TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025114838
公報種別
公開特許公報(A)
公開日
2025-08-05
出願番号
2025083038,2021096131
出願日
2025-05-19,2021-06-08
発明の名称
銑鉄製造方法及び鉱石原料
出願人
株式会社神戸製鋼所
代理人
個人
主分類
C21B
5/00 20060101AFI20250729BHJP(鉄冶金)
要約
【課題】本発明は、高炉内の通気性を改善できる銑鉄製造方法及び鉱石原料の提供を目的とする。
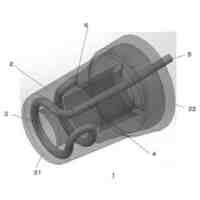
【解決手段】本発明の一態様に係る銑鉄製造方法は、羽口を有する高炉を用いて銑鉄を製造する銑鉄製造方法であって、上記高炉内に鉱石原料を含む第1層とコークスを含む第2層とを交互に積層する工程と、上記羽口から送風する熱風により補助燃料を高炉内へ吹込みつつ、積層された上記第1層の上記鉱石原料を還元及び溶解する工程とを備え、上記鉱石原料が、還元鉄を圧縮成形した複数の還元鉄成形体を含み、上記還元鉄成形体の形状が、中央部が周辺部より厚い膨らみを両面に有し、平面視で角取りされた長方形状であり、平面視での上記還元鉄成形体の短辺に対する長辺の長さ比が1.5以下である。
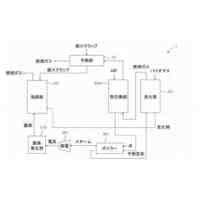
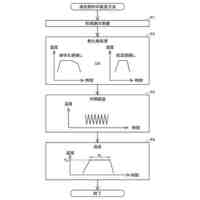
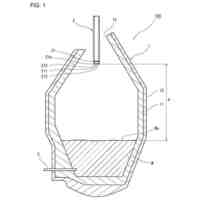
【選択図】図1
特許請求の範囲
【請求項1】
羽口を有する高炉を用いて銑鉄を製造する銑鉄製造方法であって、
上記高炉内に鉱石原料を含む第1層とコークスを含む第2層とを交互に積層する工程と、
上記羽口から送風する熱風により補助燃料を高炉内へ吹込みつつ、積層された上記第1層の上記鉱石原料を還元及び溶解する工程と
を備え、
上記鉱石原料が、還元鉄を圧縮成形した複数の還元鉄成形体と、焼成鉱、塊鉱石、炭材内装塊成鉱及びメタルの少なくとも1種以上を含む他の鉱石原料とを含み、
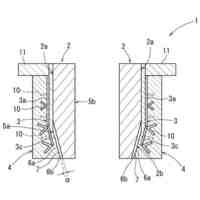
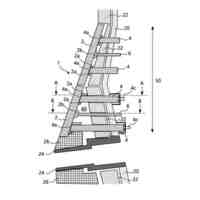
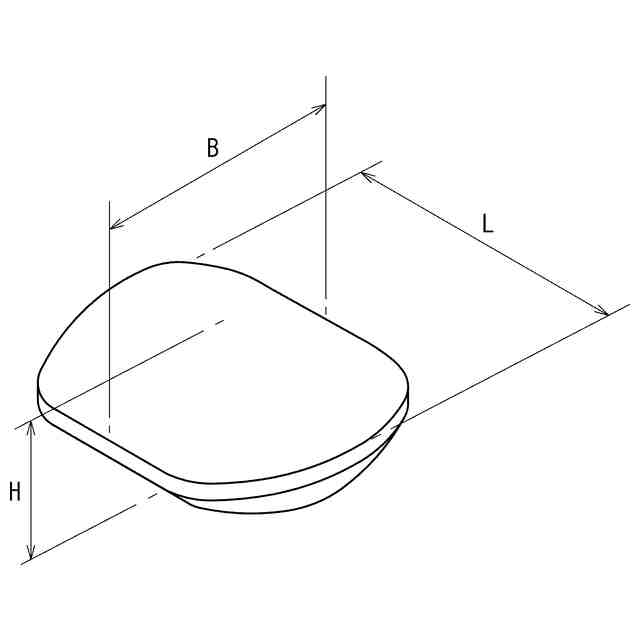
上記還元鉄成形体の形状が、中央部が周辺部より厚い膨らみを両面に有し、平面視で角取りされた長方形状であり、この長方形状の面を基準として、長辺に垂直方向の断面の輪郭は、上下にアーチ状の弧を描くように膨らんでおり、長辺に平行方向の断面の輪郭は、それぞれの短辺近傍では上下にアーチ状の弧を描き、中央部は長方形状の面に略平行であり、
平面視での上記還元鉄成形体の短辺に対する長辺の長さ比が1.5以下であり、
平面視での還元鉄成形体の長辺の長さが40mm以上140mm以下、平面視での還元鉄成形体の短辺の長さが20mm以上70mm以下、還元鉄成形体の厚さが20mm以上50mm以下である還元鉄成形体が占める割合が還元鉄成形体全体に対し50質量%以上であり、
上記他の鉱石原料の平均粒径に対する還元鉄成形体の平均粒径の比が1.3以上10以下である銑鉄製造方法。
続きを表示(約 560 文字)
【請求項2】
上記複数の還元鉄成形体における粒径50mm以上の還元鉄成形体の割合が10質量%以下である請求項1に記載の銑鉄製造方法。
【請求項3】
銑鉄の製造に用いられる鉱石原料であって、
還元鉄を圧縮成形した複数の還元鉄成形体と、焼成鉱、塊鉱石、炭材内装塊成鉱及びメタルの少なくとも1種以上を含む他の鉱石原料とを含み、
上記還元鉄成形体の形状が、中央部が周辺部より厚い膨らみを両面に有し、平面視で角取りされた長方形状であり、この長方形状の面を基準として、長辺に垂直方向の断面の輪郭は、上下にアーチ状の弧を描くように膨らんでおり、長辺に平行方向の断面の輪郭は、それぞれの短辺近傍では上下にアーチ状の弧を描き、中央部は長方形状の面に略平行であり、
平面視での上記還元鉄成形体の短辺に対する長辺の長さ比が1.5以下であり、
平面視での還元鉄成形体の長辺の長さが40mm以上140mm以下、平面視での還元鉄成形体の短辺の長さが20mm以上70mm以下、還元鉄成形体の厚さが20mm以上50mm以下である還元鉄成形体が占める割合が還元鉄成形体全体に対し50質量%以上であり、
上記他の鉱石原料の平均粒径に対する還元鉄成形体の平均粒径の比が1.3以上10以下である鉱石原料。
発明の詳細な説明
【技術分野】
【0001】
本発明は、銑鉄製造方法及び鉱石原料に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
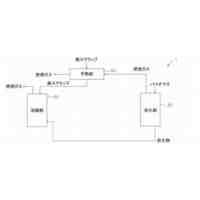
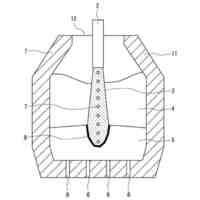
高炉内に鉱石原料を含む第1層とコークスを含む第2層とを交互に積層し、羽口から送風する熱風により補助燃料を高炉内へ吹込みつつ、上記鉱石原料を還元し、溶解することで銑鉄を製造する方法が公知である。このとき、上記コークスは、鉱石原料の溶解のための熱源、鉱石原料の還元材、溶鉄へ浸炭し融点を低下させるための加炭材、及び高炉内の通気性を確保するためのスペーサーの役割を果たしている。このコークスにより通気性を維持することで、装入物の荷下がりを安定させ、高炉の安定操業を図っている。
【0003】
高炉操業においては、コスト削減の観点からはこのコークスの割合が低いことが望ましい。しかし、コークスの割合を低くすると、上述のコークスの果たす役割も低下する。例えばコークスの割合を低減、すなわち鉱石原料の割合を増加させる方法として、還元鉄を用いた高炉操業方法が提案されている(特開2015-199978号公報参照)。上記高炉操業方法では、還元鉄と酸性塊鉱石とを事前に混合し、高炉に装入することにより、高温通気抵抗が上昇しない高炉操業を可能としている。
【先行技術文献】
【特許文献】
【0004】
特開2015-199978号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記従来の高炉操業方法では、還元鉄が粉化し難い原料であることを利用し、他の鉱石原料が粉化したとしても、還元鉄は形状を維持して骨材となることで、シャフト部のガス流れを維持している。このため、上記従来の高炉操業方法では、還元鉄に強度が必要とされ、見掛け密度の大きいブリケットとすることが必須となる。ところが、見掛け密度を大きくすると還元鉄が下層に溜まる、いわゆる偏析が生じ易くなり、還元鉄による通気性改善効果が得られなくなる。この影響は還元鉄の大きさが小さい場合に顕著となるため、上記従来の高炉操業方法では、還元鉄の粒径を見掛け密度に応じて大きくとることで、還元鉄の強度と偏析抑止とのバランスを取っている。しかし、上記バランスポイントでは、通気性改善効果が十分に得られているとは言えず、高炉内の通気性のさらなる改善が求められている。
【0006】
本発明は、上述のような事情に基づいてなされたものであり、高炉内の通気性を改善できる銑鉄製造方法及び鉱石原料の提供を目的とする。
【課題を解決するための手段】
【0007】
本発明者らが、還元鉄の偏析について鋭意検討した結果、特定の形状を有する還元鉄を用いると、偏析が生じ難くなることを見出して本発明を完成させた。
【0008】
すなわち、本発明の一態様に係る銑鉄製造方法は、羽口を有する高炉を用いて銑鉄を製造する銑鉄製造方法であって、上記高炉内に鉱石原料を含む第1層とコークスを含む第2層とを交互に積層する工程と、上記羽口から送風する熱風により補助燃料を高炉内へ吹込みつつ、積層された上記第1層の上記鉱石原料を還元及び溶解する工程とを備え、上記鉱石原料が、還元鉄を圧縮成形した複数の還元鉄成形体を含み、上記還元鉄成形体の形状が、中央部が周辺部より厚い膨らみを両面に有し、平面視で角取りされた長方形状であり、平面視での上記還元鉄成形体の短辺に対する長辺の長さ比が1.5以下である。
【0009】
当該銑鉄製造方法では、第1層の鉱石原料が平面視での短辺に対する長辺の長さ比が上記上限以下である還元鉄成形体を含む。この還元鉄成形体は、第1層を積層する際に偏析を生じ難いので、高炉内のガスの流れが均一化され、高炉内の通気性を改善できる。
【0010】
上記複数の還元鉄成形体における粒径50mm以上の還元鉄成形体の割合としては、10質量%以下が好ましい。当該鉱石原料に含まれる還元鉄成形体は、第1層を積層する際に偏析を生じ難いので、粒径の大きい還元鉄成形体に依らずとも偏析を抑制することができる。また、粒径の大きい還元鉄成形体は、第1層を積層する際の落下衝撃エネルギーが大きく、その衝撃により粉化し易い傾向にある。このため、粒径50mm以上の還元鉄成形体の割合を上記上限以下とすることで、落下衝撃エネルギーを低減し、粉化あるいは体積破壊を抑制し、還元鉄成形体の装入歩留まりを向上させ、高炉内の通気性をさらに改善できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
バイオ水素製鉄方法
1か月前
新和環境株式会社
炉システム
6か月前
新和環境株式会社
炉システム
6か月前
株式会社戸畑製作所
高炉用羽口
8か月前
日本製鉄株式会社
転炉精錬方法
10日前
日本製鉄株式会社
転炉精錬方法
5か月前
富士電子工業株式会社
焼入れ装置
1か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
27日前
日本製鉄株式会社
溶鋼の製造方法
6か月前
日本製鉄株式会社
スラグの排出方法
6か月前
株式会社伊原工業
還元鉄の製造方法
6か月前
中外炉工業株式会社
連続式熱処理炉
4か月前
個人
製鋼用副資材及びその製造方法
7か月前
富士電子工業株式会社
焼き入れ装置
7か月前
株式会社デンケン
高温炉
6か月前
日本製鉄株式会社
溶銑の予備処理方法
2か月前
株式会社不二越
熱処理システム
20日前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
3か月前
中外炉工業株式会社
前処理装置
3か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
1か月前
大同特殊鋼株式会社
浸炭部材の製造方法
3か月前
日本製鉄株式会社
脱りん方法
4か月前
JFEスチール株式会社
高炉の原料装入方法
2か月前
東京窯業株式会社
溶鋼処理用の浸漬管
6か月前
JFEスチール株式会社
高炉の原料装入方法
1か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
12日前
大同特殊鋼株式会社
熱処理設備
2か月前
東京窯業株式会社
溶鋼処理用の浸漬管
2か月前
日本製鉄株式会社
高炉の冷却構造
24日前
日本製鉄株式会社
高炉の操業方法
4か月前
日本製鉄株式会社
高炉の操業方法
5か月前
日本製鉄株式会社
脱炭精錬方法
7か月前
日本製鉄株式会社
高炉の操業方法
3か月前
富士電子工業株式会社
クランクシャフト支持装置
4か月前
日本製鉄株式会社
鋼の製造方法
3か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ