TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025113347
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2025083713,2024040402
出願日
2025-05-20,2024-03-14
発明の名称
3次元メッシュ構造体
出願人
リア・コーポレーション
,
Lear Corporation
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B29C
65/08 20060101AFI20250725BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】3次元メッシュ構造体を含む装置を提供する。
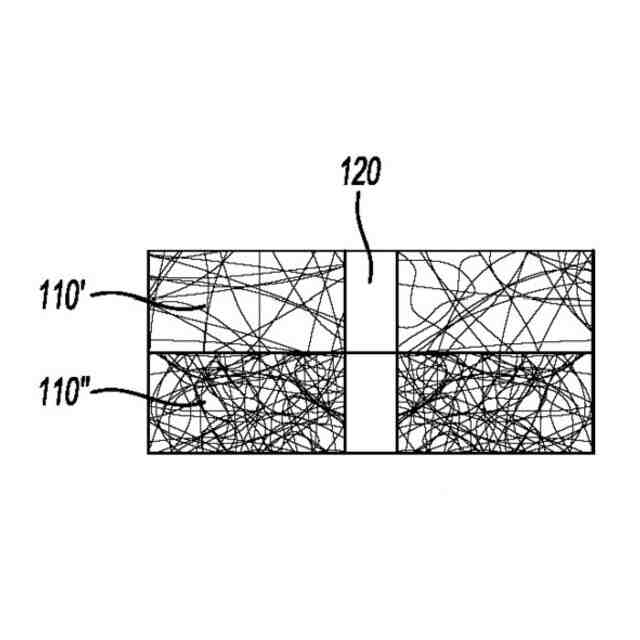
【解決手段】クッションは、押出フィラメント112同士が無作為に接続されて第1の3次元構造体を形成する複数の押出フィラメント112を含む第1の本体110’と、押出フィラメント112同士が無作為に接続されて第2の3次元構造体を形成する複数の押出ポリマーフィラメントを含む第2の本体110’’と、を備える。第1の本体110’は、超音波成形工具132によって接触された領域が加熱されて第1の本体110’の形状が形成されている。第1の本体110’と第2の本体との間に少なくとも1つの溶接部138が形成されている。
【選択図】図14
特許請求の範囲
【請求項1】
無作為に接続されて第1の形状の3次元構造体を形成する複数の押出ポリマーフィラメントを含む本体を提供することと、
前記押出ポリマーフィラメントの部分を超音波工具で加熱することと、
前記押出ポリマーフィラメントの前記部分のうちの少なくともいくつかを前記超音波工具で溶接して前記押出ポリマーフィラメントの前記部分を第2の形状に形成することと、
を含む、方法。
続きを表示(約 1,500 文字)
【請求項2】
フィルムを前記第2の形状の前記本体に組み付けることと、
前記フィルム及び前記押出ポリマーフィラメントの少なくとも一部分を加熱し、前記フィルムを前記押出ポリマーフィラメントに溶接して前記本体上に表層を形成することと、
を更に含む、請求項1に記載の方法。
【請求項3】
前記複数の押出ポリマーフィラメントは、前記フィルムが架け渡される複数の空間を前記本体に画定する、請求項2に記載の方法。
【請求項4】
前記本体は、第1の外面を含む第1の本体であり、
前記方法は、
無作為に接続されて第2の3次元構造体を形成する第2の複数の押出ポリマーフィラメントを含む第2の本体であって、前記第2の3次元構造体が前記第2の複数の押出ポリマーフィラメントによって形成された第2の外面を含む、前記第2の本体を提供することと、
前記第1の本体の前記第1の外面を前記第2の本体の前記第2の外面に接触させて組み立てることと、
前記第1の本体の前記第1の外面の第1の領域及び前記第2の本体の前記第2の外面の第2の領域を加熱することと、
前記第1の本体の前記第1の外面の前記第1の領域を前記第2の本体の前記第2の外面の前記第2の領域に溶接して前記第1の本体を前記第2の本体に接合させることと、
を更に含む、請求項1に記載の方法。
【請求項5】
前記本体を形成するために、超音波切削工具を用いて、前記押出ポリマーフィラメントの前記本体の部分を切削することを更に含む、請求項1に記載の方法。
【請求項6】
前記押出ポリマーフィラメントの第1の部分を溶接することによって形成される第1の壁と前記押出ポリマーフィラメントの第2の部分を溶接することによって形成される第2の壁とからなる溝を形成するために、前記本体の少なくとも一部分に前記超音波工具を挿入することを更に含む、請求項1に記載の方法。
【請求項7】
超音波溶接工具である前記超音波工具を前記本体の局所領域に接触させることと、
前記超音波溶接工具によって接触された前記局所領域の前記押出ポリマーフィラメントを溶接して前記局所領域の前記押出ポリマーフィラメントを結合し、前記第1の形状の前記3次元構造体を前記第1の形状とは異なる第2の形状に形成することと、
を更に含む、請求項1に記載の方法。
【請求項8】
超音波溶接工具である前記超音波工具で前記本体の外面の局所領域において前記本体を貫通し、前記超音波溶接工具で前記本体の内側の場所において前記押出ポリマーフィラメントを圧縮することと、
前記超音波溶接工具によって圧縮された前記押出ポリマーフィラメントを溶接して前記本体の内側の前記場所において前記押出ポリマーフィラメントを結合し、前記本体の内側の前記場所に取付け固定部を形成することと、
を更に含む、請求項1に記載の方法。
【請求項9】
前記押出ポリマーフィラメントは、直鎖状低密度ポリエチレン又は高密度ポリエチレンから形成される、請求項1に記載の方法。
【請求項10】
直鎖状低密度ポリエチレン又は高密度ポリエチレンから形成されるフィルムを前記本体に組み付けることと、
前記フィルム及び前記押出ポリマーフィラメントの少なくとも一部分を加熱し、前記フィルムを前記押出ポリマーフィラメントに溶接して前記本体上に表層を形成することと、
を更に含む、請求項1に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
これは、3次元メッシュ構造体及び組立方法に関する。
続きを表示(約 2,800 文字)
【発明の概要】
【0002】
本発明の目的の1つは、3次元メッシュ構造体及びその組立方法を提供することである。
【0003】
本発明の一態様によれば、無作為に接続されて第1の形状の3次元構造体を形成する複数の押出ポリマーフィラメントを含む本体を提供することと、押出ポリマーフィラメントの部分を超音波工具で加熱することと、押出ポリマーフィラメントの部分のうちの少なくともいくつかを超音波工具で溶接して押出ポリマーフィラメントの部分を第2の形状に形成することとを含む、方法が提供される。
【0004】
本発明の別の態様によれば、無作為に接続されて第1の3次元構造体を形成する複数の押出ポリマーフィラメントを含み、第1の3次元構造体が押出ポリマーフィラメントによって形成された第1の形状を含む、本体を備える装置であって、本体は、押出ポリマーフィラメントの一部分を修正する超音波工具を用いて本体の領域を加熱し、第1の形状とは異なる第2の形状を含む第2の3次元構造体を形成することによって形成される、装置が提供される。
【図面の簡単な説明】
【0005】
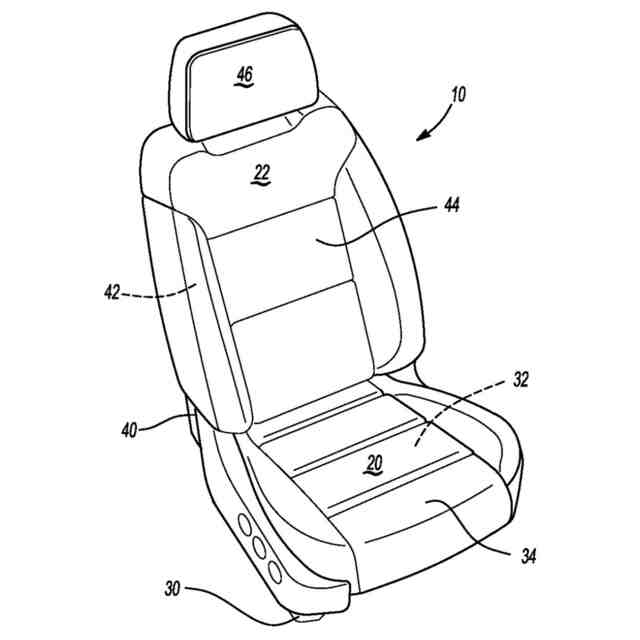
3次元フィラメントメッシュ構造体を部分的に備える座席アセンブリの一例の斜視図である。
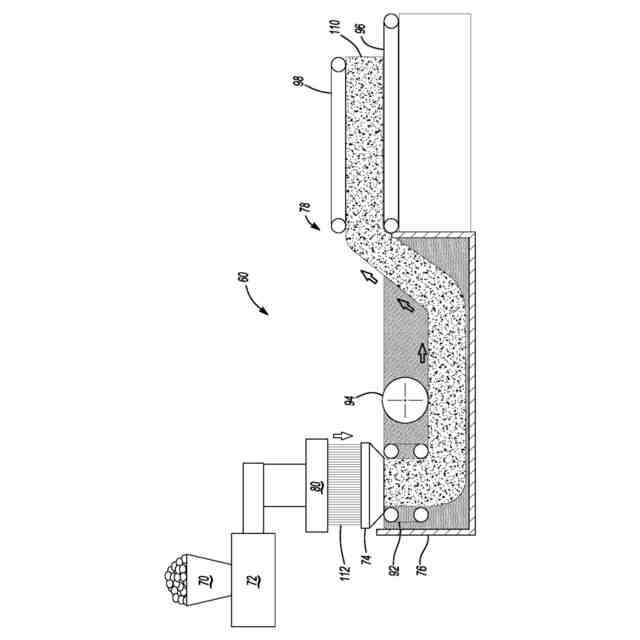
フィラメントメッシュ構造体を作製する製造システムの一例の概略図である。
無作為にループ状にされて結合されたフィラメントから形成された3次元メッシュ構造体の概略図であり、3次元メッシュ構造体の外面にフィルムが当てられる。
図3の円で囲まれた部分からの3次元メッシュ構造体の断面図であり、無作為にループ状にされて結合されたフィラメントにポリマーフィルム表層が結合された状態を示す図である。
超音波工具及び組み立てられた2つの3次元メッシュ構造体の概略正面図であり、超音波工具が各3次元メッシュ構造体の接合面を加熱してそれらを溶接する状態を示す図である。
3次元メッシュ構造体の概略斜視図であり、超音波工具が3次元メッシュ構造体に溝を形成している状態を示す図である。
超音波工具が3次元メッシュ構造体に溝を形成している状態を示す概略断面図である。
3次元メッシュ構造体に4つの異なるタイプの溝を形成する、工具の4つの代替的な実施形態の概略断面図である。
3次元メッシュ構造体に4つの異なるタイプの溝を形成する、工具の4つの代替的な実施形態の概略断面図である。
3次元メッシュ構造体に4つの異なるタイプの溝を形成する、工具の4つの代替的な実施形態の概略断面図である。
3次元メッシュ構造体に4つの異なるタイプの溝を形成する、工具の4つの代替的な実施形態の概略断面図である。
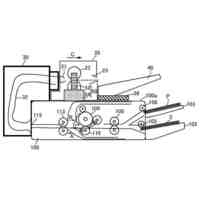
外周を成形し、表面特徴部の浅い深さを向上させる超音波成形工具の概略斜視図である。
3次元メッシュ構造体の概略斜視図であり、その初期形状を実線で示し、図9に示されている超音波成形工具によって形成された形状を破線で示す図である。
外周を成形し、表面特徴部の浅い深さを向上させる超音波成形工具の代替的な実施形態の概略斜視図である。
超音波成形工具が2つの3次元メッシュ構造体の上方に配置された状態を示す概略斜視図である。
超音波成形工具が2つの3次元メッシュ構造体のうちの一方を貫通してその中に開口部を形成している状態を示す概略斜視図である。
2つの3次元メッシュ構造体のうちの一方を貫通してその中に開口部を形成した後に超音波成形工具が取り外された状態を示す概略斜視図である。
【発明を実施するための形態】
【0006】
次に、実施形態を詳細に参照する。その例が添付図面に示されている。以下の詳細な説明において、様々な記載の実施形態の十分な理解を提供するために、数多くの特定の詳細を述べる。しかしながら、当業者には、様々な記載の実施形態をこれらの特定の詳細なしで実施されることが明白であろう。他の事例において、既知の方法、手順、構成要素、回路、及びネットワークについては、実施形態の態様を不必要に不明瞭にしないように詳細には説明していない。
【0007】
開示される実施形態は例示にすぎず、様々な代替形態が可能であることを理解されたい。図面は、必ずしも正確な縮尺比で描かれているとは限らず、いくつかの特徴は、特定の構成要素の詳細を示すために誇張又は最小化される場合がある。したがって、本明細書に開示される特定の構造的及び機能的な詳細は、限定するものと解釈されるべきではなく、単に、本開示に係る実施形態を様々に採用するために当業者に教示するための代表的な基礎として解釈されるべきである。
【0008】
「1つ以上の」は、機能が1つの要素によって行われること、機能が例えば分散方式で2つ以上の要素によって行われること、複数の機能が1つの要素によって行われること、複数の機能が複数の要素によって行われること、又は上記の任意の組合せを含む。
【0009】
また、第1の、第2の、等の用語が、いくつかの事例において、様々な要素を説明するために本明細書において使用されるが、これらの要素はこれらの用語によって制限されるべきでないことが理解されるであろう。これらの用語は、或る要素を別の要素から区別するために使用されるにすぎない。例えば、様々な記載の実施形態の範囲から逸脱することなく、第1の接点を第2の接点と称してもよく、同様に、第2の接点を第1の接点と称してもよい。第1の接点及び第2の接点は、どちらも接点であるが、同じ接点ではない。
【0010】
本明細書の様々な記載の実施形態の説明において使用される用語は、特定の実施形態を記載する目的でしかなく、限定することを意図したものではない。様々な記載の実施形態の説明及び添付の特許請求の範囲において使用される場合、文脈上明らかに別段の指定がなされていない限り、単数形(“a”, “an” and “the”)は、複数形も含むことを意図したものである。また、「及び/又は」という用語は、本明細書において使用される場合、関連する列挙された項目のうちの1つ以上のありとあらゆる可能な組合せを指し、これを包含するために使用されることを理解されるであろう。さらに、「~を備える」又は「~を含む」という用語は、本明細書において使用される場合、明記された特徴、完全体、ステップ、動作、要素及び/又は構成要素の存在を指定するが、1つ以上の他の特徴、完全体、ステップ、動作、要素、構成要素、及び/又はそれらの群の存在又は追加を除外するものではないことを理解されるであろう。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
4日前
CKD株式会社
型用台車
7か月前
シーメット株式会社
光造形装置
7か月前
東レ株式会社
プリプレグテープ
10か月前
東レ株式会社
フィルムの製造方法
26日前
個人
射出ミキシングノズル
9か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社日本製鋼所
押出機
10か月前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法。
12日前
個人
樹脂可塑化方法及び装置
6か月前
株式会社カワタ
計量混合装置
2か月前
日機装株式会社
加圧システム
3か月前
株式会社FTS
ロッド
6か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社FTS
成形装置
7か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
東レ株式会社
一体化成形品の製造方法
11か月前
株式会社リコー
シート剥離装置
12か月前
株式会社シロハチ
真空チャンバ
9か月前
株式会社漆原
シートの成形方法
2か月前
株式会社コスメック
射出成形装置
2か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
3か月前
株式会社FTS
セパレータ
6か月前
株式会社神戸製鋼所
混練機
5か月前
TOWA株式会社
成形型清掃用のブラシ
10か月前
株式会社リコー
画像形成システム
8か月前
株式会社日本製鋼所
押出成形装置
10か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
三菱自動車工業株式会社
予熱装置
10か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
2か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ