TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025112417
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2024006622
出願日
2024-01-19
発明の名称
熱間圧延棒鋼の製造方法及び鋼素材の選定方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C21D
8/06 20060101AFI20250725BHJP(鉄冶金)
要約
【課題】、熱間圧延棒鋼において、事前の表面品質を予測することができる、熱間圧延棒鋼の製造方法及び鋼素材の選定方法を提供すること。
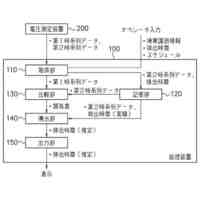
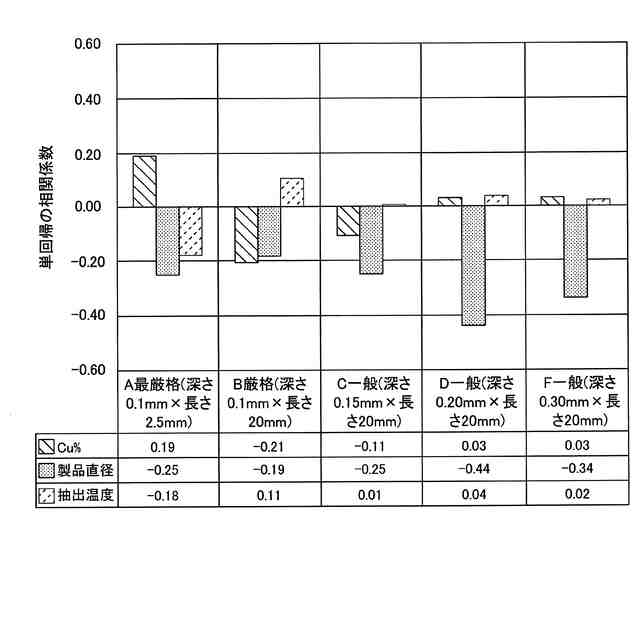
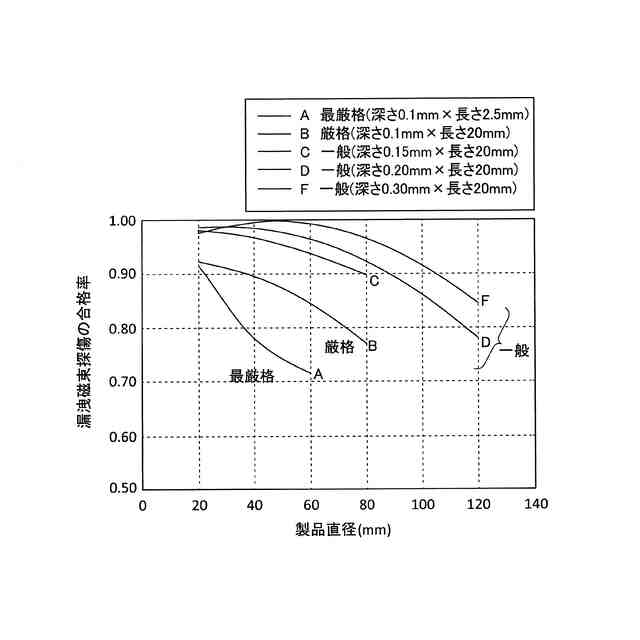
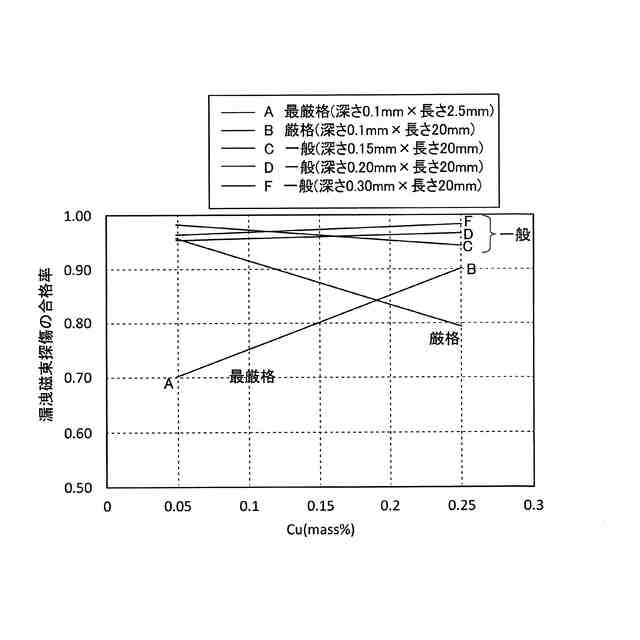
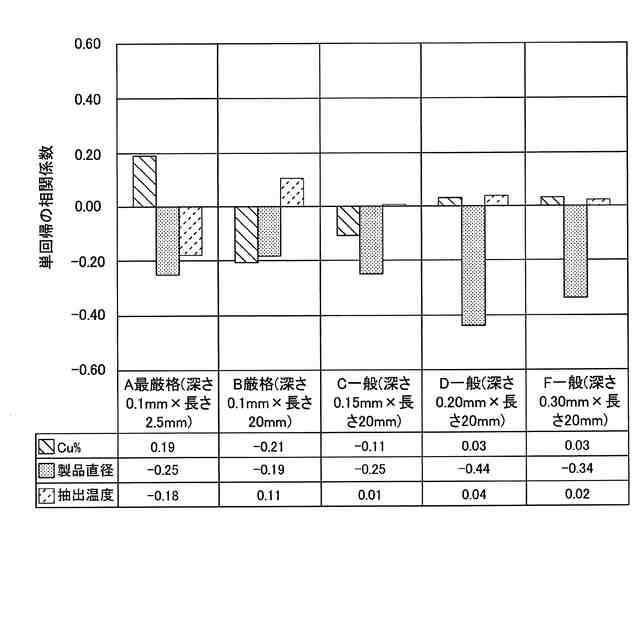
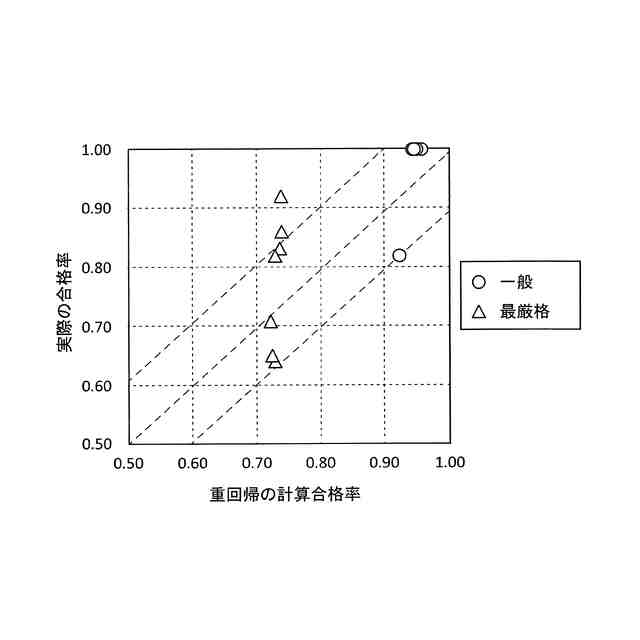
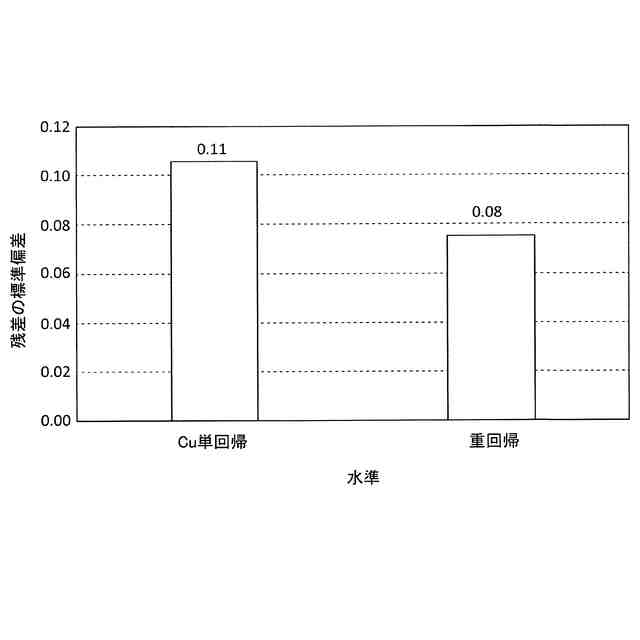
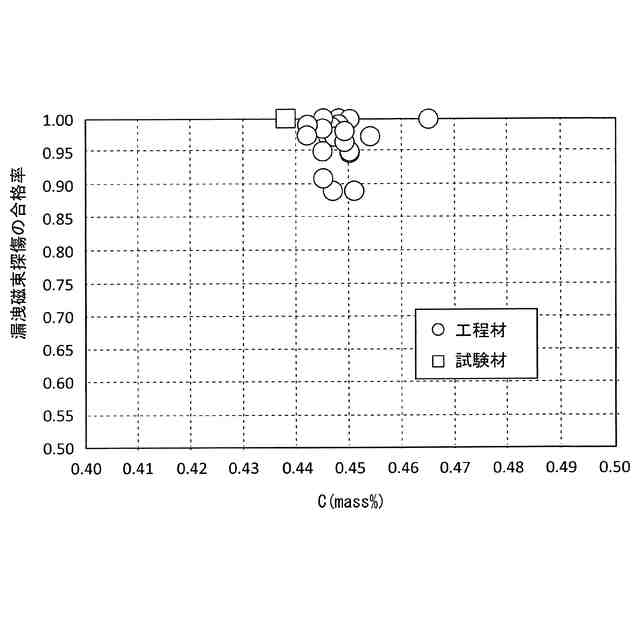
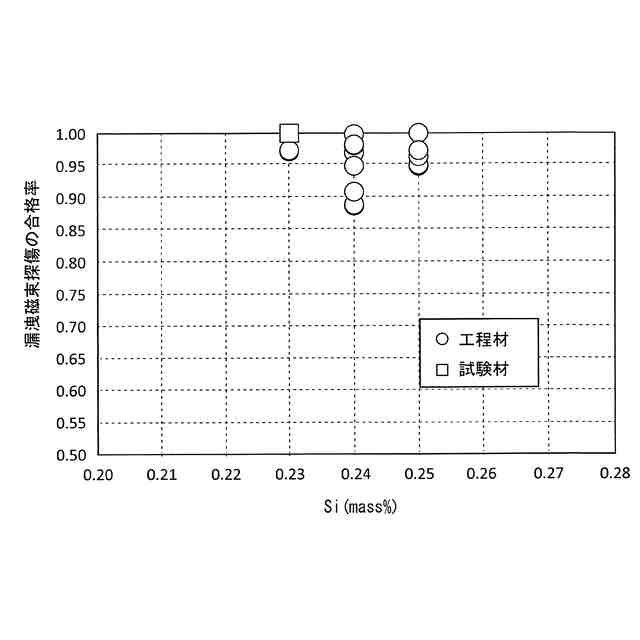
【解決手段】Cuを含有した熱間圧延棒鋼の製造方法であって、熱間圧延される熱間圧延棒鋼について、漏洩磁束探傷の合格率を、(1)式を用いて計算し、表面品質を事前に予測する、熱間圧延棒鋼の製造方法。A=-a×D-b×[Cu]+c×T+d+e ・・・(1)ここで、Aは漏洩磁束探傷の合格率、Dは熱間圧延棒鋼の製品直径[mm]、[Cu]は熱間圧延棒鋼のCu含有量[mass%]、Tは熱間圧延棒鋼を製造する際の抽出温度[℃]、a,b及びcは係数、dは定数、eは漏洩磁束探傷係数である。
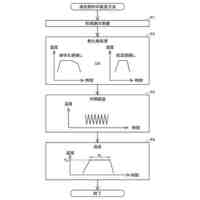
【選択図】 図4
特許請求の範囲
【請求項1】
Cuを含有した熱間圧延棒鋼の製造方法であって、
熱間圧延される前記熱間圧延棒鋼について、漏洩磁束探傷の合格率を、(1)式を用いて計算し、表面品質を事前に予測する、熱間圧延棒鋼の製造方法。
A=-a×D-b×[Cu]+c×T+d+e ・・・(1)
ここで、Aは漏洩磁束探傷の合格率、Dは熱間圧延棒鋼の製品直径[mm]、[Cu]は熱間圧延棒鋼のCu含有量[mass%]、Tは熱間圧延棒鋼を製造する際の抽出温度[℃]、a,b及びcは係数、dは定数、eは漏洩磁束探傷係数である。
続きを表示(約 510 文字)
【請求項2】
前記(1)式において、係数aが0.002、係数bが0.157、係数cが0.00005、定数dが0.818である、請求項1に記載の熱間圧延棒鋼の製造方法。
【請求項3】
前記熱間圧延棒鋼は、製品直径が20mm以上120mm以下、Cu含有量が0.01mass%以上0.30mass%以下であり、
熱間圧延する際の加熱炉からの抽出温度は、950℃以上1200℃以下である、請求項2に記載の熱間圧延棒鋼の製造方法。
【請求項4】
Cuを含有した熱間圧延棒鋼を製造する際の鋼素材の選定方法であって、
熱間圧延される前記熱間圧延棒鋼について、漏洩磁束探傷の合格率を、(1)式を用いて計算し、目標とする合格率を満足するCu含有量の鋼素材を選定する、鋼素材の選定方法。
A=-a×D-b×[Cu]+c×T+d+e ・・・(1)
ここで、Aは漏洩磁束探傷の合格率、Dは熱間圧延棒鋼の製品直径[mm]、[Cu]は熱間圧延棒鋼のCu含有量[mass%]、Tは熱間圧延棒鋼を製造する際の抽出温度[℃]、a,b及びcは係数、dは定数、eは漏洩磁束探傷係数である。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱間圧延棒鋼の製造方法及び鋼素材の選定方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
Cuを含有した鋼は、Cu濃度に比例して微細な表面疵が発生するため、生産性を阻害している。これに対して、特許文献1では、薄スラブ熱延コイルでの、溶鋼のCu当量と生産すべきコイルの厚さを式:(Cu当量×100)+(1.5×コイル厚さ)に代入して補正値Aを求めた後、補正値Aを式:0.0067×A
2
-0.088×Aに適用してスケール疵の指数を予測する方法が行われている。
【先行技術文献】
【特許文献】
【0003】
特表2012-528723号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、従来の特許文献1の方法では、薄スラブ熱延コイルを前提としているため、熱間圧延棒鋼には適用しにくいという問題点があった。また、Cu以外の表面品質変動要因の圧延温度や表面品質要求レベルが計算前提に無く、その変動を予測できない課題があった。
【0005】
そこで、本発明は、上記の課題に着目してなされたものであり、熱間圧延棒鋼において、事前の表面品質を予測することができる、熱間圧延棒鋼の製造方法及び鋼素材の選定方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
本発明の一態様によれば、Cuを含有した熱間圧延棒鋼の製造方法であって、
熱間圧延された前記熱間圧延棒鋼について、漏洩磁束探傷の合格率を、(1)式を用いて計算し、表面品質を事前に予測する、熱間圧延棒鋼の製造方法が提供される。
A=-a×D-b×[Cu]+c×T+d+e ・・・(1)
ここで、Aは漏洩磁束探傷の合格率、Dは熱間圧延棒鋼の製品直径[mm]、[Cu]は熱間圧延棒鋼のCu含有量[mass%]、Tは熱間圧延棒鋼を製造する際の抽出温度[℃]、a,b及びcは係数、dは定数、eは漏洩磁束探傷係数である。
【0007】
(1)本発明の一態様によれば、Cuを含有した熱間圧延棒鋼の製造方法であって、熱間圧延される前記熱間圧延棒鋼について、漏洩磁束探傷の合格率を、(1)式を用いて計算し、表面品質を事前に予測する、熱間圧延棒鋼の製造方法が提供される。
A=-a×D-b×[Cu]+c×T+d+e ・・・(1)
ここで、Aは漏洩磁束探傷の合格率、Dは熱間圧延棒鋼の製品直径[mm]、[Cu]は熱間圧延棒鋼のCu含有量[mass%]、Tは熱間圧延棒鋼を製造する際の抽出温度[℃]、a,b及びcは係数、dは定数、eは漏洩磁束探傷係数である。
【0008】
(2)上記(1)の熱間圧延棒鋼の製造方法において、前記(1)式において、係数aが0.002、係数bが0.157、係数cが0.00005、定数dが0.818である。
【0009】
(3)上記(2)の熱間圧延棒鋼の製造方法において、前記熱間圧延棒鋼は、製品直径が20mm以上120mm以下、Cu含有量が0.01mass%以上0.30mass%以下であり、熱間圧延する際の加熱炉からの抽出温度は、950℃以上1200℃以下である。
【0010】
(4)本発明の一態様によれば、Cuを含有した熱間圧延棒鋼を製造する際の鋼素材の選定方法であって、熱間圧延される上記熱間圧延棒鋼について、漏洩磁束探傷の合格率を、(1)式を用いて計算し、目標とする合格率を満足するCu含有量の鋼素材を選定する、鋼素材の選定方法が提供される。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新和環境株式会社
炉システム
4か月前
新和環境株式会社
炉システム
4か月前
日本製鉄株式会社
転炉精錬方法
4か月前
日本製鉄株式会社
溶鋼の製造方法
1日前
富士電子工業株式会社
焼入れ装置
1日前
日本製鉄株式会社
溶鋼の製造方法
5か月前
株式会社伊原工業
還元鉄の製造方法
4か月前
日本製鉄株式会社
スラグの排出方法
5か月前
中外炉工業株式会社
連続式熱処理炉
2か月前
日本製鉄株式会社
溶銑の予備処理方法
29日前
中外炉工業株式会社
前処理装置
1か月前
株式会社デンケン
高温炉
4か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
1か月前
大同特殊鋼株式会社
浸炭部材の製造方法
1か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
5日前
東京窯業株式会社
溶鋼処理用の浸漬管
29日前
東京窯業株式会社
溶鋼処理用の浸漬管
4か月前
日本製鉄株式会社
脱りん方法
2か月前
JFEスチール株式会社
高炉の原料装入方法
12日前
大同特殊鋼株式会社
熱処理設備
7日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
高炉の操業方法
3か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
4か月前
日本製鉄株式会社
鋼の製造方法
3か月前
日本製鉄株式会社
鋼の製造方法
1か月前
富士電子工業株式会社
クランクシャフト支持装置
2か月前
日本製鉄株式会社
棒製品の製造方法
1か月前
トヨタ自動車株式会社
鋼板部品の製造方法及び製造装置
3か月前
株式会社サンノハシ
金属加工品の製造方法
3か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
3か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
5か月前
日本製鉄株式会社
鋼の製造方法
2か月前
フタバ産業株式会社
金属部材の製造方法
12日前
フタバ産業株式会社
金属部材の製造方法
1日前
株式会社神戸製鋼所
取鍋への合金投入方法
28日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ