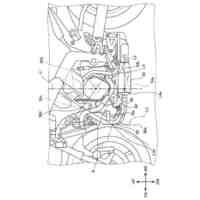
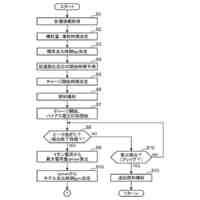
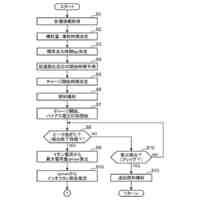
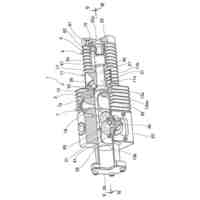
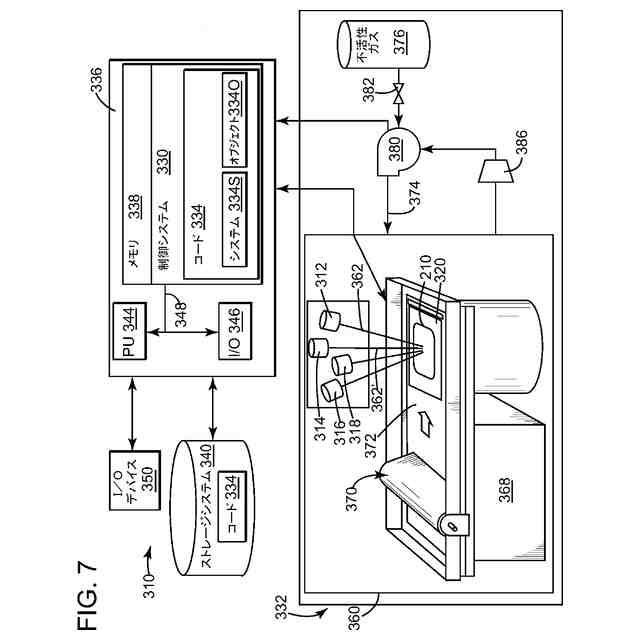
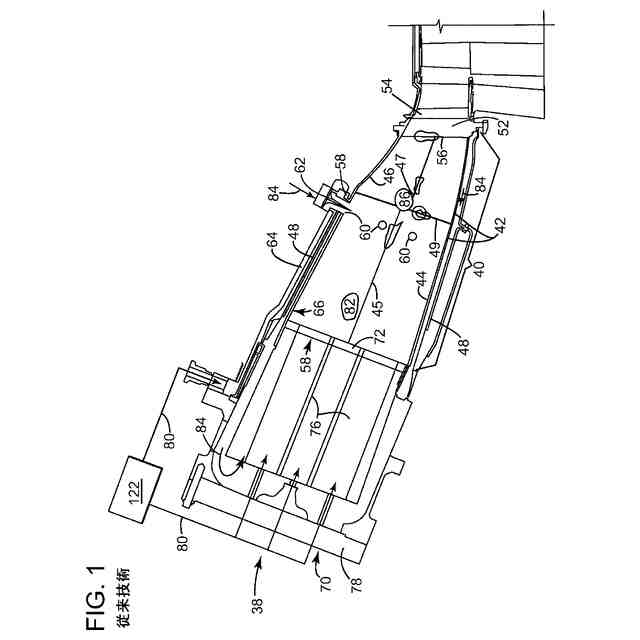
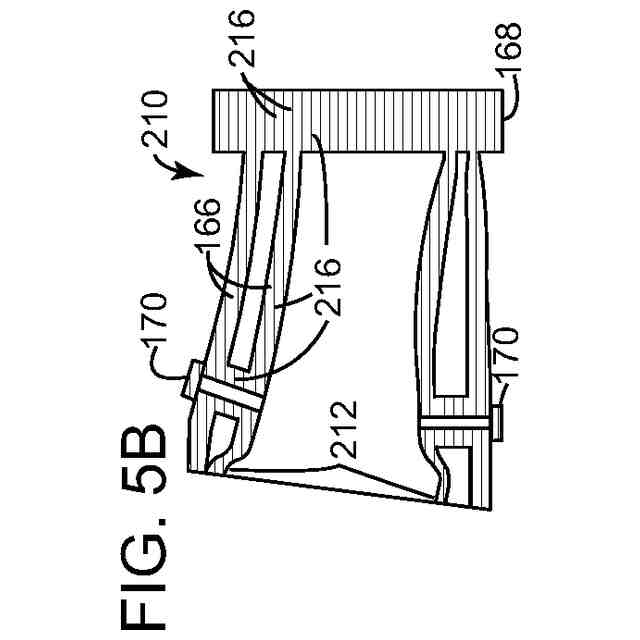
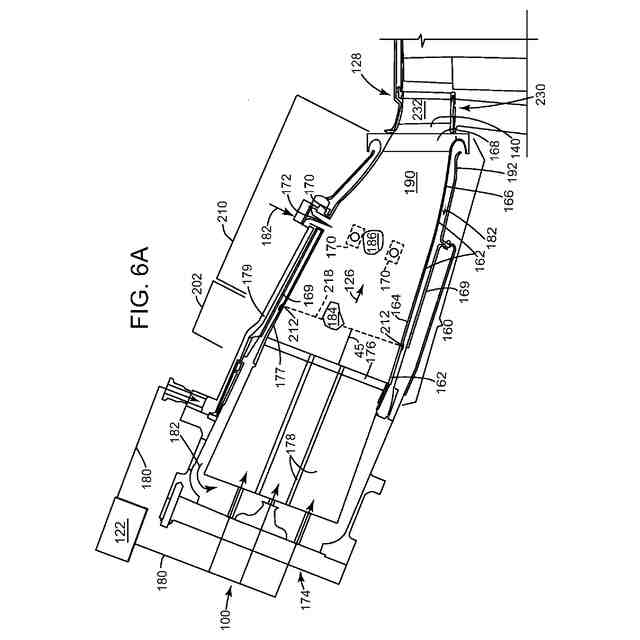
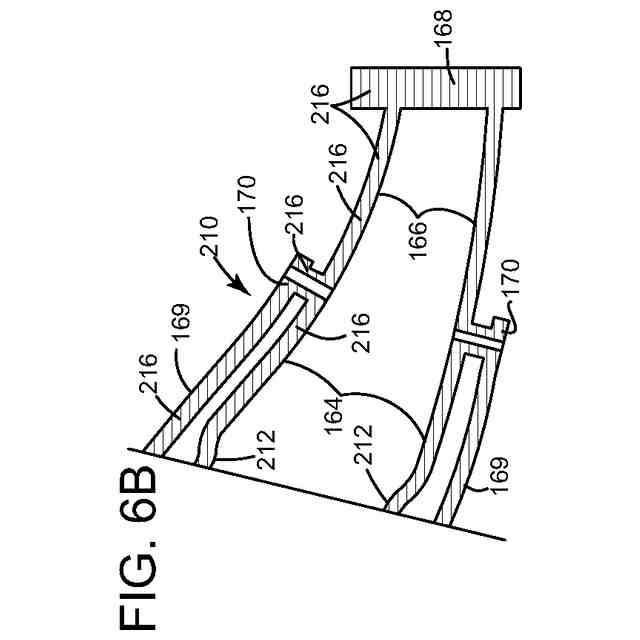
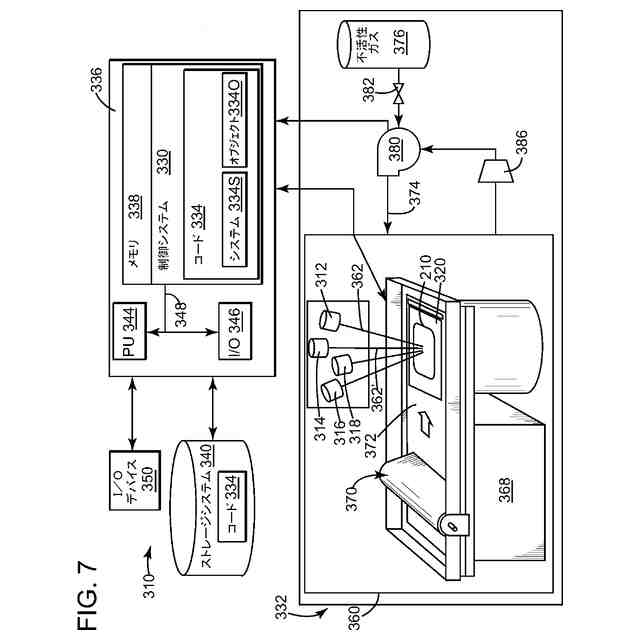
公開番号2025106199 公報種別公開特許公報(A) 公開日2025-07-15 出願番号2024216163 出願日2024-12-11 発明の名称既存の燃焼器部品の交換のための付加製造テーパ状移行部と後方フレーム 出願人ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング,General Electric Technology GmbH 代理人個人,弁理士法人NIP&SBPJ国際特許事務所 主分類F02C 7/00 20060101AFI20250708BHJP(燃焼機関;熱ガスまたは燃焼生成物を利用する機関設備) 要約【課題】既存の燃焼器部品と交換するための、付加製造されたテーパ状移行部分と後方フレームを提供する。 【解決手段】ガスタービン(GT)システムの燃焼器は、第1のレベルでの腐食を有する非付加製造(非AM)部品と、非AM部品に結合された交換用付加製造(AM)部品(210)を含む燃焼器本体とを含む。交換用AM部品(210)の第2のレベルでの腐食は、第1のレベルよりも低い。交換用AM部品(210)は、燃焼器本体の後方フレームとテーパ状移行部の後部と、テーパ状移行部と後方フレームの後部に延びる複数の共有平行焼結金属層とを含む。交換用AM部品(210)は、非AM部品の最後方の残りの端部を受け取るように構成されたその最前方端部に受容要素も含んでもよい。 【選択図】図7 特許請求の範囲【請求項1】 燃焼器本体(160)を含む燃焼器(100)の補修方法であって、 燃焼器本体(160)は、 円筒形部分(164)とテーパ状移行部(166)とを含む燃焼ライナ(162)と、テーパ状移行部(166)の後方端部に結合された後方フレーム(168)とを含み、 方法は、 燃焼器本体(160)の非付加製造(非AM)部品を取り外すステップと、 燃焼器本体(160)の残りの非AM部品(202)と取り外した非AM部品(200)を作成するステップであって、取り外した非AM部品(200)は、燃焼器本体(160)の後方フレーム(168)およびテーパ状移行部(166)の少なくとも後方部分を含む、前記ステップと、 取り外した非AM部品(200)用の交換用付加製造(AM)部品(210)を付加製造するステップであって、交換用AM部品(210)は、燃焼器本体(160)の残りの非AM部品(202)の一部と、複数の平行な焼結金属層(216)とを受け入れるように構成された受容要素(212)を含み、交換用AM部品(210)は、燃焼器本体(160)の後方フレーム(168)とテーパ状移行部(166)の前記後方部分を少なくとも含む、前記ステップと、 交換用AM部品(210)を燃焼器本体(160)の残りの非AM部品(202)に結合するステップと、を含む、方法。 続きを表示(約 1,400 文字)【請求項2】 取り外した非AM部品(200)は、溶接部、ホットスポット、および高応力形状を含む群から選択される少なくとも1つの寿命制限構造を含む、請求項1に記載の方法。 【請求項3】 結合するステップは、残りの非AM部品(202)が受容要素(212)と接触する位置で交換用AM部品(210)を燃焼器本体(160)の残りの非AM部品(202)に溶接することを含む、請求項1に記載の方法。 【請求項4】 交換用AM部品(210)は、取り外した非AM部品(200)にはない、その内部に画定される少なくとも1つの冷却通路(217)を含む、請求項1に記載の方法。 【請求項5】 交換用AM部品(210)における複数の平行な焼結金属層(216)は、後方フレーム(168)及びテーパ状移行部(166)の後方部分に延びる、請求項1に記載の方法。 【請求項6】 取り外した非AM部品(200)は、テーパ状移行部(166)の上流側に軸方向燃料段(AFS)噴射器マウント(170)をさらに含み、交換用AM部品(210)は、さらに、AFS噴射器マウント(170)と、AFS噴射器マウント(170)内に延びる、複数の平行な焼結金属層(216)とを含む、請求項5に記載の方法。 【請求項7】 取り外した非AM部品(200)は、AFS噴射器マウント(170)の上流側にある燃焼ライナ(162)の円筒形部分(164)の一部をさらに含み、交換用AM部品(210)は、燃焼ライナ(162)の円筒形部分(164)の一部内に延びる複数の平行な焼結金属層(216)と燃焼ライナ(162)の円筒形部分(164)の一部とさらに含む、請求項6に記載の方法。 【請求項8】 取り外した非AM部品(200)は、第1の材料を含み、交換用AM部品(210)は、第1の材料とは異なる第2の材料を含む、請求項1に記載の方法。 【請求項9】 ガスタービン(GT)システム(90)用の燃焼器(100)であって、 燃焼器(100)は、燃焼器本体(160)を含み、 燃焼器本体(160)は、 円筒形部分(164)とテーパ状移行部(166)とを含む燃焼ライナ(162)と、 軸方向燃料段(AFS)噴射器マウント(170)と、 テーパ状移行部(166)の後方端部に後方フレーム(168)と、 を含み、 燃焼器本体(160)は、第1のレベルでの腐食を有する第1の非付加製造(非AM)部品(202)と、第1の非AM部品(202)に結合された第2の付加製造(AM)部品(210)とを含み、 第2のAM部品(210)は、第1のレベルよりも小さい第2のレベルで腐食を有し、 第2のAM部品(210)は、テーパ状移行部(166)及び後方フレーム(168)の少なくとも1つの後方部分と、テーパ状移行部(166)及び後方フレーム(168)の少なくとも後方部分内に延びる複数の共有の平行焼結金属層(216)とを含む、燃焼器(100)。 【請求項10】 第2のAM部品(210)は、第1の非AM部品(202)の一部を受け、第1の非AM部品(202)と第2のAM部品(210)とを接合するように構成された受容要素(212)を含む、請求項9に記載の燃焼器(100)。 (【請求項11】以降は省略されています) 発明の詳細な説明【技術分野】 【0001】 開示は、一般にターボ機械燃焼器、より具体的には、燃焼ライナのテーパ状移行部の後方部分少なくとも後方部分および燃焼器本体の既存の部品を交換するための後方フレームを含む付加製造部品に関連する。 続きを表示(約 3,700 文字)【背景技術】 【0002】 ガスタービンシステムは、燃料が燃焼して燃焼ガスの流れを作り出し、それが下流のタービンセクションで運動エネルギーに変換される複数の燃焼器を含む燃焼セクションを含む。現在の燃焼器には、溶接する必要のある多数の部品が含まれている。例えば、燃焼器本体は、円筒形部分を有する燃焼ライナと、テーパ状移行部の後方端部に後方フレームを有するテーパ状移行部を含んでもよい。なお、円筒形部分及びテーパ状移行部は、プレス加工された金属製であってもよく、後方フレームは鋳造製であってもよい。後方フレームは、テーパ状移行部をタービンイン入口に結合し、テーパ状移行部の後方端部に溶接されている。溶接部は、燃焼器本体内の複数の寿命制限構造の一例を表している。テーパ状移行部および/または後方フレームを修理または交換するための現在のアプローチには、通常、寿命を制限する溶接部やその他の潜在的に寿命を制限する構造を含む、同じ構造および材料で各部品を個別に交換することが含まれる。 【0003】 直接金属レーザー溶融(DMLM:direct metal laser melting)や選択的レーザー溶融(SLM:selective laser melting)などの付加製造は、燃焼器部品を製造するための信頼性の高い製造方法として浮上している。ビルドプラットフォームのサイズおよび処理チャンバのサイズは、これらの技術を使用して製造され得る燃焼器部品のサイズを制限することが理解される。さらに、大型部品は通常、より長い造形時間を必要とするため、大規模な燃焼器部品に対する付加製造の使用は容易に採用されていないことが評価されるかもしれない。 【発明の概要】 【0004】 以下に示すすべての側面、例、および機能は、技術的に可能な方法で組み合わせることができる。 【0005】 開示の一態様は、円筒形部分とテーパ状移行部とを含む燃焼ライナを含む燃焼器本体と、前記テーパ状移行部の後方端部に結合された後方フレームとを含みを含む燃焼器の補修方法(a method of repairing a combustor including a combustor body including a combustion liner including a cylindrical portion and a tapered transition portion, and an aft frame coupled to an aft end of the tapered transition portion)であって、前記燃焼器本体の非付加製造(非AM)部分を取り外すステップ(removing a non-additively manufactured (non-AM) part of the combustor body)と、前記燃焼器本体の取り外した非AM部品と残りの非AM部品を作成するステップであって、前記取り外した非AM部品は、少なくとも前記テーパ状移行部の後方部分と前記燃焼器本体の前記後方フレームを含む、前記ステップ(creating a removed non-AM part and a remaining non-AM part of the combustor body, wherein the removed non-AM part includes at least an aft section of the tapered transition portion and the aft frame of the combustor body)と、前記取り外した非AM部品用の交換用付加製造(AM)部品を付加製造するステップであって、前記交換用AM部品は、前記燃焼器本体の前記残りの非AM部品の一部と複数の平行な焼結金属層とを受け入れるように構成された受容要素を含み、前記交換用AM部品は、少なくとも前記テーパ状移行部の前記後方部分と前記燃焼器本体の前記後方フレームとを含む、前記ステップ(additively manufacturing a replacement additively manufactured (AM) part for the removed non-AM part, the replacement AM part including a receiving element configured to receive part of the remaining non-AM part of the combustor body and a plurality of parallel, sintered metal layers; wherein the replacement AM part includes at least the aft section of the tapered transition portion and the aft frame of the combustor body)と、前記交換用AM部品を前記燃焼器本体の前記残りの非AM部品に結合するステップ(coupling the replacement AM part to the remaining non-AM part of the combustor body)と、を含む、方法。 【0006】 開示の別の態様は、先行する態様を含み、前記取り外した非AM部品は、溶接部、ホットスポット、および高応力形状を含む群から選択される少なくとも1つの寿命制限構造を含む(the removed non-AM part includes at least one life-limiting structure selected from a group comprising: a weld, a hot spot, and a high stress geometry)。 【0007】 開示の別の態様は、先行する態様のいずれかを含み、前記結合するステップは、前記残りの非AM部品が前記受容要素に接触する場所の前記燃焼器本体の前記残りの非AM部品に、前記交換用AM部品を溶接することを含む(the coupling includes welding the replacement AM part to the remaining non-AM part of the combustor body where the remaining non-AM part meets the receiving element)。 【0008】 開示の別の態様は、先行する態様のいずれかを含み、前記交換用AM部品は、その中に画定される少なくとも1つの冷却通路を含む(the replacement AM part includes at least one cooling passage defined therein)。 【0009】 本開示の別の態様は、先行する態様のいずれかを含み、前記交換用AM部品における前記複数の平行な焼結金属層は、前記テーパ状移行部および前記後方フレームの前記後方部分に延びている(the plurality of parallel, sintered metal layers in the replacement AM part extends into the aft section of the tapered transition portion and the aft frame)。 【0010】 開示の別の態様は、先行する態様のいずれかを含み、前記取り外した非AM部品は、前記テーパ状移行部の上流に軸方向燃料段(AFS)噴射器マウントをさらに含み(the removed non-AM part further includes an axial fuel stage (AFS) injector mount upstream of the tapered transition portion)、前記交換用AM部品は、前記AFS噴射器マウントをさらに含み(the replacement AM part further includes the AFS injector mount)、前記交換用AM部品内の複数の平行な焼結金属層が前記AFS噴射器マウント内に延びている(the plurality of parallel, sintered metal layers in the replacement AM part extends into the AFS injector mount)。 (【0011】以降は省略されています) この特許をJ-PlatPatで参照する
 特許ウォッチ
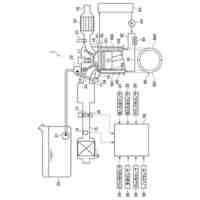
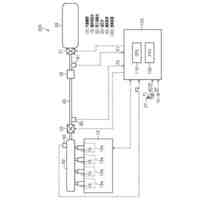
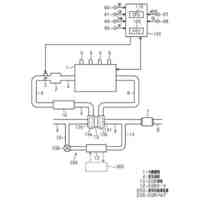
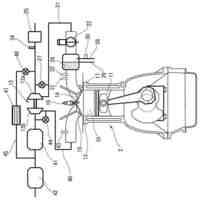
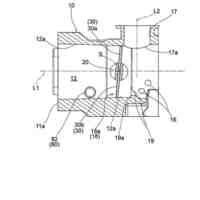
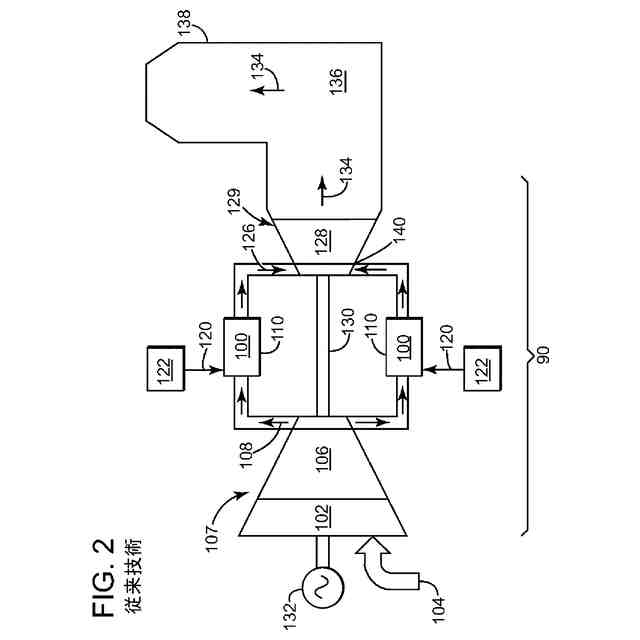
特許ウォッチ