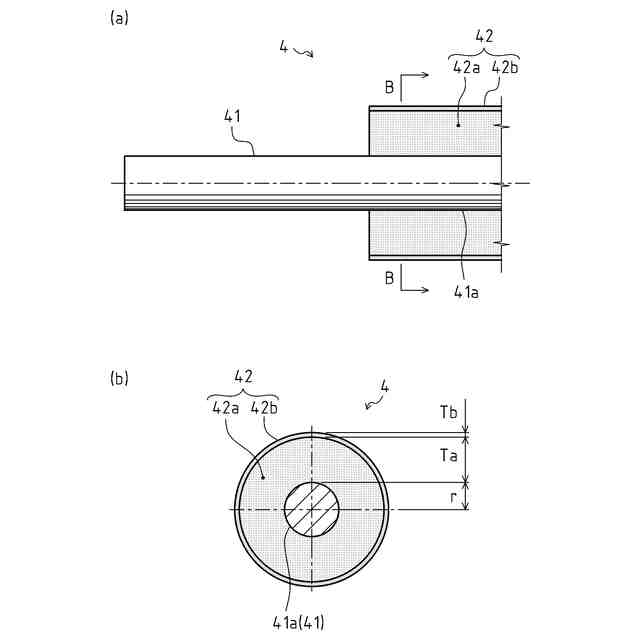
【解決手段】板状物Gを載置させて搬送する搬送部2と、搬送部2によって搬送される板状物Gの上面Gaを研磨する研磨部3と、板状物Gを搬送部2側に押し付ける押えローラ4とを備え、押えローラ4は、軸心を中心にして回転可能に支持される軸部材41と、軸部材41の外周面41aを被覆する被覆層42とを有し、被覆層42は、順に積層される多孔質樹脂層42a及び非多孔質樹脂層42bを有し、非多孔質樹脂層42bは、押えローラ4の最外層側に位置する。
【選択図】図3
特許請求の範囲
【請求項1】
板状物を載置させた状態で搬送する搬送手段と、
前記搬送手段によって搬送される前記板状物の、当該搬送手段と反対側の主面を研磨する研磨手段と、
前記板状物を前記搬送手段に押し付ける押えローラとを備え、
前記押えローラは、
軸心を中心にして回転可能に支持される軸部材と、
前記軸部材の外周面を被覆する被覆層とを有し、
前記被覆層は、
前記軸部材の外周面から順に積層される多孔質樹脂層及び非多孔質樹脂層を有し、
前記非多孔質樹脂層は、前記押えローラの最外層側に位置する、
ことを特徴とする板状物の研磨装置。
続きを表示(約 870 文字)
【請求項2】
前記多孔質樹脂層は、アスカーC硬度が50以下のスポンジからなる、
ことを特徴とする、請求項1に記載の板状物の研磨装置。
【請求項3】
前記非多孔質樹脂層は、ショアA硬度が20以上50未満の弾性ゴムからなる、
ことを特徴とする、請求項1または請求項2に記載の板状物の研磨装置。
【請求項4】
前記軸部材の軸半径rは、15mm以上40mm以下である、
ことを特徴とする、請求項1または請求項2に記載の板状物の研磨装置。
【請求項5】
前記軸部材の軸半径rと、前記多孔質樹脂層の厚みTaとの比(r/Ta)は、0.8以上1.2以下である、
ことを特徴とする、請求項1または請求項2に記載の板状物の研磨装置。
【請求項6】
前記多孔質樹脂層の厚みTaと、前記非多孔質樹脂層の厚みTbとの比(Ta/Tb)は、6以上10以下である、
ことを特徴とする、請求項1または請求項2に記載の板状物の研磨装置。
【請求項7】
板状物を載置させた状態で搬送する搬送手段と、
前記搬送手段によって搬送される前記板状物の、当該搬送手段側との反対側の主面を研磨する研磨手段と、
前記板状物を前記搬送手段側に押し付ける押えローラとを備え、
前記押えローラは、
軸心を中心にして回転可能に支持される軸部材と、
前記軸部材の外周面を被覆する非多孔質樹脂層とを有し、
前記非多孔質樹脂層は、
ショアA硬度が10以上60以下であり、且つ厚みが10mm以上55mm以下の弾性ゴムからなり、前記押えローラの最外層側に位置する、
ことを特徴とする板状物の研磨装置。
【請求項8】
板状物を搬送しながら研磨する研磨工程を備える板状物の製造方法であって、
請求項1または請求項7に記載の研磨装置によって前記研磨工程を行う、
ことを特徴とする板状物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板状物の研磨装置、及び当該研磨装置によって行われる研磨工程を備えた板状物の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来より、薄板ガラス等からなる板状物の製造工程において、成形された板状物の平滑性を高めるために、板状物の主面を研磨(または研削)する研磨装置が知られている。
例えばその一例として、特許文献1においては、搬送装置(搬送手段)によってガラス板(板状物)を載置させた状態で一方向に搬送しながら、軸心を中心にして回転する研磨パッド(研磨手段)を当該板状物の主面に押し当てて研磨する研磨装置が開示されている。
【0003】
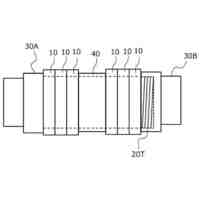
上記特許文献1における従来の研磨装置においては、一般的に、搬送手段によって複数の板状物を連続的に搬送しながら、各々の板状物に対して順に研磨作業を施す構成となっている。
また、これら複数の板状物は、研磨装置における生産性の向上を目的として、互いに隣接する一対の板状物の隙間を可能な限り詰めた状態で、搬送装置によって搬送される。
【0004】
ここで、回転する研磨手段を板状物の主面に押し当てた場合、板状物には、研磨手段の回転方向に当該板状物を動かす外力が、研磨手段によって付加される。
その結果、搬送手段との間の抵抗に抗して板状物が動かされ、当該板状物の搬送姿勢にズレが生じた場合、互いに隣接する板状物の間で衝突が発生し、欠けや傷等の欠陥が板状物に生じる要因となり得る。
【0005】
また、研磨作業の実行前の板状物は、厚みや平面度等がやや不均一であることから、板状物の主面に研磨手段を押し当てることで、搬送手段より板状物が部分的に浮き上がる場合がある。
その結果、板状物の主面全体に亘って均等に、研磨手段によって研磨作業を施すことが困難となり、板状物の品質低下の要因となり得る。
【0006】
このようなことから、従来の研磨装置においては、板状物を搬送手段側(板状物に対して、研磨手段側との反対側)に押し付けることにより、上記のような板状物における搬送姿勢のズレや、部分的な浮き上がりを防止するための押えローラが設けられている。
【先行技術文献】
【特許文献】
【0007】
特開平10-34503号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
板状物が耐熱結晶化ガラスからなる場合、結晶化ガラスは一般的に、成形工程後に行われる結晶化工程によって、約900~1150℃に加熱された後に急激に冷却されるが、当該結晶化工程を行う際に生じた熱履歴の不均一等が影響し、板状物には約1.5mm程度の反りが部分的に生じる場合がある。
板状物の角部や端部に上記の反りが生じている場合、押えローラによって板状物を搬送手段に押し付けることにより、当該板状物の角部や端部は容易に破損することから、押えローラの押圧力は、可能な限り低く設定する必要がある。
【0009】
一方、押えローラの押圧力が低く設定され過ぎると、前述したような板状物における搬送姿勢のズレや、部分的な浮き上がりを十分に防止することが困難となり、板状物に欠けや傷等の欠陥が生じたり、或いは板状物の品質低下を引き起こす要因となる虞がある。
【0010】
本発明は、以上に示した現状の問題点に鑑みてなされたものであり、板状物を搬送しながら研磨する板状物の研磨装置、及び当該研磨装置によって行われる研磨工程を備えた板状物の製造方法であって、研磨作業を行う際に、搬送姿勢のズレや部分的な浮き上がりが板状物に生じるのを抑制し、また部分的な反りを有する板状物であっても、破損することなく板状物を研磨することができる板状物の研磨装置、及び板状物の製造方法を提供することを課題とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
研磨体
24日前
個人
バレル研磨用メディア材
3か月前
株式会社サンポー
ブラスト装置
1か月前
株式会社村田製作所
切削装置
19日前
不二空機株式会社
可搬型動力工具
19日前
シンクス株式会社
ボード切断装置
1か月前
大同特殊鋼株式会社
疵研削順序決定方法
1か月前
株式会社リブラ
ブラスト加工装置
2か月前
キヤノン電子株式会社
加工工具、及び、加工装置
3か月前
株式会社ディスコ
砥石
17日前
株式会社IHI
ブラストガン
4か月前
オークマ株式会社
円筒研削盤
9日前
トヨタ自動車株式会社
バリ取り装置
3か月前
株式会社精工技研
研磨装置および研磨方法
2か月前
株式会社ディスコ
加工方法、及び、切削装置
2か月前
NTN株式会社
加工装置
3か月前
リックス株式会社
ドライアイス噴射装置
4か月前
信越半導体株式会社
洗浄処理装置
4か月前
株式会社ディスコ
加工方法
1か月前
中村留精密工業株式会社
レンズ保持装置
1か月前
嘉澤端子工業股分有限公司
グラインダー
1か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
1か月前
株式会社東京精密
ワーク加工装置
1か月前
株式会社ディスコ
加工装置
4か月前
日本特殊研砥株式会社
超弾性砥石
2か月前
株式会社東京精密
ワーク加工装置
1か月前
株式会社荏原製作所
研磨装置
4か月前
株式会社荏原製作所
研磨装置
4か月前
株式会社荏原製作所
研磨装置
1か月前
セイコーインスツル株式会社
研削盤
1か月前
株式会社荏原製作所
研磨装置
4か月前
トヨタ紡織株式会社
プレス金型の研磨方法
2か月前
株式会社プロテリアル
焼結磁石の製造方法
2か月前
株式会社マキタ
サンダ
3か月前
株式会社IHI
加工方法
1か月前
株式会社シロハチ
回転機械およびこれを用いた装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ