TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025112781
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2024007233
出願日
2024-01-22
発明の名称
トレーサビリティー解析装置、トレーサビリティー解析方法、および射出成形物の製造方法
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B29B
17/00 20060101AFI20250725BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】リサイクルされた樹脂成形品に関するトレーサビリティーを実現する。
【解決手段】トレーサビリティー解析装置は、標識物質を含む熱可塑性樹脂を成形してなる成形品の製造情報に対応付けられた標識情報であって、標識物質に関する情報である標識情報を取得する標識情報取得部と、標識物質を含む成形品について分光法を用いて得られる分光情報を取得する情報取得部と、分光情報と、標識情報とを用いて、製造情報を特定する特定部と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
標識物質を含む熱可塑性樹脂を成形してなる成形品の製造情報に対応付けられた標識情報であって、前記標識物質に関する情報である標識情報を取得する標識情報取得部と、
前記標識物質を含む前記成形品について分光法を用いて得られる分光情報を取得する情報取得部と、
前記分光情報と、前記標識情報とを用いて、前記製造情報を特定する特定部と、を備える、トレーサビリティー解析装置。
続きを表示(約 1,600 文字)
【請求項2】
請求項1に記載のトレーサビリティー解析装置であって、
前記標識物質は、無機材料である、トレーサビリティー解析装置。
【請求項3】
請求項1に記載のトレーサビリティー解析装置であって、
前記製造情報は、複数の製造項目情報を含み、
前記標識情報は、前記複数の製造項目情報に対応する複数の標識項目情報を含み、
前記複数の標識項目情報のそれぞれは、前記標識物質の材料種別と、前記標識物質の材料と、前記標識物質の形状と、前記標識物質の大きさと、前記標識物質の含有率とからなる群から選ばれた少なくとも1つである、トレーサビリティー解析装置。
【請求項4】
請求項3に記載のトレーサビリティー解析装置であって、
前記複数の製造項目情報それぞれは、前記成形品の製造日と、前記成形品の樹脂材料と、前記成形品の製造場所とからなる群から選ばれた1つである、トレーサビリティー解析装置。
【請求項5】
請求項4に記載のトレーサビリティー解析装置であって、
前記分光情報は、少なくとも分光スペクトルを含み、
前記複数の標識項目情報は、前記標識物質の材料と、前記標識物質の含有率とを少なくとも含み、
前記標識情報取得部は、前記標識物質の材料と前記標識物質の含有率との組み合わせに対応する前記分光スペクトルの情報の集合体である分光スペクトルライブラリーをさらに取得し、
前記特定部は、
前記情報取得部が取得した前記分光情報と一致する、前記分光スペクトルライブラリーに含まれる前記分光スペクトルがあるか否かを判断する判断処理と、
前記判断処理において、前記分光スペクトルがあると判断した場合、一致する前記分光スペクトルに対応する前記組み合わせを用いて、前記製造情報を特定する第1特定処理と、
前記判断処理において、前記分光スペクトルがないと判断した場合、前記分光スペクトルライブラリーに含まれる前記分光スペクトルと前記情報取得部が取得した前記分光情報との差分を用いて、前記組み合わせと前記製造情報とを特定する第2特定処理と、
前記第2特定処理にて特定した前記組み合わせに、前記情報取得部が取得した前記分光情報を対応付けた対応情報を、前記分光スペクトルライブラリーに追加するための追加処理と、を行う、トレーサビリティー解析装置。
【請求項6】
請求項1に記載のトレーサビリティー解析装置であって、
前記分光情報は、少なくとも分光スペクトルを含む、トレーサビリティー解析装置。
【請求項7】
請求項6に記載のトレーサビリティー解析装置であって、
前記分光法では、エタロン方式を用いて各波長域に分離された光が用いられる、トレーサビリティー解析装置。
【請求項8】
トレーサビリティー解析方法であって、
標識物質を含む熱可塑性樹脂を成形してなる成形品の製造情報に対応付けられた標識情報であって、前記標識物質に関する情報である標識情報を取得する標識情報取得工程と、
前記標識物質を含む前記成形品について分光法を用いて得られる分光情報を取得する情報取得工程と、
前記分光情報と、前記標識情報とを用いて、前記製造情報を特定する特定工程と、を備える、トレーサビリティー解析方法。
【請求項9】
射出成形物の製造方法であって、
予め定められた標識情報に従って、熱可塑性樹脂に標識物質を混入した混入材料を用意する用意工程と、
前記混入材料を用いて射出成形する成形工程と、を備え、
前記標識情報は、前記標識物質を含む射出成形品の製造情報に対応付けられた情報であって、前記標識物質に関する情報である、射出成形物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、トレーサビリティー解析装置、トレーサビリティー解析方法、および射出成形物の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、樹脂成形品に製造番号などの情報を記載する方法として、樹脂成形品に情報が印刷されたシールを貼付する方法やレーザーを用いて樹脂成形品に情報を記録する方法などがある。例えば、特許文献1には、成形品にレーザーマーキングするための技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2023-116558号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、樹脂成形品をリサイクルする場合に、樹脂成型品に付けられたシールやマークは、樹脂成形品から切り離される。このため、リサイクルされた樹脂成形品についての製造番号などの情報は失われる。そこで、リサイクルされた樹脂成形品に関するトレーサビリティーを実現する技術が求められている。
【課題を解決するための手段】
【0005】
本開示の第1形態によれば、トレーサビリティー解析装置が提供される。このトレーサビリティー解析装置は、標識物質を含む熱可塑性樹脂を成形してなる成形品の製造情報に対応付けられた標識情報であって、前記標識物質に関する情報である標識情報を取得する標識情報取得部と、前記標識物質を含む前記成形品について分光法を用いて得られる分光情報を取得する情報取得部と、前記分光情報と、前記標識情報とを用いて、前記製造情報を特定する特定部と、を備える。
【0006】
本開示の第2形態によれば、射出成形物の製造方法が提供される。この製造方法は、予め定められた標識情報に従って、熱可塑性樹脂に標識物質を混入した混入材料を用意する用意工程と、前記混入材料を用いて射出成形する成形工程と、を備え、前記標識情報は、前記標識物質を含む射出成形品の製造情報に対応付けられた情報であって、前記標識物質に関する情報である。
【図面の簡単な説明】
【0007】
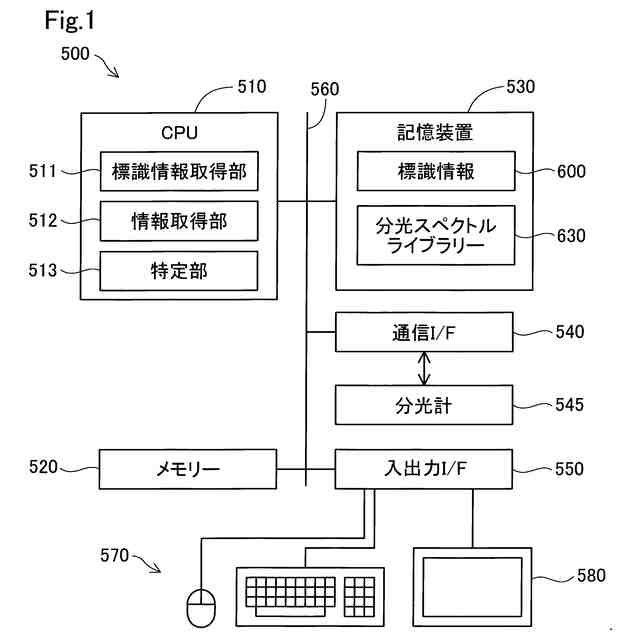
トレーサビリティー解析装置の概略構成を示す説明図である。
製造情報の特定方法について説明する図である。
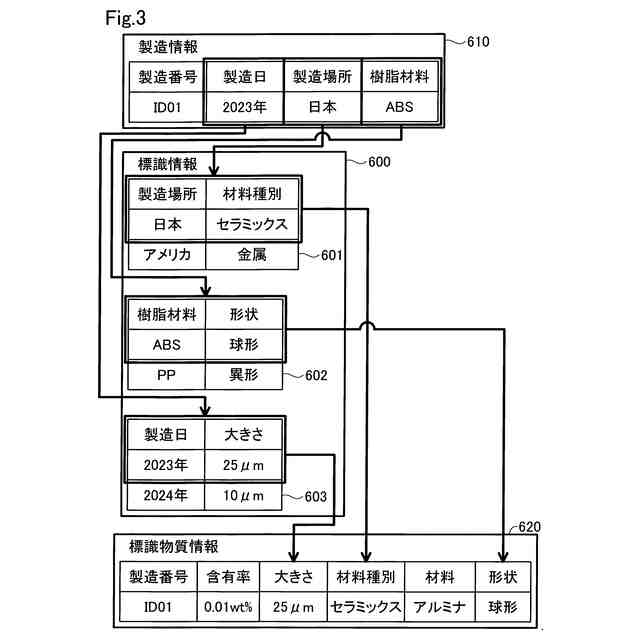
製造情報と標識情報と標識物質情報との対応関係を示す図である。
トレーサビリティー解析方法の手順を示すフローチャートである。
分光スペクトルを例示する図である。
観察画像を例示する図である。
射出成形品の製造工程のフローチャートである。
第2実施形態の製造情報と標識情報と標識物質情報との対応関係を示す図である。
第2実施形態のトレーサビリティー解析方法の手順を示すフローチャートである。
第2実施形態の分光スペクトルライブラリーを説明する図である。
【発明を実施するための形態】
【0008】
A.第1実施形態:
A1.トレーサビリティー解析の概要:
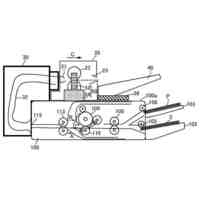
図1は、トレーサビリティー解析装置500の概略構成を示す説明図である。図2は、トレーサビリティー解析装置500が行う製造情報610の特定方法について説明する図である。図3は、製造情報610と標識情報600と標識物質情報620との対応関係を示す図である。図1に示すトレーサビリティー解析装置500は、図2に示す成形品Wの製造情報610を特定するために用いられる。成形品Wは、後述する標識物質LSを含む熱可塑性樹脂を成形してなる成形品である。本実施形態では、成形品Wは、射出成形装置10によって製造される。
【0009】
図2に示すように、射出成形装置10は、標識情報600を用いて、射出成形によって、標識物質LSを含む成形品Wを製造する。具体的には、射出成形装置10は、図3に示す標識物質情報620に従って、標識物質LSを含む成形品Wを製造する。図3に示すように、標識情報600は、標識物質LSに関する情報である。標識情報600は、標識物質LSを含む成形品Wの製造情報610に対応付けられている。
【0010】
本実施形態では、図3に示すように、製造情報610は、複数の製造項目情報を含む。本実施形態では、製造情報610には、製造項目として、「製造日」と、「製造場所」と、「樹脂材料」とが含まれる。また、製造情報610には、製造項目情報として、「製造日」の情報と、「製造場所」の情報と、「樹脂材料」の情報とが含まれる。「製造日」とは、成形品Wが製造された年を指す。「製造場所」とは、成形品Wが製造された場所を指す。「樹脂材料」とは、成形品Wに用いられた樹脂材料を指す。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
11日前
シーメット株式会社
光造形装置
7か月前
東レ株式会社
プリプレグテープ
10か月前
CKD株式会社
型用台車
7か月前
グンゼ株式会社
ピン
8か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
射出ミキシングノズル
10か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社日本製鋼所
押出機
10か月前
株式会社カワタ
計量混合装置
2か月前
日機装株式会社
加圧システム
3か月前
個人
樹脂可塑化方法及び装置
6か月前
株式会社FTS
ロッド
6か月前
東レ株式会社
フィルムの製造方法。
19日前
株式会社リコー
シート剥離装置
12か月前
東レ株式会社
一体化成形品の製造方法
12か月前
株式会社漆原
シートの成形方法
2か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
株式会社FTS
成形装置
7か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社シロハチ
真空チャンバ
9か月前
株式会社不二越
射出成形機
4か月前
三菱自動車工業株式会社
予熱装置
10か月前
TOWA株式会社
成形型清掃用のブラシ
10か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社リコー
画像形成システム
8か月前
株式会社不二越
射出成形機
4か月前
株式会社コスメック
射出成形装置
2か月前
株式会社神戸製鋼所
混練機
5か月前
株式会社FTS
セパレータ
6か月前
株式会社不二越
射出成形機
4か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
株式会社不二越
射出成形機
2か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ