TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025073588
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2023184509
出願日
2023-10-27
発明の名称
ワーク加工装置
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
主分類
B24B
49/02 20060101AFI20250502BHJP(研削;研磨)
要約
【課題】サポート部材における厚みのバラツキ及びワークに対する熱影響を考慮してワークの厚みを調整でき、生産性を改善できるワーク加工装置を提供する。
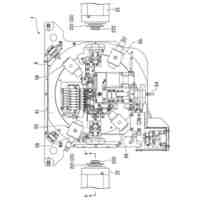
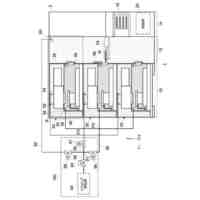
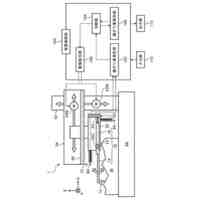
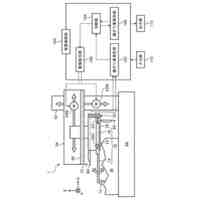
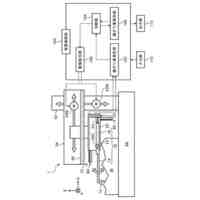
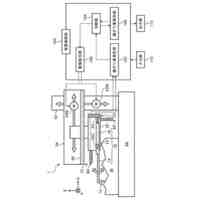
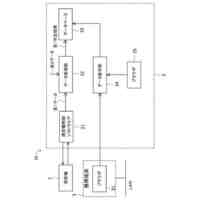
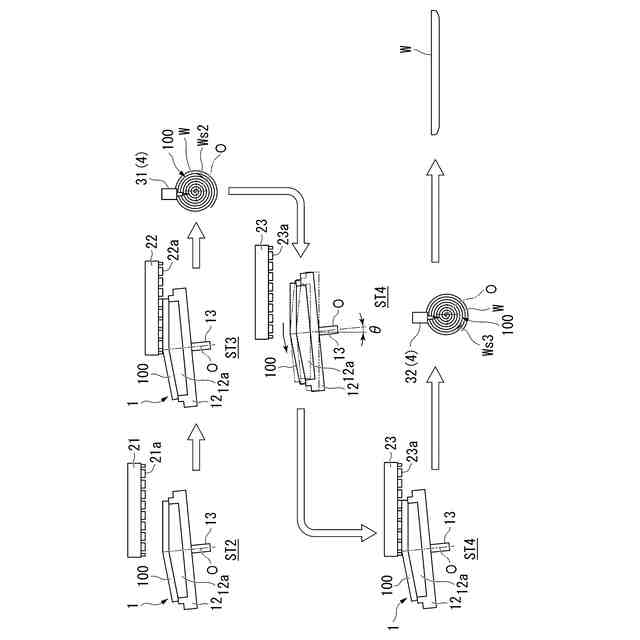
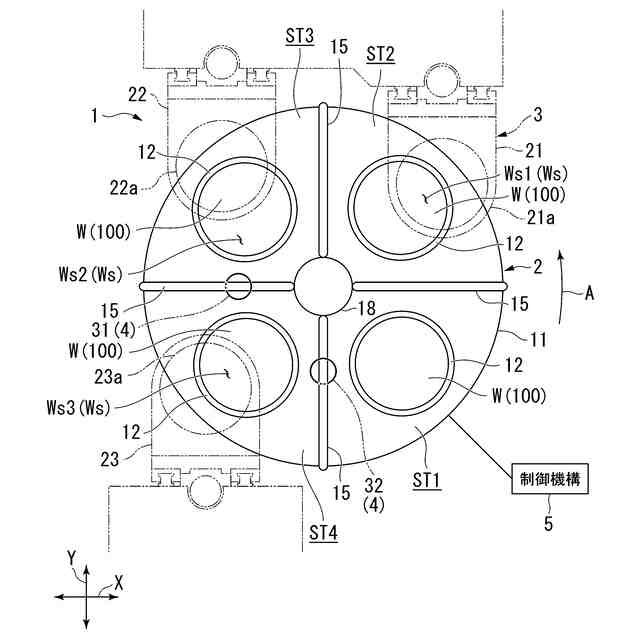
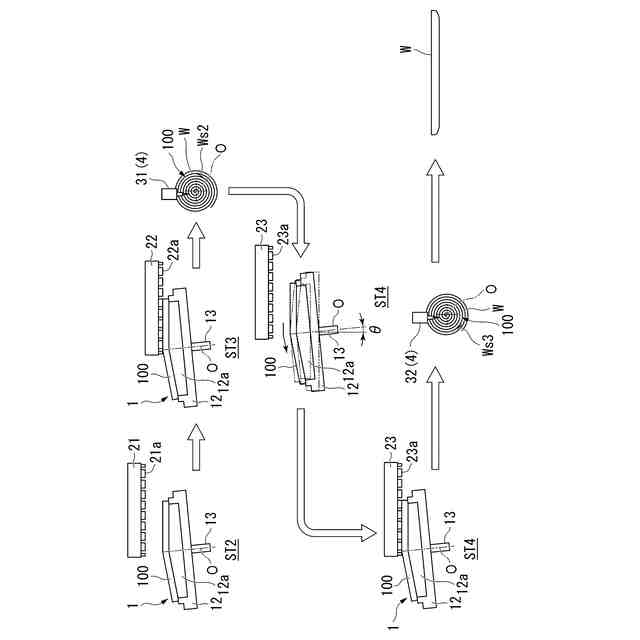
【解決手段】ワーク加工装置1は、測定機構4として、中研削ステージST3における加工終了後にウェハWを搬送しながら厚みを測定する第一測定機構31と、精研削ステージST4における加工終了後にウェハWを搬送しながら厚みを測定する第二測定機構32と、を備える。第一測定機構31の測定値に基づいて精研削ステージST4におけるチャックテーブル12の傾斜角度θを調整する。第二測定機構32の測定値を精研削ステージST4におけるチャックテーブル12の傾斜角度θの調整に加える。
【選択図】図2
特許請求の範囲
【請求項1】
サポート部材に積層されたワークの表面を、少なくとも第一加工位置と第二加工位置とにおいて順に研削するワーク研削機構と、
前記ワークを回転保持するチャックテーブルと、
前記チャックテーブルの傾斜角度を調整するチャックテーブル調整機構と、
前記チャックテーブルを前記第一加工位置及び前記第二加工位置に順次搬送するインデックステーブルと、
加工後の前記ワークの厚みを光学式非接触で測定する測定機構と、
前記測定機構による測定値に基づいて前記チャックテーブル調整機構を制御することにより前記傾斜角度を調整する制御機構と、を備え、
前記測定機構は、
前記第一加工位置における加工終了後に、前記第一加工位置から前記第二加工位置に前記ワークを搬送しながら厚みを測定する第一測定機構と、
前記第二加工位置における加工終了後に、前記第二加工位置から他のポジションに前記ワークを搬送しながら厚みを測定する第二測定機構と、を備え、
前記第一測定機構の測定値に基づき、前記ワークの厚みを調整するために前記第二加工位置における前記チャックテーブルの傾斜角度を調整し、
前記第二測定機構の測定値を、次に加工する新たなワークのために前記第二加工位置における前記チャックテーブルの傾斜角度の調整に加える、
ことを特徴とするワーク加工装置。
続きを表示(約 330 文字)
【請求項2】
前記ワーク研削機構は、
前記ワークを粗研削する粗研削部と、前記粗研削した前記ワークを中研削する中研削部と、前記中研削した前記ワークを精研削する精研削部と、を備え、
前記中研削部は、前記第一加工位置に搬送された前記ワークを前記中研削し、
前記精研削部は、前記第二加工位置に搬送された前記ワークを前記精研削する、
ことを特徴とする請求項1に記載のワーク加工装置。
【請求項3】
前記制御機構は、前記第二測定機構の測定値を、次に加工する新たなウェハのために、前記中研削のみ、又は、前記中研削及び前記精研削におけるチャックテーブルの傾斜角度の調整に加える、請求項2に記載のワーク加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワーク加工装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
半導体製造分野では、シリコンウェハ等の半導体ウェハ(以下、「ワーク」ということがある)を薄膜に形成するために、ワークを研削することが行われる。このような研削を行うワーク加工装置として、ワークを目標形状(目標厚み)より厚く粗研削した後に、粗研削後のワークを目標形状に精研削するものが知られている。
【0003】
例えば、ワーク加工装置として、ワークを粗研削し、さらに精研削した後において、それぞれの研削位置でワークの厚みを測定するものが知られている。このワーク加工装置によれば、粗研削後のワーク形状を精研削におけるチルト調整に反映し、精研削後のワーク形状を次のワークの研削に反映することが可能である(例えば、特許文献1参照)。
【0004】
また、ワーク加工装置として、ワークを粗研削する粗研削ステージと、ワークを精研削する精研削ステージと、を備え、ワークを搬送する間にワークの厚みを測定する厚み測定手段を設けたものが知られている。このワーク加工装置によれば、厚み測定手段の測定値から得られる精研削前のワーク全面の平均厚みに基づいて、精研削後の目標形状を補正して、補正後の目標形状を算出することが可能である(例えば、特許文献2参照)。
【0005】
さらに、ワーク加工装置として、ワークの精研削(仕上げ加工)途中で一時的に研削を停止し、研削位置において半径方向の3か所で光学式にワークの厚みを測定するものが知られている。このワーク加工装置によれば、一時的に研削を停止して測定したワークの厚みに基づいてワークをチルト調整し、チルト調整後にワークの精研削を再開する(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0006】
特開2016-201422号公報
特開2018-122368号公報
特開2013-119123号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
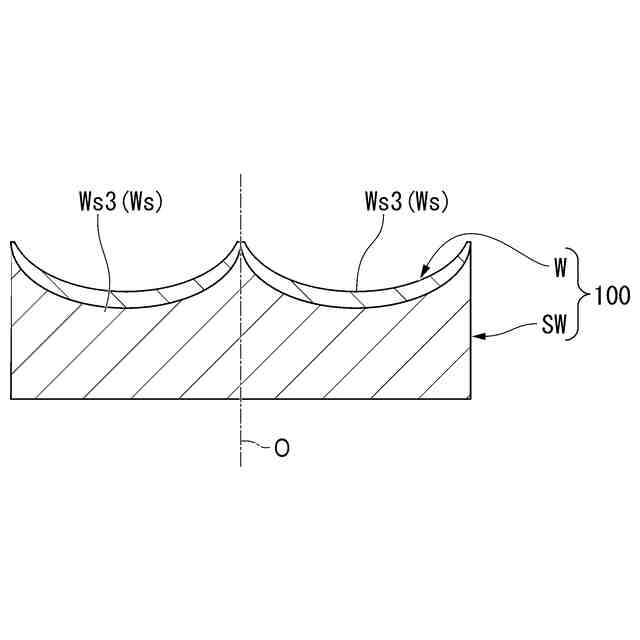
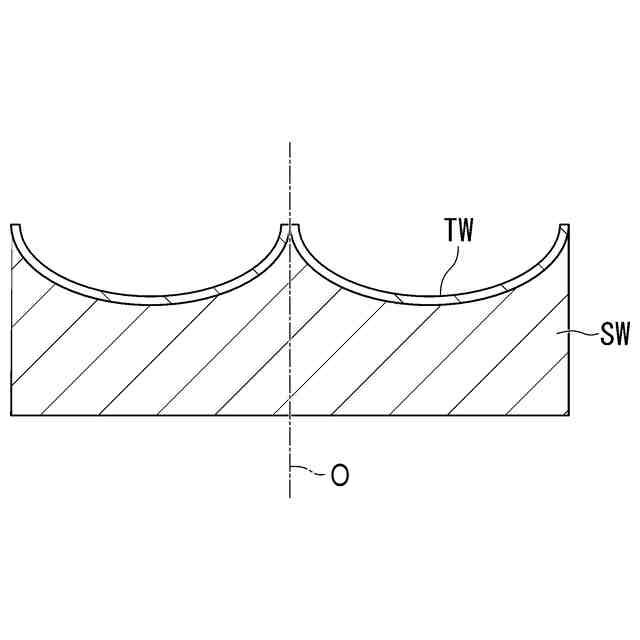
ここで、例えば、半導体デバイスの高機能化のため機能層が形成されたワークの薄肉化が行われているが、ワークのみでは薄すぎて取り扱いが困難である。このため、ワークをサポート部材に貼り合わせて搬送、研削等の取り扱いを容易にする必要がある。サポート部材に貼り合わせたワークを特許文献1~3のワーク加工装置で加工する場合、サポート部材を平坦としてワークの厚みを測定することが考えられる。しかし、サポート部材は、完全な平坦ではなく厚みにバラツキを有する。特に、例えばワークのTTV(Total Thickness Variation)を0.1μmとする場合には、サポート部材の厚みのバラツキを考慮しないとワークの厚みを精度よく調整することが難しい。
【0008】
一方で、ワークの厚みを精度よく調整するためには、サポート部材の厚みのバラツキを考慮して調整するだけでは不十分である。すなわち、ワークの研削において、摩擦により生じるワークの熱膨張による影響を考慮する必要がある。具体的には、ワーク加工装置の稼働時間による研削砥石やワークを保持するチャックテーブルの高温化と、それに伴う各種部材の熱膨張によるワークへの影響は無視できない。しかし、特許文献1~3のワーク加工装置は、熱影響を考慮してワークの厚みを調整していない。
【0009】
さらには、特許文献3のワーク加工装置は、ワークの精研削を一時的に停止してワークの厚みを測定し、測定したワークの厚みに基づいてチルト調整している。このワーク加工装置は、ワークの精研削を一時的に停止するため、ワークのスループット(生産量)の観点から問題がある。
【0010】
本発明は、前述した事情に鑑みてなされたものであって、ワークをサポート部材に貼り合わせて加工する際に、サポート部材における厚みのバラツキ及びワークに対する熱影響を考慮してワークの厚みを調整でき、さらに生産性を改善できるワーク加工装置を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
加工装置
19日前
株式会社東京精密
プローバ
6日前
株式会社東京精密
加工装置
今日
株式会社東京精密
加工装置
今日
株式会社東京精密
プローバ
今日
株式会社東京精密
プローバ
9日前
株式会社東京精密
加工装置
5日前
株式会社東京精密
加工装置
19日前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
ロッカー
1か月前
株式会社東京精密
加工方法
今日
株式会社東京精密
プローバ
5日前
株式会社東京精密
プローバ
19日前
株式会社東京精密
電池検査装置
9日前
株式会社東京精密
カーフ洗浄装置
2か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
スラリー供給装置
20日前
株式会社東京精密
ハブレスブレード
今日
株式会社東京精密
校正方法及び校正装置
5日前
株式会社東京精密
ウェーハセンシング装置
今日
株式会社東京精密
検査装置、及び、検査方法
1か月前
株式会社東京精密
面取り装置及び面取り方法
今日
株式会社東京精密
CMP装置、及び、CMP方法
1か月前
株式会社東京精密
測定機の管理方法及び管理装置
9日前
株式会社東京精密
測定装置及び移動体の制御方法
9日前
株式会社東京精密
測定装置及び移動体の制御方法
9日前
株式会社東京精密
測定装置及び移動体の制御方法
9日前
株式会社東京精密
測定装置及び移動体の制御方法
9日前
株式会社東京精密
内径測定装置及びそのシステム
5日前
株式会社東京精密
プローバおよびウェーハ冷却方法
今日
株式会社東京精密
コントローラ、及び、監視システム
12日前
株式会社東京精密
加工装置、搬送装置、及び搬送方法
今日
株式会社東京精密
プローバ、及び、プローブ検査方法
29日前
株式会社東京精密
自己位置推定装置及び自己位置推定方法
5日前
株式会社東京精密
自己位置推定装置及び自己位置推定方法
5日前
株式会社東京精密
レーザー加工装置及びレーザー加工方法
5日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ