TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025117469
公報種別
公開特許公報(A)
公開日
2025-08-12
出願番号
2024012330
出願日
2024-01-30
発明の名称
回転部材
出願人
ニッタ株式会社
,
本田技研工業株式会社
代理人
弁理士法人ドライト国際特許事務所
主分類
B29C
70/10 20060101AFI20250804BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】軽量でありながら、より高い引張強度を有する回転部材の提供。
【解決手段】高速で回転する回転部材2は、複合繊維束10の複合炭素繊維を強化繊維とする炭素繊維強化成形体である。複合炭素繊維は、それを構成する炭素繊維の表面に複数のカーボンナノチューブで構成された構造体が形成されている。カーボンナノチューブは、曲がった形状のものである。カーボンナノチューブは、曲面である炭素繊維の表面に対して様々な姿勢で付着して構造体が形成されている。回転部材2は、その軸方向に対して40°以上80°以下の範囲内の傾斜角度で複合炭素繊維が配向されたヘリカル層6と、略直交する方向で複合炭素繊維が配向されたフープ層7とを備えている。
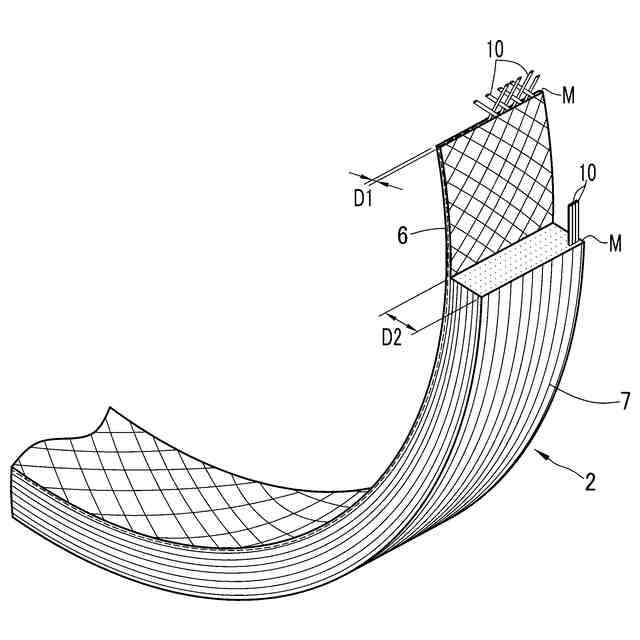
【選択図】図2
特許請求の範囲
【請求項1】
マトリックス樹脂に炭素繊維を包埋した炭素繊維強化成形体であり、電動機または発電機の回転体と一体に回転する回転部材において、
前記回転部材の軸方向に対して40°以上80°以下の範囲内の傾斜角度で複合炭素繊維が配向されたヘリカル層と、
前記回転部材の軸方向に対して略直交する方向で前記複合炭素繊維が配向されたフープ層と
を備え、
前記複合炭素繊維は、
前記炭素繊維の表面に設けられ、屈曲部を有する曲がった形状の複数のカーボンナノチューブで構成され前記カーボンナノチューブ同士が直接接触した接触部を有するネットワーク構造を形成する構造体と、
直接接触した前記カーボンナノチューブ同士を架橋するサイジング剤と
を有することを特徴とする回転部材。
続きを表示(約 160 文字)
【請求項2】
前記ヘリカル層の厚みをD1、前記フープ層の厚みをD2としたときに、値D2/D1が5以上20以下の範囲内であることを特徴とする請求項1に記載の回転部材。
【請求項3】
前記炭素繊維の繊維体積含有率が65%以上75%未満であることを特徴とする請求項1または2に記載の回転部材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転部材に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
高速で回転する回転部材として、例えば表面磁石型電動機やこれと同様な構造を有する発電機(以下、これらを表面磁石型電動機等と称する)のロータに外嵌されるものが知られている(例えば、特許文献1を参照)。表面磁石型電動機等のロータには、その外周面に複数の永久磁石が組み込まれており、それらの永久磁石が遠心力によってロータから剥がれて飛散することを防止するため、回転部材の中空な内部にロータが圧嵌されている。回転部材には、その径方向外側に向かう永久磁石からの力が作用するため、回転部材の周方向に高い引張強度が要求されている。また、回転部材自体の質量にも遠心力が作用する。このため、回転部材として、炭素繊維を強化繊維とした炭素繊維強化プラスチック製のものも知られている。
【先行技術文献】
【特許文献】
【0003】
特開2003-319581号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のような表面磁石型電動機等では、その回転部材について、少なくとも回転部材の厚み分だけ磁気的なエアギャップが増加し、その分だけ磁束密度が低くなって効率が低下する。このため、表面磁石型電動機等の回転部材は、軽量であることはもちろんとして、薄型でかつ十分な強度を有するものが求められている。このような回転部材として、炭素繊維強化プラスチックで作製されたものを用いることは有用であるが、より厚みが小さくより高い引張強度の回転部材が望まれている。
【0005】
本発明は、軽量でありながら、より高い引張強度を有する回転部材を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の回転部材は、マトリックス樹脂に炭素繊維を包埋した炭素繊維強化成形体であり、電動機または発電機の回転体と一体に回転する回転部材において、回転部材の軸方向に対して40°以上80°以下の範囲内の傾斜角度で複合炭素繊維が配向されたヘリカル層と、回転部材の軸方向に対して略直交する方向で複合炭素繊維が配向されたフープ層とを備え、複合炭素繊維は、炭素繊維の表面に設けられ、屈曲部を有する曲がった形状の複数のカーボンナノチューブで構成されカーボンナノチューブ同士が直接接触した接触部を有するネットワーク構造を形成する構造体と、直接接触したカーボンナノチューブ同士を架橋するサイジング剤とを有するものである。
【発明の効果】
【0007】
本発明によれば、表面にカーボンナノチューブによる構造体が形成された炭素繊維をマトリックス樹脂が包埋し、回転部材の軸方向に対して複合炭素繊維が所定の傾斜角度で配向されたヘリカル層とフープ層とを備える構造であるため、軽量でありながら引張強度がより高くなった回転部材を提供できる。
【図面の簡単な説明】
【0008】
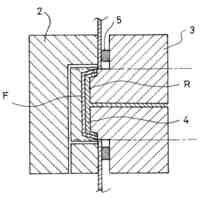
実施形態に係る表面磁石型電動機の要部構成を示す説明図である。
回転部材中のヘリカル層とフープ層を模式的に示す部分断面図である。
ヘリカル層中の複合繊維束の配向を模式的に示す部分断面図である。
フープ層中の複合繊維束の配向を模式的に示す部分断面図である。
複合繊維束の構成を示す説明図である。
CNTへのサイジング剤の付着状態を示す説明図である。
CNT同士が接触している接触部におけるサイジング剤の付着状態を示す説明図である。
CNTへのサイジング剤の別の付着状態を示す説明図である。
CNT同士が接触している接触部におけるサイジング剤の別の付着状態を示す説明図である。
回転部材を作製する手順の概略を示す説明図である。
炭素繊維にCNTを付着する付着装置の構成を示す説明図である。
フィラメントワインダの例を示す斜視図である。
樹脂付与装置の例を示す説明図である。
マトリックス樹脂を硬化させる際に加熱温度を段階的に変化させる例を示すグラフである。
炭素繊維同士が架橋した状態を示す説明図である。
回転部材における複合繊維の状態を示す回転部材の断面のSEM写真である。
炭素繊維の原糸を用いた回転部材における炭素繊維の状態を示す回転部材の断面のSEM写真である。
実施例に用いた材料CNTの曲がった状態を示すSEM写真である。
実施例1、比較例1におけるNOLリング試験の結果を示すグラフである。
実施例1、比較例1におけるNOLリング試験の結果のうち繊維体積含有率60%以上の領域を拡大して示すグラフである。
【発明を実施するための形態】
【0009】
図1に実施形態に係る回転部材2を示す。回転部材2は、表面磁石型電動機3の飛散防止部材として複数設けられている。回転部材2は、幅が小さい(回転部材2の軸心2aの方向に短い)リング形状(円筒形状)である。複数の回転部材2は、回転体であるロータ4の軸心(回転中心軸)方向に並ぶように、ロータ4に外嵌されている。各回転部材2は、その中空な内部にロータ4が圧入により嵌め込まれて固定されるスリーブであって、ロータ4と一体に回転する。したがって、回転部材2は、その周方向に回転する。ロータ4の外周面には、複数の永久磁石5がロータ4の周方向に沿って所定の間隔をあけて埋め込まれている。回転部材2は、ロータ4の高速回転時に、永久磁石5がそれに作用する遠心力でロータ4の径方向外側に剥がれて飛散しないように、遠心力に抗して永久磁石5を抑える。
【0010】
図2に模式的に示すように、回転部材2は、複合繊維束10と、この複合繊維束10を構成する複合繊維11(図5参照)の炭素繊維12(図5参照)を包埋するマトリックス樹脂Mとから構成される炭素繊維強化成形体(炭素繊維強化プラスチック)である。複合繊維束10は、回転部材2の周方向に巻かれている。回転部材2の周方向に巻かれているとは、複合繊維束10が回転部材2の周方向に沿った成分を持っていることである。回転部材2は、ヘリカル層6と、このヘリカル層6の外周に形成されたフープ層7とから構成されている。なお、図2では、図示の便宜上、複合繊維束10の1つ1つを誇張しかつ区別できるように描いてある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ニッタ株式会社
回転部材
1日前
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
13日前
東レ株式会社
プリプレグテープ
10か月前
CKD株式会社
型用台車
7か月前
シーメット株式会社
光造形装置
7か月前
個人
射出ミキシングノズル
10か月前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
10か月前
グンゼ株式会社
ピン
8か月前
東レ株式会社
フィルムの製造方法。
21日前
個人
樹脂可塑化方法及び装置
6か月前
株式会社カワタ
計量混合装置
2か月前
株式会社FTS
ロッド
6か月前
日機装株式会社
加圧システム
3か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
株式会社漆原
シートの成形方法
2か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社シロハチ
真空チャンバ
9か月前
株式会社FTS
成形装置
7か月前
三菱自動車工業株式会社
予熱装置
10か月前
株式会社不二越
射出成形機
4か月前
株式会社リコー
画像形成システム
8か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社不二越
射出成形機
4か月前
株式会社FTS
セパレータ
6か月前
TOWA株式会社
成形型清掃用のブラシ
10か月前
株式会社神戸製鋼所
混練機
6か月前
株式会社不二越
射出成形機
4か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
株式会社コスメック
射出成形装置
2か月前
株式会社不二越
射出成形機
2か月前
株式会社ニフコ
樹脂製品の製造方法
10か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ