TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025113929
公報種別
公開特許公報(A)
公開日
2025-08-04
出願番号
2024008351
出願日
2024-01-23
発明の名称
演算装置、演算方法、及び演算プログラム
出願人
株式会社トヨタプロダクションエンジニアリング
,
トヨタ自動車株式会社
代理人
弁理士法人白坂
主分類
B23K
31/00 20060101AFI20250728BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 溶接の対象となる金属板の固定用治具の調整を考慮して実加工を実施する前に行う溶接工程のシミュレーションによる解析を行うことができる。
【解決手段】演算装置は、部材情報取得部と、第1部材及び第2部材の形状の設計値からの誤差量を算出する誤差量算出部と、部材誤差量に対する修正量を設定する部材修正量設定部と、補正具情報取得部と、高さ位置の設計値からの乖離量を位置乖離量として算出する位置乖離量算出部と、位置乖離量に対する調整量を設定する位置調整量設定部と、複数の修正量と複数の調整量との中から、選択される修正量及び調整量の組み合わせに基づいて、第1部材に第2部材を溶接するシミュレーションの演算を行う演算処理部と、演算処理部により演算されたシミュレーションの結果である溶接物の寸法が許容範囲に入っているか否かを判定する判定部と出力部とを備えることを特徴とする。
【選択図】図3
特許請求の範囲
【請求項1】
被溶接部材である第1部材に第2部材を溶接する際の溶接位置条件をシミュレーションする演算装置であって、
前記演算装置は、
前記第1部材及び前記第2部材の形状に関する情報を形状情報として取得する部材情報取得部と、
前記形状情報に基づいて、前記第1部材及び前記第2部材の形状の設計値からの誤差量を部材誤差量として算出する部材誤差量算出部と、
前記部材誤差量に対する複数の修正量を設定する部材修正量設定部と、
前記第1部材に前記第2部材を溶接する際に、前記第2部材側に配置して前記第2部材の前記第1部材に対する高さ位置を調整する位置補正具と前記位置補正具の配置位置とに関する情報を補正具情報として取得する補正具情報取得部と、
前記補正具情報に基づいて、前記位置補正具の前記配置位置における、前記高さ位置の設計値からの乖離量を位置乖離量として算出する位置乖離量算出部と、
前記位置乖離量に対する複数の調整量を設定する位置調整量設定部と、
前記複数の修正量と前記複数の調整量との中から、選択される前記修正量及び前記調整量の組み合わせに基づいて、前記第1部材に前記第2部材を溶接するシミュレーションの演算を行う演算処理部と、
前記演算処理部により演算された前記シミュレーションの結果である溶接物の寸法が許容範囲に入っているか否かを判定する判定部と、
前記判定部により前記溶接物の寸法が前記許容範囲に入っていると判定された場合における、前記修正量と前記調整量との組み合わせを出力する出力部と、
を備えることを特徴とする演算装置。
続きを表示(約 1,900 文字)
【請求項2】
前記部材修正量設定部は、前記部材誤差量に対する修正量の最大範囲を取得し、前記修正量の最大範囲を所定間隔で分割して得た複数の修正量を設定する請求項1に記載の演算装置。
【請求項3】
前記位置調整量設定部は、前記位置乖離量に対する調整量の最大範囲を取得し、前記調整量の最大範囲を所定間隔で分割して得た複数の調整量を設定する請求項1に記載の演算装置。
【請求項4】
前記位置補正具は複数備えられ、前記位置補正具は主位置補正具と副位置補正具とからなり、前記副位置補正具に対して前記調整量が生成される請求項1に記載の演算装置。
【請求項5】
前記副位置補正具の調整量は、前記副位置補正具毎に生成される請求項4に記載の演算装置。
【請求項6】
前記溶接が抵抗溶接である請求項1に記載の演算装置。
【請求項7】
被溶接部材である第1部材に第2部材を溶接する際の溶接位置条件をシミュレーションする演算装置における演算方法であって、
前記演算装置のコンピュータが、
前記第1部材及び前記第2部材の形状に関する情報を形状情報として取得する部材情報取得ステップと、
前記形状情報に基づいて、前記第1部材及び前記第2部材の形状の設計値からの誤差量を部材誤差量として算出する部材誤差量算出ステップと、
前記部材誤差量に対する複数の修正量を設定する部材修正量設定ステップと、
前記第1部材に前記第2部材を溶接する際に、前記第2部材側に配置して前記第2部材の前記第1部材に対する高さ位置を調整する位置補正具と前記位置補正具の配置位置とに関する情報を補正具情報として取得する補正具情報取得ステップと、
前記補正具情報に基づいて、前記位置補正具の前記配置位置における、前記高さ位置の設計値からの乖離量を位置乖離量として算出する位置乖離量算出ステップと、
前記位置乖離量に対する複数の調整量を設定する位置調整量設定ステップと、
前記複数の修正量と前記複数の調整量との中から、選択される前記修正量及び前記調整量の組み合わせに基づいて、前記第1部材に前記第2部材を溶接するシミュレーションの演算を行う演算処理ステップと、
前記演算処理ステップにおいて演算された前記シミュレーションの結果である溶接物の寸法が許容範囲に入っているか否かを判定する判定ステップと、
前記判定ステップにおいて前記溶接物の寸法が前記許容範囲に入っていると判定された場合における、前記修正量と前記調整量との組み合わせを出力する出力ステップと、
を実行することを特徴とする演算方法。
【請求項8】
被溶接部材である第1部材に第2部材を溶接する際の溶接位置条件をシミュレーションする演算装置における演算プログラムであって、
前記演算装置のコンピュータが、
前記第1部材及び前記第2部材の形状に関する情報を形状情報として取得する部材情報取得機能と、
前記形状情報に基づいて、前記第1部材及び前記第2部材の形状の設計値からの誤差量を部材誤差量として算出する部材誤差量算出機能と、
前記部材誤差量に対する複数の修正量を設定する部材修正量設定機能と、
前記第1部材に前記第2部材を溶接する際に、前記第2部材側に配置して前記第2部材の前記第1部材に対する高さ位置を調整する位置補正具と前記位置補正具の配置位置とに関する情報を補正具情報として取得する補正具情報取得機能と、
前記補正具情報に基づいて、前記位置補正具の前記配置位置における、前記高さ位置の設計値からの乖離量を位置乖離量として算出する位置乖離量算出機能と、
前記位置乖離量に対する複数の調整量を設定する位置調整量設定機能と、
前記複数の修正量と前記複数の調整量との中から、選択される前記修正量及び前記調整量の組み合わせに基づいて、前記第1部材に前記第2部材を溶接するシミュレーションの演算を行う演算処理機能と、
前記演算処理機能において演算された前記シミュレーションの結果である溶接物の寸法が許容範囲に入っているか否かを判定する判定機能と、
前記判定機能において前記溶接物の寸法が前記許容範囲に入っていると判定された場合における、前記修正量と前記調整量との組み合わせを出力する出力機能と、
を実現することを特徴とする演算プログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、演算装置、演算方法、及び演算プログラムに関し、特にコンピュータによるシミュレーションを活用して溶接時の位置合わせの条件を演算するための演算装置、演算方法、及び演算プログラムに関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
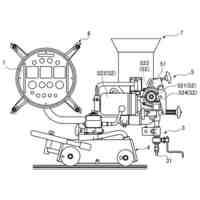
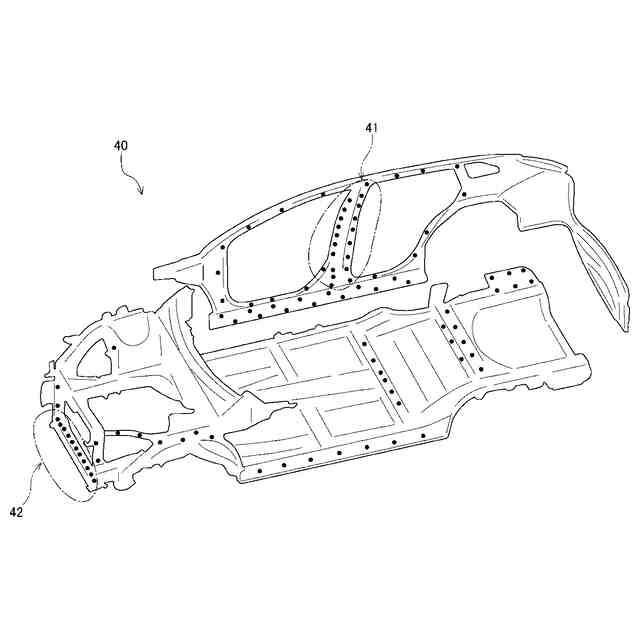
例えば、実機による板金の溶接工程では、溶接の対象となる複数の金属板を、固定用治具を用いて固定した状態で板金溶接を行う。溶接後、組付けされた状態の対象物の精度を、評価治具を用いて確認する。所定の精度を満たしていない場合は、金属板の不具合を解消するとともに、溶接時に用いる固定用治具の金属板の載置面の高さ調整を行う。
【0003】
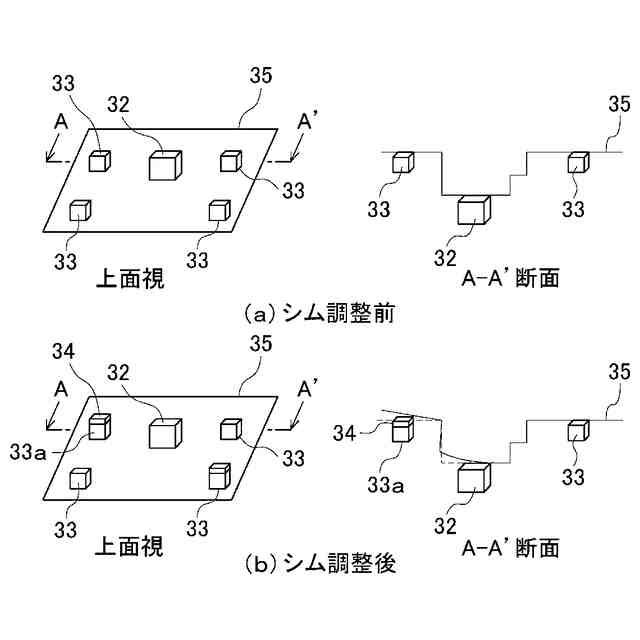
固定用治具は、金属板を載置する受けと、金属板を上から押圧して当該受けとともに金属板を挟持するクランプとを備える。金属板の載置面の高さ調整は、薄板状のシムを、受けの上側又は下側に挿入し、挿入するシムの枚数でもって行う。
上記のように、金属板と固定用治具との不具合を解消した後に再度溶接を行う。
実機での調整は、作業員の経験により行っていたため、作業工数及びコストの削減が求められていた。
【0004】
そこで実機により溶接工程を実施する前に、CAEなどのコンピュータによるシミュレーションを活用して溶接工程を解析することで、上記した調整の作業工数及びコストの削減が行われるようになってきた(例えば、特許文献1参照)。
特許文献1に開示の技術によれば、CAE装置を用いる設計側と、工作機を用いる加工側との双方向コミュニケーションを実現し、現場における実環境を考慮した各種データを設計側に対してフィードバックが可能としている。
【0005】
しかし、特許文献1に開示の技術は、溶接の対象となる金属板の固定用治具の調整については何ら考慮されておらず、実加工を実施する前に行う溶接工程のシミュレーションによる解析としては不十分であった。
【先行技術文献】
【特許文献】
【0006】
特開2001-219341号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで、本発明は、溶接の対象となる金属板の固定用治具の調整を考慮して、実加工を実施する前に行う溶接工程のシミュレーションによる解析を行うことができる演算装置、演算方法、及び演算プログラムを提供することを目的とする。
【課題を解決するための手段】
【0008】
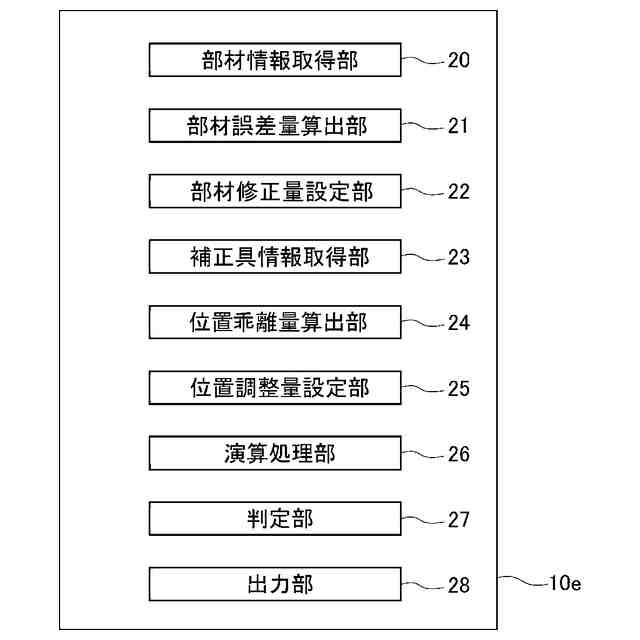
すなわち、第1の態様に係る演算装置は、被溶接部材である第1部材に第2部材を溶接する際の溶接位置条件をシミュレーションする演算装置であって、演算装置は、第1部材及び第2部材の形状に関する情報を形状情報として取得する部材情報取得部と、形状情報に基づいて、第1部材及び第2部材の形状の設計値からの誤差量を部材誤差量として算出する部材誤差量算出部と、部材誤差量に対する複数の修正量を設定する部材修正量設定部と、第1部材に第2部材を溶接する際に、第2部材側に配置して第2部材の第1部材に対する高さ位置を調整する位置補正具と位置補正具の配置位置とに関する情報を補正具情報として取得する補正具情報取得部と、補正具情報に基づいて、位置補正具の配置位置における、高さ位置の設計値からの乖離量を位置乖離量として算出する位置乖離量算出部と、位置乖離量に対する複数の調整量を設定する位置調整量設定部と、複数の修正量と複数の調整量との中から、選択される修正量及び調整量の組み合わせに基づいて、第1部材に第2部材を溶接するシミュレーションの演算を行う演算処理部と、演算処理部により演算されたシミュレーションの結果である溶接物の寸法が許容範囲に入っているか否かを判定する判定部と、判定部により溶接物の寸法が許容範囲に入っていると判定された場合における、修正量と調整量との組み合わせを出力する出力部と、を備えることを特徴とする。
【0009】
第2の態様に係る演算方法は、被溶接部材である第1部材に第2部材を溶接する際の溶接位置条件をシミュレーションする演算装置における演算方法であって、演算装置のコンピュータが、第1部材及び第2部材の形状に関する情報を形状情報として取得する部材情報取得ステップと、形状情報に基づいて、第1部材及び第2部材の形状の設計値からの誤差量を部材誤差量として算出する部材誤差量算出ステップと、部材誤差量に対する複数の修正量を設定する部材修正量設定ステップと、第1部材に第2部材を溶接する際に、第2部材側に配置して第2部材の第1部材に対する高さ位置を調整する位置補正具と位置補正具の配置位置とに関する情報を補正具情報として取得する補正具情報取得ステップと、補正具情報に基づいて、位置補正具の配置位置における、高さ位置の設計値からの乖離量を位置乖離量として算出する位置乖離量算出ステップと、位置乖離量に対する複数の調整量を設定する位置調整量設定ステップと、複数の修正量と複数の調整量との中から、選択される修正量及び調整量の組み合わせに基づいて、第1部材に第2部材を溶接するシミュレーションの演算を行う演算処理ステップと、演算処理ステップにおいて演算されたシミュレーションの結果である溶接物の寸法が許容範囲に入っているか否かを判定する判定ステップと、判定ステップにおいて溶接物の寸法が許容範囲に入っていると判定された場合における、修正量と調整量との組み合わせを出力する出力ステップと、を実行することを特徴とする。
【0010】
第3の態様に係る演算プログラムは、被溶接部材である第1部材に第2部材を溶接する際の溶接位置条件をシミュレーションする演算装置における演算プログラムであって、演算装置のコンピュータが、第1部材及び第2部材の形状に関する情報を形状情報として取得する部材情報取得機能と、形状情報に基づいて、第1部材及び第2部材の形状の設計値からの誤差量を部材誤差量として算出する部材誤差量算出機能と、部材誤差量に対する複数の修正量を設定する部材修正量設定機能と、第1部材に第2部材を溶接する際に、第2部材側に配置して第2部材の第1部材に対する高さ位置を調整する位置補正具と位置補正具の配置位置とに関する情報を補正具情報として取得する補正具情報取得機能と、補正具情報に基づいて、位置補正具の配置位置における、高さ位置の設計値からの乖離量を位置乖離量として算出する位置乖離量算出機能と、位置乖離量に対する複数の調整量を設定する位置調整量設定機能と、複数の修正量と複数の調整量との中から、選択される修正量及び調整量の組み合わせに基づいて、第1部材に第2部材を溶接するシミュレーションの演算を行う演算処理機能と、演算処理機能において演算されたシミュレーションの結果である溶接物の寸法が許容範囲に入っているか否かを判定する判定機能と、判定機能において溶接物の寸法が許容範囲に入っていると判定された場合における、修正量と調整量との組み合わせを出力する出力機能と、を実現することを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社不二越
ドリル
2か月前
株式会社北川鉄工所
回転装置
1か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社ダイヘン
溶接電源装置
13日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
11日前
株式会社FUJI
工作機械
28日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
日東精工株式会社
多軸ねじ締め機
3か月前
日進工具株式会社
エンドミル
3か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
ブラザー工業株式会社
工作機械
3か月前
ブラザー工業株式会社
工作機械
3か月前
村田機械株式会社
レーザ加工機
2か月前
大見工業株式会社
ドリル
6日前
トヨタ自動車株式会社
接合方法
3か月前
村田機械株式会社
レーザ加工機
2か月前
株式会社トヨコー
被膜除去方法
2か月前
株式会社ダイヘン
溶接装置
29日前
株式会社ダイヘン
溶接装置
29日前
大肯精密株式会社
自動送り穿孔機
3か月前
トヨタ自動車株式会社
溶接マスク
1か月前
株式会社不二越
超硬合金製ドリル
3か月前
株式会社プロテリアル
金属箔の溶接方法
3か月前
ビアメカニクス株式会社
レーザ加工装置
3か月前
株式会社不二越
管用テーパタップ
3か月前
株式会社ダイヘン
溶接装置
3か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ