TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025103214
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023220424
出願日
2023-12-27
発明の名称
成形条件設定方法
出願人
セイコーエプソン株式会社
代理人
弁理士法人明成国際特許事務所
主分類
B29C
45/76 20060101AFI20250702BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形品の生産が行われる場所の環境条件下における最適な成形条件を決定する技術を提供する。
【解決手段】成形品を成形する射出成形機の成形条件設定方法であって、(a)射出成形機の周辺の温度及び湿度を調整する工程と、(b)成形品の成形に使用される材料の水分量を取得する工程と、(c)射出成形機による成形品の成形条件を複数設定する工程と、(d)工程(a)で調整された温度及び湿度と、工程(b)で取得された水分量と、を含む環境条件下で、射出成形機が材料を可塑化した可塑化材料を成形型に射出することにより、複数の成形条件で成形品を成形する工程と、(e)工程(d)で成形された成形品の品質に基づいて、上記環境条件下における成形条件の最適条件を決定する工程と、を備え、工程(a)において、温度を、成形品の生産が行われる場所の温度に調整し、湿度を、成形品の生産が行われる場所の湿度に調整する、成形条件設定方法。
【選択図】図8
特許請求の範囲
【請求項1】
成形品を成形する射出成形機の成形条件設定方法であって、
(a)前記射出成形機の周辺の温度及び湿度を調整する工程と、
(b)前記成形品の成形に使用される材料の水分量を取得する工程と、
(c)前記射出成形機による前記成形品の成形条件を複数設定する工程と、
(d)前記工程(a)で調整された前記温度及び前記湿度と、前記工程(b)で取得された前記水分量と、を含む環境条件下で、前記射出成形機が前記材料を可塑化した可塑化材料を成形型に射出することにより、複数の前記成形条件で前記成形品を成形する工程と、
(e)前記工程(d)で成形された前記成形品の品質に基づいて、前記環境条件下における前記成形条件の最適条件を決定する工程と、を備え、
前記工程(a)において、
前記温度を、前記成形品の生産が行われる場所の温度に調整し、
前記湿度を、前記成形品の生産が行われる場所の湿度に調整する、
成形条件設定方法。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載の成形条件設定方法であって、
前記工程(c)において、第1成形条件と、前記第1成形条件に含まれるパラメーターである第1パラメーターが前記第1成形条件と異なる第2成形条件と、を設定し、
前記工程(d)は、
前記射出成形機が前記第1成形条件で第1成形品を成形する工程と、
前記射出成形機が前記第2成形条件で第2成形品を成形する工程と、を備え、
前記工程(e)において、前記第1成形品と前記第2成形品の比較結果に応じて、前記第1成形条件と前記第2成形条件のうちから前記最適条件を選択する、
成形条件設定方法。
【請求項3】
請求項1に記載の成形条件設定方法であって、
前記工程(b)において、前記水分量は分光計によって測定される、
成形条件設定方法。
【請求項4】
請求項3に記載の成形条件設定方法であって、
前記分光計は、前記材料が貯留されるホッパーに配置されている、
成形条件設定方法。
【請求項5】
請求項1に記載の成形条件設定方法であって、
(f)前記環境条件に合わせて調整されるファクターであって、前記成形品の成形に関する前記ファクターの設定値を設定する工程をさらに備え、
前記工程(c)において、前記工程(d)における前記ファクターの実効値が前記設定値に近い値となるように前記成形条件を設定し、
前記ファクターは、前記成形型の温度と、前記可塑化材料の温度と、前記可塑化材料の圧力と、前記可塑化材料の射出速度と、前記成形型の冷却時間と、の少なくともいずれか1つを含む、
成形条件設定方法。
【請求項6】
請求項5に記載の成形条件設定方法であって、
前記工程(d)は、
前記実効値を監視する工程と、
前記環境条件と、前記成形条件と、前記環境条件下において前記成形条件で前記成形品が成形されたときの前記実効値と、を関連付けた第1情報を記憶部に記憶する工程と、を備える、
成形条件設定方法。
【請求項7】
請求項6に記載の成形条件設定方法であって、
(g)射出成形機が前記環境条件下において前記最適条件で前記成形品を成形する工程をさらに備え、
前記工程(g)において、前記実効値が予め定められた範囲を外れて変動した場合に、前記第1情報に基づいて前記最適条件を修正する、
成形条件設定方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、成形条件設定方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
特許文献1には、良品成形条件で試し打ちテストを実施して環境変化に由来する成形変数の変動幅を測定し、測定された変動幅に基づいて成形変数を修正した更新成形条件を作成する、射出成形機の成形条件最適化方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平10-272663号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
成形品を成形するために最適な成形条件は、射出成形機の周辺の温度及び湿度を含む環境条件によって異なる。そのため、成形品の生産が行われる場所の環境条件下における最適な成形条件を決定する技術が望まれている。
【課題を解決するための手段】
【0005】
本開示の第1の形態によれば、成形品を成形する射出成形機の成形条件設定方法が提供される。この成形条件設定方法は、(a)前記射出成形機の周辺の温度及び湿度を調整する工程と、(b)前記成形品の成形に使用される材料の水分量を取得する工程と、(c)前記射出成形機による前記成形品の成形条件を複数設定する工程と、(d)前記工程(a)で調整された前記温度及び前記湿度と、前記工程(b)で取得された前記水分量と、を含む環境条件下で、前記射出成形機が前記材料を可塑化した可塑化材料を成形型に射出することにより、複数の前記成形条件で前記成形品を成形する工程と、(e)前記工程(d)で成形された前記成形品の品質に基づいて、前記環境条件下における前記成形条件の最適条件を決定する工程と、を備え、前記工程(a)において、前記温度を、前記成形品の生産が行われる場所の温度に調整し、前記湿度を、前記成形品の生産が行われる場所の湿度に調整する。
【図面の簡単な説明】
【0006】
成形条件設定システムの概略構成を示す説明図である。
制御装置の概略構成を示す説明図である。
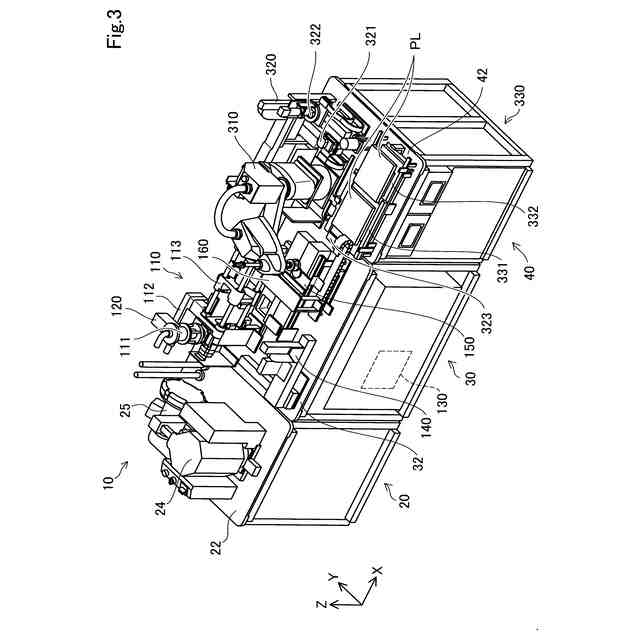
カバーが取り外された状態の各ユニットの斜視図である。
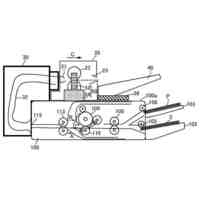
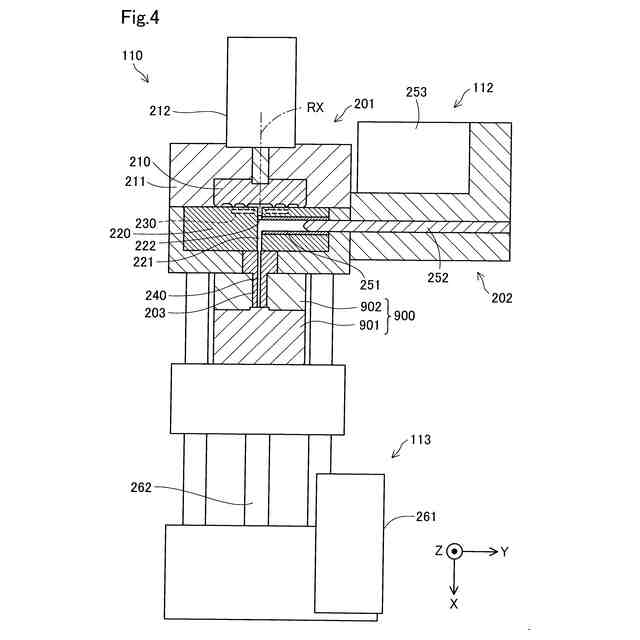
射出成形機の概略構成を示す断面図である。
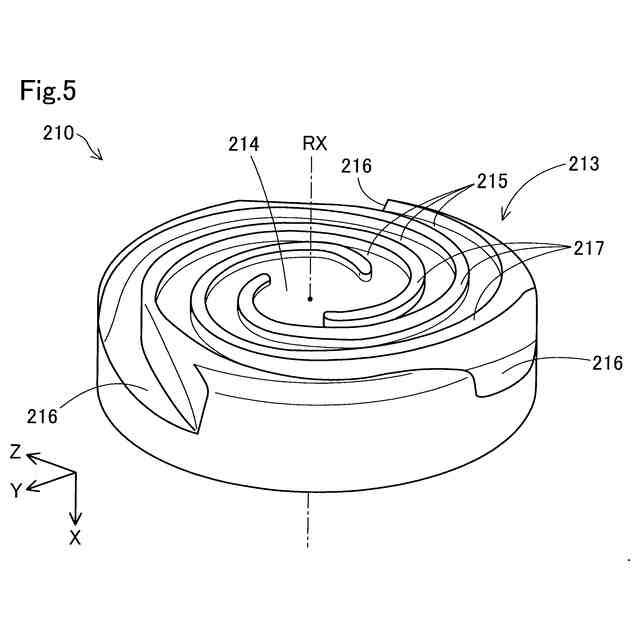
スクリューの概略構成を示す斜視図である。
バレルの概略平面図である。
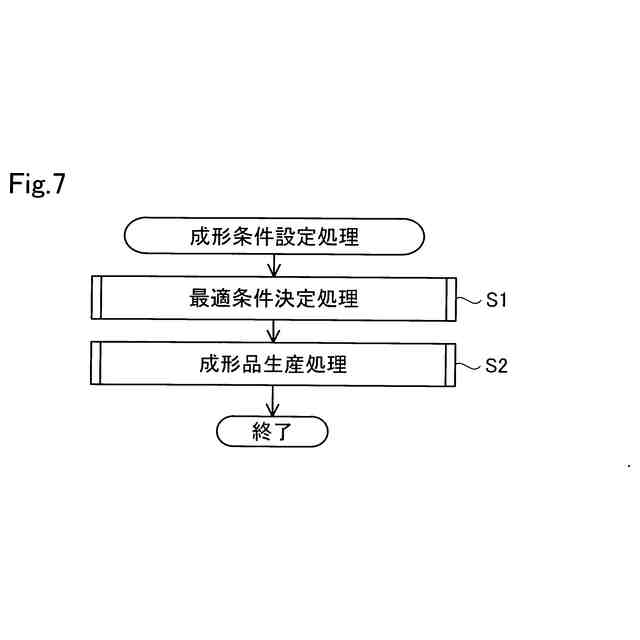
成形条件設定処理の工程図である。
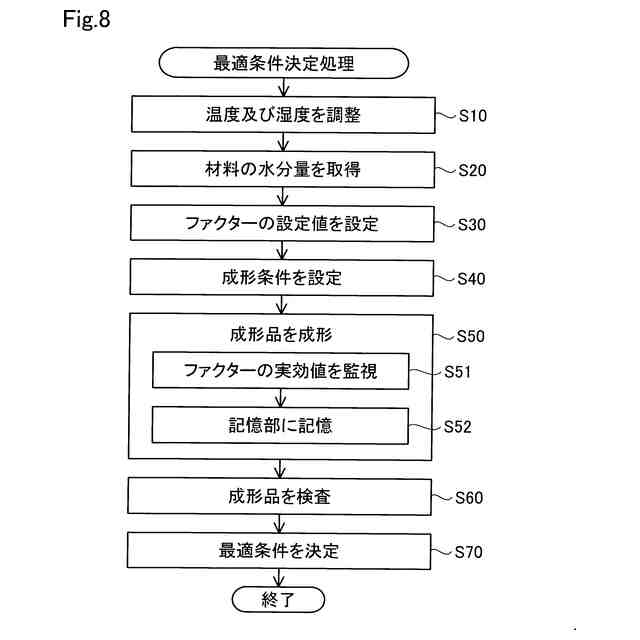
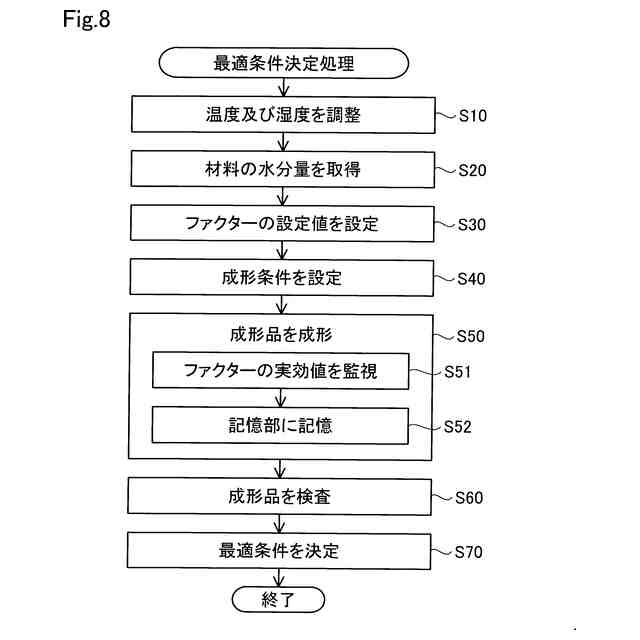
最適条件決定処理の工程図である。
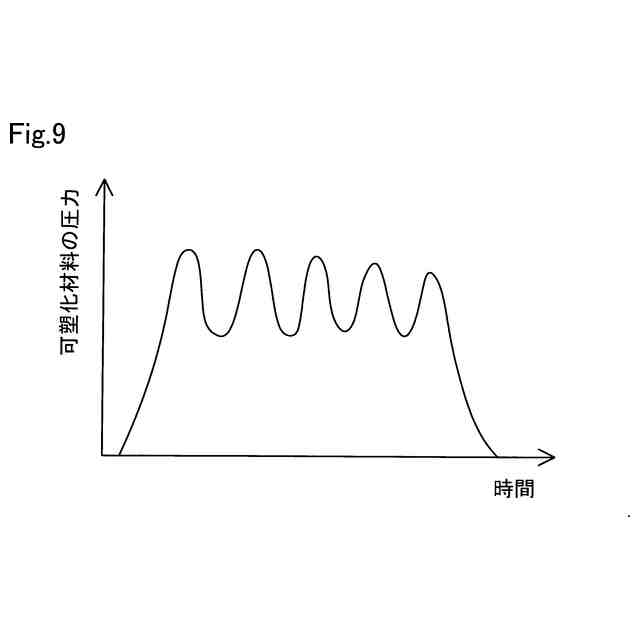
実効値の時間変化の例を示す図である。
成形品生産処理の工程図である。
【発明を実施するための形態】
【0007】
A.第1実施形態:
図1は、成形条件設定システム100の概略構成を示す説明図である。図1には、互いに直交するX,Y,Z方向を表す矢印が示されている。X方向およびY方向は、水平面に平行な方向である。Z方向は、鉛直方向に平行な方向である。図1におけるX,Y,Z方向と、他の図におけるX,Y,Z方向とは、同じ方向を指し示している。向きを特定する場合には、矢印の指し示す方向である正の方向を「+」、矢印の指し示す方向とは反対の方向である負の方向を「-」として、方向表記に正負の符号を併用する。成形条件設定システム100は、射出成形システム10と、制御装置80と、恒温恒湿器90と、を備える。
【0008】
射出成形システム10は、材料供給ユニット20と、射出成形ユニット30と、検査収納ユニット40と、コントローラー50と、を備える。材料供給ユニット20と、射出成形ユニット30と、検査収納ユニット40は、-X方向から+X方向に向かってこの順に並んで配置されている。各ユニットは、隣り合う他のユニットに着脱可能に連結されている。各ユニットは、箱状の筐体を備えており、1つまたは複数の装置や部材などが筐体の内部に集約されることによって、1つのユニットとして構成されている。以下では、材料供給ユニット20の筐体を第1筐体21、射出成形ユニット30の筐体を第2筐体31、検査収納ユニット40の筐体を第3筐体41とも呼ぶ。第1筐体21は、第1基台22と、第1基台22の上面を覆う第1カバー23と、を備える。第2筐体31は、第2基台32と、第2基台32の上面を覆う第2カバー33と、を備える。第3筐体41は、第3基台42と、第3基台42の上面を覆う第3カバー43と、を備える。第1カバー23、第2カバー33、及び第3カバー43は、各カバーの内部の空間が連通するように設けられている。以下では、第1カバー23、第2カバー33、及び第3カバー43を、まとめて単にカバーと呼ぶ。
【0009】
コントローラー50は、第2基台32の内部に設けられている。コントローラー50は、PLC(プログラマブルロジックコントローラー)によって構成されている。コントローラー50は、ラダー言語等の言語によってプログラミングされることにより、各ユニットに設けられた各種装置の連携動作を制御する。コントローラー50は、制御装置80と接続されている。
【0010】
図2は、制御装置80の概略構成を示す説明図である。制御装置80は、処理部81と、記憶部82と、通信部83と、を備えるコンピューターによって構成されている。処理部81は、1つ又は複数のプロセッサーを備えている。処理部81は、記憶部82に記憶されたプログラムを実行することで、射出成形システム10の各部の動作を制御する。記憶部82は、RAMなどの主記憶装置と、ハードディスクドライブなどの補助記憶装置により構成される。なお、制御装置80は、コンピューターによって構成される代わりに、各機能の少なくとも一部を実現するための複数の回路を組み合わせた構成により実現されてもよい。制御装置80には、キーボードやマウスなどの入力装置84と、液晶ディスプレイなどの表示装置85とが接続されている。なお、入力装置84と表示装置85は、タッチパネルとして一体化されていてもよい。制御装置80は、サーバーでもよい。また、制御装置80は、複数台のコンピューターから構成されてもよい。制御装置80は、例えば、1台のコンピューターと複数台のサーバーから構成されてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
1日前
東レ株式会社
プリプレグテープ
10か月前
シーメット株式会社
光造形装置
7か月前
CKD株式会社
型用台車
7か月前
東レ株式会社
フィルムの製造方法
23日前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法
29日前
株式会社日本製鋼所
押出機
10か月前
東レ株式会社
フィルムの製造方法
4か月前
個人
射出ミキシングノズル
9か月前
個人
樹脂可塑化方法及び装置
6か月前
東レ株式会社
フィルムの製造方法。
9日前
日機装株式会社
加圧システム
3か月前
株式会社FTS
ロッド
6か月前
株式会社カワタ
計量混合装置
2か月前
株式会社FTS
成形装置
7か月前
株式会社シロハチ
真空チャンバ
9か月前
株式会社リコー
シート剥離装置
11か月前
トヨタ自動車株式会社
射出装置
4か月前
東レ株式会社
一体化成形品の製造方法
11か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
株式会社漆原
シートの成形方法
2か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
3か月前
株式会社リコー
画像形成システム
7か月前
株式会社不二越
射出成形機
3か月前
TOWA株式会社
成形型清掃用のブラシ
10か月前
株式会社コスメック
射出成形装置
2か月前
三菱自動車工業株式会社
予熱装置
10か月前
株式会社FTS
セパレータ
6か月前
株式会社不二越
射出成形機
2か月前
株式会社神戸製鋼所
混練機
5か月前
株式会社日本製鋼所
押出成形装置
10か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ